Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Compilado 3 Entregas
Cargado por
Lautaro Santiago LarcherTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Compilado 3 Entregas
Cargado por
Lautaro Santiago LarcherCopyright:
Formatos disponibles
UNIVERSIDAD TECNOLÓGICA NACIONAL
FACULTAD REGIONAL DE CÓRDOBA
Ingeniería Industrial
Manejo de Materiales y Distribución de Planta
PROFESORES
● Rocha, Jorge Alfredo
● Celador, Adriana Elizabeth
Empresa Corplast S.R.L
TRABAJO PRÁCTICO 1 Y 2
FECHA DE ENTREGA: 24/09/2020
GRUPO 6 CURSO 5D3
ALUMNOS: LEGAJO: E-MAIL:
Bevacqua, Santiago Tomás 72334 santibevacquacat@gmail.com
Cassone, Ignacio 70369 nachocassone@gmail.com
Fassi Curarello, Juan gabriel 71890 juan7juang77@gmail.com
Galará, Paula Vanina 72501 paulygalara@gmail.com
Herrera, Nicolás 74282 nicoherrera781@gmail.com
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Índice
Índice 1
Introducción 2
Cronograma Desarrollo TP Final MMDP 4
I FASE DE ANÁLISIS 5
PRESENTACIÓN DE LA ORGANIZACIÓN 5
Reseña histórica 5
Estructura organizativa 5
Mano de obra directa: 5
Mano de obra indirecta: 6
Ubicación 6
Mercado 7
Clientes 7
OBJETIVOS DEL TRABAJO PRÁCTICO 8
Objetivos Generales 8
Objetivos específicos: 8
INFORMACIÓN DE LOS PRODUCTOS 8
Suela de goma básica para zapatillas 10
CAPACIDAD DE PRODUCCIÓN 10
AMPLIACIONES NECESARIAS Y/O POSIBLES 11
ANÁLISIS DE LOS FACTORES 13
Material: 13
Maquinaria: 14
Hombre: 19
Movimiento: 21
Espera: 21
Servicio: 22
Edificio: 23
Cambio: 23
LISTADO DE MÁQUINAS, EQUIPOS Y/O ELEMENTOS 24
LAY-OUT ACTUAL 25
INFORMACIÓN DE LOS PROCESOS 26
DIAGRAMAS DE PROCESOS 29
DIAGRAMA DE RECORRIDOS 30
REQUERIMIENTO DE ÁREA 31
DIAGRAMA DE AFINIDADES y DIAGRAMA DE BLOQUES 38
Diagrama de Bloques 42
II FASE DE SÍNTESIS 44
DISTRIBUCIONES PROPUESTAS y 15.- LAY-OUT DE CADA PROPUESTA 44
Bevacqua - Cassone - Fassi - Galará - Herrera 1/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
17.- EVALUACIÓN TÉCNICA DE CADA DISTRIBUCIÓN 61
MATRIZ DE INDICADORES 61
1. Distancia recorrida en un ciclo completo 61
2. Cantidad de cruces x hora 61
3. Costo de manejo de materiales 62
4. % de actividades del proceso destinadas al transporte 65
5. Área destinada a scrap 65
6. Facilidades de MP y PT [m3] 65
7. Cumplimiento del diagrama de afinidad 66
8. Capacidad de producción [unidades mensuales] 66
9. Organización de máquinas y flujo de materiales 66
10. Seguridad 66
ANÁLISIS DE VENTAJAS Y DESVENTAJAS 67
ALTERNATIVA 1 67
ALTERNATIVA 2 68
ALTERNATIVA 3 70
CONCLUSIÓN 70
18.- EVALUACIÓN ECONÓMICA DE CADA DISTRIBUCIÓN 71
Inversiones de cada Alternativa 71
Costos de Producción Total 73
Cantidad de Producción 73
Análisis Económico 74
Conclusiones 74
19.- ELECCIÓN Y JUSTIFICACIÓN DE LA NUEVA DISTRIBUCIÓN 74
MAQUETA VIRTUAL 3D 75
CONCLUSIÓN 78
ANEXO 80
Bevacqua - Cassone - Fassi - Galará - Herrera 2/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Introducción
A lo largo de la historia de la Industria se fue evidenciando el gran problema que
significaba para su desarrollo y productividad de la misma la “Distribución de Planta y el
Manejo de Materiales”. Estos conflictos involucran el ordenamiento físico de los
elementos industriales, distribución de los departamentos, estaciones de trabajo, ya sea
practicado actualmente o lo proyectado para un período de tiempo, incluyendo tanto los
espacios necesarios para el movimiento del material, almacenamiento, trabajadores
indirectos y todas las otras actividades o servicios, como el equipo de taller y el personal
de taller.
