También podría gustarte
- Diferencial Verano 2022 2023 26 12Documento1 páginaDiferencial Verano 2022 2023 26 12Lautaro Santiago LarcherAún no hay calificaciones
- Plano de Instalacion 20230120Documento3 páginasPlano de Instalacion 20230120Lautaro Santiago LarcherAún no hay calificaciones
- Linea Especial - Estudiantes No Clientes - Ext. - 18.05.23Documento3 páginasLinea Especial - Estudiantes No Clientes - Ext. - 18.05.23Lautaro Santiago LarcherAún no hay calificaciones
- Factura B: Del Libertador 7698 Caba (CP 1429) Ciudad Autonoma de Buenos AiresDocumento1 páginaFactura B: Del Libertador 7698 Caba (CP 1429) Ciudad Autonoma de Buenos AiresLautaro Santiago LarcherAún no hay calificaciones
- Total A Pagar: Bimestre: Año: Liquidación: Detalle de Medición de ConsumoDocumento1 páginaTotal A Pagar: Bimestre: Año: Liquidación: Detalle de Medición de ConsumoLautaro Santiago LarcherAún no hay calificaciones
- 2023 04 20 09 03 23 181 ReceiptDocumento2 páginas2023 04 20 09 03 23 181 ReceiptLautaro Santiago LarcherAún no hay calificaciones
- 2023 04 20 08 35 48 993 ReceiptDocumento2 páginas2023 04 20 08 35 48 993 ReceiptLautaro Santiago LarcherAún no hay calificaciones
- Sierra Serie 3Documento21 páginasSierra Serie 3Lautaro Santiago LarcherAún no hay calificaciones
- Estudio Del Trabajo Placord.Documento34 páginasEstudio Del Trabajo Placord.Lautaro Santiago LarcherAún no hay calificaciones
- Procesos Industriales Placord.Documento32 páginasProcesos Industriales Placord.Lautaro Santiago LarcherAún no hay calificaciones
- 15 - 2021 - SOGEFI SUSPENSION ARGENTINA S.A - Mecanica IndustrialDocumento1 página15 - 2021 - SOGEFI SUSPENSION ARGENTINA S.A - Mecanica IndustrialLautaro Santiago LarcherAún no hay calificaciones
- TP VIEJO (Para Guía)Documento30 páginasTP VIEJO (Para Guía)Lautaro Santiago LarcherAún no hay calificaciones
- Metadatos ParcelasDocumento3 páginasMetadatos ParcelasLautaro Santiago LarcherAún no hay calificaciones
- Ord 1114 Parte 3 271106Documento20 páginasOrd 1114 Parte 3 271106Lautaro Santiago LarcherAún no hay calificaciones
- Layout Planta HMDocumento1 páginaLayout Planta HMLautaro Santiago LarcherAún no hay calificaciones
- Misiones Cristianas en El Tercer MilenioDocumento2 páginasMisiones Cristianas en El Tercer MilenioLautaro Santiago LarcherAún no hay calificaciones
- William Carey - Un Misionero Que Transformó Una NaciónDocumento7 páginasWilliam Carey - Un Misionero Que Transformó Una NaciónLautaro Santiago LarcherAún no hay calificaciones
- William Carey y La Chispa de Las Misiones ModernasDocumento10 páginasWilliam Carey y La Chispa de Las Misiones ModernasLautaro Santiago LarcherAún no hay calificaciones
- Lecciones Misioneras de El Dr. CareyDocumento7 páginasLecciones Misioneras de El Dr. CareyLautaro Santiago LarcherAún no hay calificaciones
- Analista de Logistica y Operaciones-2Documento2 páginasAnalista de Logistica y Operaciones-2Lautaro Santiago LarcherAún no hay calificaciones
- 16 - 2021 - Magnetti MarelliDocumento1 página16 - 2021 - Magnetti MarelliLautaro Santiago LarcherAún no hay calificaciones
- Herramientas de Calidad Total Tarea 1Documento4 páginasHerramientas de Calidad Total Tarea 1Abelardo Zcarias CardenasAún no hay calificaciones
- Wps Rina ListoDocumento2 páginasWps Rina ListoKleyjarhCorreaAún no hay calificaciones
- Administracion Semana 8Documento4 páginasAdministracion Semana 8EVELYN TEOAún no hay calificaciones
- Catalogo Proteccion DX3 TX3 LegrandDocumento40 páginasCatalogo Proteccion DX3 TX3 LegrandJosé Alexis Valero VillanuevaAún no hay calificaciones
- Procedimiento - MONTAJE DE BANDEJAS - CABLES PDFDocumento19 páginasProcedimiento - MONTAJE DE BANDEJAS - CABLES PDFDisney ArellanoAún no hay calificaciones
- Gestion EmpresarialDocumento396 páginasGestion EmpresarialHector DeveauxAún no hay calificaciones
- Docslide. - Modulos Visual Fac 1Documento12 páginasDocslide. - Modulos Visual Fac 1MichaelRiverAún no hay calificaciones
- GOP-PR-025 Prestacion Del Servicio de Inspeccion y Aseguramiento de CalidadDocumento7 páginasGOP-PR-025 Prestacion Del Servicio de Inspeccion y Aseguramiento de CalidadNubia BarreraAún no hay calificaciones
- Sodeca Ct23 Industrial Fans 2020 EspañolDocumento340 páginasSodeca Ct23 Industrial Fans 2020 EspañolNano FedericoAún no hay calificaciones
- Practica 5 Lab Ing en AlimentosDocumento7 páginasPractica 5 Lab Ing en AlimentosJanet Sánchez0% (1)
- MII UC DescripcionDocumento20 páginasMII UC DescripcionDavid Venegas AlvaradoAún no hay calificaciones
- Catálogo de LibrosDocumento335 páginasCatálogo de LibrosvanesaAún no hay calificaciones
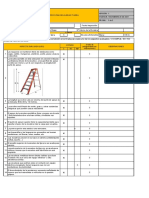
- Inspeccion EscalerasDocumento50 páginasInspeccion EscalerasmiltonAún no hay calificaciones