Abordando la temática, planteamos a continuación el desarrollo de la primer y
segunda fase del Trabajo Práctico Anual del ciclo lectivo 2020 que corresponde al
análisis de una organización seleccionada por el equipo de trabajo; “CorPlast S.R.L”,
conociendo características principales acerca de la misma, describiendo estructuras
físicas y organizacionales, planteando objetivos en cuales se basará el desarrollo del
trabajo durante el año. Se analizará en distintas secuencias, productos, procesos y
capacidad de producción, factores que intervienen en el mismo, máquinas y equipos,
Lay-out actual, recorridos internos y externos, entre otros apartados.
Como equipo de trabajo tenemos como objetivo encontrar la mejor ordenación de
las áreas de trabajo dentro de la empresa en cuestión y de los equipos de trabajo y así
conseguir la máxima eficiencia en el trabajo, al mismo tiempo que la mayor seguridad y
satisfacción de los trabajadores que son los principales protagonistas.
Es por ello que a la hora de generar una mejora en dicha eficiencia, uno de los
factores más importantes para analizar es el proceso que se lleva a cabo en la misma. El
diagrama de recorrido, como principal componente permite visualizar los transportes, los
avances y el retroceso de las unidades, cuellos de botella, sitios de mayor concentración,
a fin de analizar el trabajo y para determinar que se puede mejorar (eliminar, combinar,
reordenar, simplificar). Lo que es esencial para las acciones de rediseño y mejora tanto
en recorridos como en pasos a seguir.
Abordando la temática, planteamos a continuación el desarrollo de los últimos
apartados de fase Análisis y segunda fase de Síntesis del Trabajo Práctico Anual del ciclo
lectivo 2020 que corresponde al de una organización seleccionada por el equipo de
trabajo; “CorPlast S.R.L”, analizando en distintas secuencias, procesos junto a sus
respectivas Hojas de Procesos, estudio del método empleado, factores que intervienen
en el mismo, distribución máquinas y equipos, Lay-out propuestos con posibles mejoras,
recorridos internos y externos, entre otros apartados. A partir de esto se plantearon tres
alternativas de mejora de distribución en las que se intenta de hacer foco en distintos
problemas y aprovechar distintas oportunidades, siendo diferentes además en el nivel de
inversión y cambio requerido.
Bevacqua - Cassone - Fassi - Galará - Herrera 3/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Cronograma Desarrollo TP Final MMDP
(Se adjuntó como PDF Diagrama de Gantt correspondiente)
Bevacqua - Cassone - Fassi - Galará - Herrera 4/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
I FASE DE ANÁLISIS
PRESENTACIÓN DE LA ORGANIZACIÓN
La empresa elegida es CorPlast S.R.L, dedicada desde 1980 a la fabricación de
suelas para calzado. Como productora de suelas pertenece al rubro de la industria del
calzado, pero también por las características de sus procesos y materia prima empleada
puede clasificar dentro de la industria del plástico.
Reseña histórica
CorPlast S.R.L. es una empresa dedicada a la fabricación de suelas de
calzado. Fue fundada en los 80’. Actualmente, es una empresa familiar donde trabajan
hijos y nietos, que conserva gran parte de su personal y sus tradiciones que se
encuentran presentes desde sus comienzos. Éstas, conforman parte de sus fortalezas
en el mercado, como años generando confianza y vínculo con sus clientes.
Estructura organizativa
La estructura organizacional de la empresa esquematizada en el organigrama
es la siguiente:
Personal operativo
Mano de obra directa:
○ 12 operarios (2 turnos de 8 horas - 6 operarios por turno) La cantidad de
personal en las áreas se va modificando de acuerdo a la temporada de
fabricación.
○ 1 encargado de almacenamiento.
○ 2 Matriceros.
○ 2 en molino.
Mano de obra indirecta:
● Personal Administrativo
○ 3 empleados administrativos que se distribuyen en el área de ventas y
compras
● Personal Seguridad
Bevacqua - Cassone - Fassi - Galará - Herrera 5/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
○ 1 guardia de seguridad
● Personal Jerárquico
○ 2 Socios
○ Gerente General, se encarga principalmente del proceso de fabricación
Los empleados están agremiados a UTICRA (Unión de Trabajadores de la Industria del
Calzado). En el análisis de requerimientos de área se muestra los empleados por turno,
por área y sexo.
Ubicación
CorPlast S.R.L. se encuentra ubicada en Álvarez de Condarco 2357, a 200 metros de la
circunvalación de Córdoba.
Según nuestro plancheta catastral, la empresa se ubica en el distrito 01, zona 08,
manzana 037 y parcela n° 70. Tiene un único portón de acceso por la calle Alvarez de
Condarco pero el predio limita en su parte trasera con la calle Elizalde y Ustariz.
En las imágenes presentadas a continuación puede verse la ubicación en la Ciudad de
Córdoba, la imagen satelital de la manzana y el plano catastral de la manzana,
respectivamente.Plancheta Catastral - Documento Oficial Municipal.
Bevacqua - Cassone - Fassi - Galará - Herrera 6/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Mercado
El mercado se mueve y fluctúa según los bienes que se oferten y la demanda que
estos tengan. CorPlast apunta a un mercado masivo ya que los productos que realizan,
lleva una alta demanda en todos los sectores sociales; conformado por un grupo de
consumidores muy alto, considerados consumidores en masa.
Clientes
Sus clientes son fábricas de zapatos, zapatillas, botines, sandalias donde luego le
colocan la capellana.
Los clientes de CorPlast S.R.L. son:
● Basto
● Fito Rigazio
● Karen Clear
● Pio Datelli
● Alicia
OBJETIVOS DEL TRABAJO PRÁCTICO
Objetivos Generales
Reordenar la planta en general y los factores principales que la componen (maquinaria y
almacenes) de modo de, mejorar el aspecto y la distribución, optimizar los movimientos
de los operarios y la utilización del espacio para triplicar el volumen de producción actual
e incorporar la fabricación de un nuevo producto sin las grandes inversiones que significa
aumentar la cantidad de maquina y mano de obra en la misma proporción. Sin reducir la
flexibilidad que ofrece hoy la distribución existente de la planta.
Objetivos específicos:
1. Reordenamiento de la planta en general (máquinas y espacios de almacén) para
un mejor aprovechamiento de las hs. de MO disponibles, reduciendo los
recorridos de los mismos y optimizando los tiempos.
2. Delimitar los espacios, de modo tal, que cada área se mantenga ordenada y en el
lugar óptimo. (Esto, aumenta la motivación, la higiene y reduce tiempos).
3. Incrementar la utilización efectiva de los espacios destinados al almacenamiento,
incorporando al almacén actual, más niveles sobre el suelo con una estantería
más alta.
4. Definir una forma de manipular y almacenar el Scrap.
5. Aumentar el tiempo en el que el operario se dedica a la inyección (cuello de
botella del proceso), facilitando los materiales y elementos necesarios. Mejorando
de esta manera el flujo de materiales a la operación cuello de botella.
6. Mecanismo para facilitar y agilizar la manipulación de matrices pesadas.
7. Acondicionar el espacio para poner nuevamente en funcionamiento una máquina
rotativa en desuso, desconectada, ubicada en un rincón, junto al scrap.
Bevacqua - Cassone - Fassi - Galará - Herrera 7/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
INFORMACIÓN DE LOS PRODUCTOS
En la fábrica se producen exclusivamente suelas para zapatos, sandalias, zapatillas,
botines y todo tipo de calzado. Como se observa a continuación.
En general realizan estos productos con variabilidad en los colores y talles. Son todos
realizados con PVC, y algunos presentan detalles estéticos como tiras de goma de
distintos colores, suela de dos colores. Si se compara desde el punto de vista de la
calidad y precio, contra las otras marcas de suelas en el mercado, se posiciona como
una segunda marca.
En el siguiente Diagrama de Pareto se puede observar que las suelas de zapatillas
representan casi el 80% de la producción, alcanzando un 78% de la producción total:
Bevacqua - Cassone - Fassi - Galará - Herrera 8/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Además, en el siguiente gráfico se analiza la distribución de talles.
Suela de goma básica para zapatillas
La mayor parte de la producción está constituida por suelas de goma blancas básicas
para zapatillas. Dado su volumen de producción y que su proceso es en sí muy similar
al de los demás calzado que pueden presentar algunas pequeñas variaciones, nos
abocaremos a ellas en el desarrollo del trabajo práctico. Además es el único producto
que se produce durante todo el año, todos los años.