- Vacantes Pavimentos Colombia S.A.S.Documento5 páginasVacantes Pavimentos Colombia S.A.S.Jaime Alexis ForeroAún no hay calificaciones
- Certificado Conformidad CESMEC 225 Cascos TRECK Abril 2017Documento2 páginasCertificado Conformidad CESMEC 225 Cascos TRECK Abril 2017Miguel Bruna Puelles0% (1)
- EjerciciosAlgebraRelacional SQLDocumento2 páginasEjerciciosAlgebraRelacional SQLOscarAún no hay calificaciones
- Metodologia Taguchi - R S RDocumento4 páginasMetodologia Taguchi - R S RAmaury Hernandez MedinaAún no hay calificaciones
- Alvar AaltoDocumento1 páginaAlvar AaltoNicolas GuzmanAún no hay calificaciones
- Taller Excel Actividad 2Documento8 páginasTaller Excel Actividad 2linda marcela guegia finscueAún no hay calificaciones
- Vigas de CimentaciónDocumento5 páginasVigas de CimentaciónEdson LayzaAún no hay calificaciones
- Diagnostico Y Servicio A Sistemas de Frenos AbsDocumento4 páginasDiagnostico Y Servicio A Sistemas de Frenos Abshindes juareZAún no hay calificaciones
- INTRODUCCION A LA Minería SubterráneaDocumento103 páginasINTRODUCCION A LA Minería Subterráneacharlesaha100% (1)
- Sap Fi Aa Manual de Usuario Mantenimiento Activos FijosDocumento20 páginasSap Fi Aa Manual de Usuario Mantenimiento Activos FijosHectorMariscalCarranzaAún no hay calificaciones
- APU - Estuco Exterior 1 3 Con Sika #1Documento1 páginaAPU - Estuco Exterior 1 3 Con Sika #1Javier DíazAún no hay calificaciones
- BDCDocumento79 páginasBDCJu'Fernando Moreno GallardoAún no hay calificaciones
- Senati PrevencionDocumento8 páginasSenati PrevencionClara QuiozAún no hay calificaciones
- Trabajo Final Teoria de ColasDocumento23 páginasTrabajo Final Teoria de ColasCésar Angel Saraza Mamani67% (3)
- Tablas I y II RD1942Documento4 páginasTablas I y II RD1942seko33Aún no hay calificaciones
- Áreas de OportunidadDocumento6 páginasÁreas de OportunidaddanoninoAún no hay calificaciones
- Guia de Diagnostico y Reparacion Equipos de Sonido LGDocumento6 páginasGuia de Diagnostico y Reparacion Equipos de Sonido LGIohamMorilloAún no hay calificaciones
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Cultura y clima: fundamentos para el cambio en la organizaciónDe EverandCultura y clima: fundamentos para el cambio en la organizaciónAún no hay calificaciones
- Toma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasDe EverandToma de decisiones en las empresas: Entre el arte y la técnica: Metodologías, modelos y herramientasAún no hay calificaciones
- Inteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroDe EverandInteligencia artificial: Lo que usted necesita saber sobre el aprendizaje automático, robótica, aprendizaje profundo, Internet de las cosas, redes neuronales, y nuestro futuroCalificación: 4 de 5 estrellas4/5 (1)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Ciencia de datos: La serie de conocimientos esenciales de MIT PressDe EverandCiencia de datos: La serie de conocimientos esenciales de MIT PressCalificación: 5 de 5 estrellas5/5 (1)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Scrum Las Estrategias del Juego: Es Póker, No AjedrezDe EverandScrum Las Estrategias del Juego: Es Póker, No AjedrezCalificación: 5 de 5 estrellas5/5 (1)
- Sistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosDe EverandSistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosCalificación: 4 de 5 estrellas4/5 (16)
- Prácticas de refrigeración y aire acondicionadoDe EverandPrácticas de refrigeración y aire acondicionadoCalificación: 5 de 5 estrellas5/5 (6)
- Guía para la aplicación de ISO 9001 2015De EverandGuía para la aplicación de ISO 9001 2015Calificación: 4 de 5 estrellas4/5 (1)
- 44 Apps Inteligentes para Ejercitar su Cerebro: Apps Gratuitas, Juegos, y Herramientas para iPhone, iPad, Google Play, Kindle Fire, Navegadores de Internet, Windows Phone, & Apple WatchDe Everand44 Apps Inteligentes para Ejercitar su Cerebro: Apps Gratuitas, Juegos, y Herramientas para iPhone, iPad, Google Play, Kindle Fire, Navegadores de Internet, Windows Phone, & Apple WatchCalificación: 3.5 de 5 estrellas3.5/5 (2)
- Sistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFDe EverandSistemas de puesta a tierra: Diseñado con IEEE-80 y evaluado con MEFCalificación: 4.5 de 5 estrellas4.5/5 (7)
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Reparar (casi) cualquier cosa: Cómo ajustar los objetos de uso cotidiano con la electrónica y la impresora 3DDe EverandReparar (casi) cualquier cosa: Cómo ajustar los objetos de uso cotidiano con la electrónica y la impresora 3DCalificación: 5 de 5 estrellas5/5 (6)
- UF0054: APROVISIONAMIENTO DE MATERIAS PRIMAS EN COCINA (HOTR0108)De EverandUF0054: APROVISIONAMIENTO DE MATERIAS PRIMAS EN COCINA (HOTR0108)Aún no hay calificaciones