Estas suelas están fabricadas mediante la inyección de Resina de Policloruro de Vinilo
(PVC) Son monocromáticas. Poseen dibujos en forma de cuadrícula en la parte
superior, para que contengan aire y aportan comodidad al calzado. En la parte inferior,
poseen dibujos ondulados que proporcionar tracción y mayor fricción para evitar
caídas. ambos dibujos son dados por las matrices que se utilizan.Se realizan todo tipo
de talles de las mismas. Su principal ventaja es que son económicas y de rápida
confección. Su mayor desventaja, son pesadas en comparación de otras suelas
fabricadas con otra materia prima.
CAPACIDAD DE PRODUCCIÓN
La empresa trabaja 2 turnos de 8hs cada uno con 6 operarios en cada uno de ellos,
dedicados a la fabricación de productos. Actualmente, el mayor limitante de la empresa
es la escasa demanda, por eso, las máquinas no están todas en funcionamiento, en
especial las 2 máquinas rotativas (las más grandes de la planta). En cuanto a la mano de
obra, todos se encuentran trabajando con el nivel de producción actual. La empresa
contrata personal temporal adicional cuando la demanda aumenta debido al comienzo de
una temporada o el mejoramiento de la economía. El tipo de producción es discontinua
por lotes, ya que la orden de producción comienza con un pedido por parte del cliente.
A continuación se adjunta la capacidad de producción. Los cálculos se realizaron
considerando que el mes tiene 26 días de trabajo y en una semana se trabajan 5,5 días,
Bevacqua - Cassone - Fassi - Galará - Herrera 9/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
debido a que la fábrica funciona de lunes a viernes en turnos 8 hs y los sábados con
media jornada.
Capacidad de Producción
Patrón de trabajo
[Pares de suela]
Año 288000
Mes 24000
Semanal 5077
Día 923
Turno 462
Hora 58
Recurso Capacidad de utilización
Maquinaria 37,50%
Hombre 72%
Almacén de MP 84,50%
Almacén de PT 42%
Edificio 33,20%
AMPLIACIONES NECESARIAS Y/O POSIBLES
Para determinar las ampliaciones necesarias se decide seguir el criterio que impuso la
cátedra al aprobar la empresa de triplicar la producción actual. Ya que, realmente la
demanda de los próximos años es difícil de estimar, debido a la situación económica y
sanitaria actual del país.
Sumado a la situación política y de comercio exterior, a nivel nacional, el principal
competidor son las suelas y zapatillas confeccionadas e importadas de Brasil, que al ser
miembro del MERCOSUR tiene aranceles nulos. Debido a los actuales desacuerdos
políticos de Argentina con los países miembros, podría modificarse esto también,
aumentando los costos de Brasil y junto con ello la competitividad de la empresa.
Por eso, se decide realizar las modificaciones necesarias para triplicar la producción
actual y además incorporar un nuevo producto: punteras.
La incorporación de la fabricación de punteras es un proyecto que la empresa tenía en
mente y que nosotros decidimos abordar. Ya que no requiere grandes inversiones en
nuevas máquinas, sino que utiliza los recursos existentes y las modificaciones se realizan
en las matrices.
Capacidad de Cap. de Prod.en 2 Cap. de Prod.en 2
Patrón de
Producción años años Equivalente
trabajo
[Pares de suela] [Pares de suela] [Pares de punteras]
Año 288000 864000 45474 886737
Mes 24000 72000 3789 73895
Bevacqua - Cassone - Fassi - Galará - Herrera 10/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Semanal 5077 15231 802 15632
Día 923 2769 146 2842
Turno 462 1385 73 1421
Hora 58 173 9 178
Capacidad de utilización
Recurso Capacidad de utilización en 2 años
actual
Maquinaria 37,50% 115,46%
Hombre 72% 221,68%
Almacén de
84,50% 260,17%
MP
Almacén de PT 42% 129,32%
Edificio 33,20% 102,21%
La productividad por persona por día es la siguiente:
● contando todo el personal de la empresa:
58 pares/hora
Pares por empleado= =2,52 pares/hora ∙ persona
23 personas
● contando solo el personal de fabricación:
58 pares/hora
Pares por empleado= =3,41 pares/hora ∙ persona
17 personas
Para realizar la tabla de estimación de utilización de factores actuales para determinar las
ampliaciones necesarias, se utilizaron los valores de capacidad identificados en el punto
anterior.
En primer lugar, se triplica el volumen de suelas a producir. En segundo lugar, se añade
la fabricación de punteras, alcanzando los 3789 pares de punteras al mes. En la última
columna, se realiza un equivalente, ya que en una matriz se realiza un par de suelas o 2
pares de punteras (debido a que el volumen de inyección que requiere es inferior). Es por
eso, que para realizar una suma equivalente, se suma el total de suelas a producir, más
la mitad de pares de punteras.
La capacidad que requieren los nuevos volúmenes de producción está por encima de la
actual. Entonces, se deberá:
● Maquinaria:utilizartodaslasmáquinasdisponiblesyr epararunadelasmáquinas
rotativas que actualmente está fuera de funcionamiento y por eso no se la
incorporó al calcular la capacidad del parque de máquinas.
● Hombre: liberar a los 12 operarios de actividades que requieren que el mismo se
retire fuera del puesto de inyección, como la búsqueda de materia prima.
● Hombre: Disponer las MP de forma de que el tiempo que lleva el manejo de
materiales se reduzca
● Hombre: se deberá buscar una disposición de máquinas que le permitan al
operario trabajar sobre máquinas al mismo tiempo. De modo de eliminar el cuello
de botella del proceso que es el tiempo de inyección y enfriado del PVC dentro de
la matriz
● Edificio: Se debe disponer de más espacio para la instalación nuevamente de una
máquina en desuso.
Bevacqua - Cassone - Fassi - Galará - Herrera 11/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
● Almacén de MP y PT: Ordenarlas adecuadamente para optimizar el espacio y
aumentar la capacidad del almacén, incrementando los niveles del mismo en
altura.
ANÁLISIS DE LOS FACTORES
Material:
La materia prima empleada es PVC o micro espansor (un material más liviano para la
base de zapatos de mujer que tienen taco), que se la provee en forma granulada y en
bolsas de 25Kg. La misma se coloca sobre tarimas junto a las estanterías de productos
terminados cuando se descarga del camión, indicado posteriormente en el Lay-out.
Cuando se lleva la materia prima hacia las inyectoras la misma se dispone en la cuba de
las inyectoras y el resto se las coloca al lado de la máquina para ser utilizada una vez se
vacíe la cuba. También se utiliza en una proporción admisible PVC reciclado. Es decir el
material que se obtiene al moler las suelas que tuvieron algún desperfecto durante la
operación de inyección. Con 5 kg de PVC (70% puro y 30% mezcla) se producen 20
pares de suelas.
Imagen de bolsa de PVC
Otro material necesario es el aluminio que se funde para la elaboración de las matrices.
Puesto que las matrices cambian cada vez que se diseña un nuevo modelo, las matrices
que hace un tiempo considerable que no se emplean son fundidas para la confección de
matrices nuevas. Para la construcción del molde para las matrices se utiliza madera,
silicona y yeso y su peso aproximado es de 25 kg.
Puede considerarse que el material en proceso, son las suelas después de la operación
de inyección, las que esperan a ser embolsadas.
Las suelas se embolsan en el puesto de trabajo. Podemos decir que:
Un producto en proceso, puede ser el scrap retrabajado para convertirlo nuevamente en
materia prima utilizable. Estas bolsas se almacenan al lado del molino, ya mezcladas en
las proporciones correspondientes, listas para usar. En este caso las bolsas no tienen un
cierre hermético y por eso no pueden estar largos periodos de tiempo sin ser utilizadas.
El producto terminado son suelas empaquetadas en bolsas de 8 pares. Actualmente se
almacenan bolsas de 6 paquetes que se colocan manualmente en estantes de la zona
del depósito 1. Cada par de suelas pesa 200 g, lo cual da un total de 9,6 kg de suelas
por bolsa. En el momento de carga a camión de productos terminados, los empleados
manipulan estas cargas de manera manual para su traslado.
Bevacqua - Cassone - Fassi - Galará - Herrera 12/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Las piezas no conformes que se producen durante la operación de inyección pueden
deberse a que la suela no presenta el brillo deseado porque el pvc se fundió a bajas
temperaturas; a que el material inyectado en la matriz fue insuficiente y quedaron
espacios vacíos; o bien porque el color obtenido no era el deseado. La mayor cantidad de
scrap se produce cuando se comienza con la inyección de un nuevo tipo de suelas,
porque se desperdicia grandes cantidades de material configurando la máquina, ya que
actualmente la empresa no tiene tablas de cálculo, fórmulas o parámetros establecidos y
todo depende de la prueba y error del operario. También al cambiar el color (el material
residual de la inyectora altera el color de la materia prima que va ingresando).
Estos productos no conformes de material, junto con las suelas que no fueron vendidas,
se pueden reutilizar si se muelen para obtener el PVC reciclado mencionado
anteriormente. En proporciones adecuadas se pueden mezclar con el PVC virgen para
emplearlo en el proceso. La proporción de piezas no conformes es de 15,55% por lo
motivos mencionados. Aunque debido a su reutilización no se producen desechos de
PVC. Las suelas no conformes de todas las inyectoras se disponen en el suelo cercanas
al molino.
Maquinaria:
Máquinas y equipos utilizados para la fabricación de suelas:
❏ Máquina rotativa con 16 matrices, las cuales tienen soportes para matrices distintas o
iguales en donde se inyecta el plástico. Aquí, se colocan las 16 matrices y en una
estación la máquina funciona inyectando el material previamente fundido y luego, esta
matriz sigue girando y enfriándose después de rotar 7 estaciones un operario extrae las
suelas y simplemente cierra la matriz para que el proceso vuelva a comenzar.
❏ Máquinas inyectoras las cuales inyectan el plástico dentro de la matriz (cerrada a
presión y en frío) para luego tomar la forma de esta. Las hay de una estación donde la
matriz se cierra se inyecta el material y permanece cerrada mientras ocurre el curado,
luego se abre y se extrae las suelas. También, se encuentran las de 2 estaciones, es un
cubo que tiene empotrados tanto en una cara del cuerpo como en la cara opuesta del
Bevacqua - Cassone - Fassi - Galará - Herrera 13/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
mismo la parte de arriba de la matriz, y por debajo del cubo en la parte fija o la parte
empotrada al piso se encuentra la parte de abajo de la matriz. Cuando se unen ambas
partes de la matriz mediante un tornillo de inyección se inyecta el material se deja unos
segundos para que este se enfríe y el cubo rota. De esta manera, al rotar, mientras el
operario saca la suela de la matriz que está arriba, ya lista y le extrae las sobras o
imperfecciones; por debajo entre la cara opuesta del cubo que contiene la misma matriz
y la parte de abajo que está empotrada al piso se está produciendo otro par de suelas y
así ocurre cíclicamente. En ella es importante mantener la limpieza de las guías por
donde corre la parte superior de la matriz y su engrasado.
❏ “Molino” o máquina para picar el PVC y reciclarlo de productos que no se vendieron o
de los desperdicios de material.
❏ Prensa, para realizar las matrices de aluminio.
Bevacqua - Cassone - Fassi - Galará - Herrera 14/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
❏ Fresadora, para dar los retoques finales a las matrices de aluminio.
Bevacqua - Cassone - Fassi - Galará - Herrera 15/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
❏ Horno de Inducción para fundir el aluminio que se utiliza en las matrices para la
producción de distintas suelas a medida.
❏ Mezcladora para mezclar el pvc virgen con el scrap molido y conseguir una mezcla lo
más homogénea posible y del color deseado.
Bevacqua - Cassone - Fassi - Galará - Herrera 16/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
❏ Compresor: El compresor se utiliza para alimentar de aire comprimido a las
inyectoras. Se ubica afuera de la planta debido a que necesita obtener aire del exterior
y a que emite 65 decibeles de contaminación sonora que sería nociva para los
operarios si estuviera dentro de la planta.
Hombre:
● 12 operarios → Se encargan de recibir las grillas de trabajo, buscar las matrices necesarias en los
estantes que las contienen para cumplir con los talles y modelos, colocarlas en la máquina, buscar y
preparar la materia prima (color y cantidad) y verterla en las cubas de la inyectora.
Cada vez que se comienza con un modelo diferente se debe configurar la máquina para
inyectar el volumen exacto, en ese periodo se produce scrap que se deposita en una
mesa que tiene el operario al lado de su puesto.
Finalmente, una vez configurada, se comienza con la inyección. En esta operación, el
trabajador se encarga de sacar las suelas de la matriz y retirar los sobrantes o las
imperfecciones con un cutter. Las suelas se colocan en otra mesa del puesto y el resto
junto al scrap acumulado.
● 1 encargado de almacenamiento → Gestiona el almacén de productos terminados y arma los
pedidos para los clientes. El almacenamiento, es una de las partes críticas porque existen muchos
productos casi idénticos pero que tienen sus diferencias, especificadas por el cliente. Entonces, se
requiere de gran espacio y organización.
● 2 en molino → Con los desechos, es decir, las suelas que salieron falladas, las sobras de material
que extrae el operario o también con los productos que al terminar la temporada no se vendieron se
muelen en un área que en la empresa se llama el molino y luego se mezcla con material nuevo para
ser reutilizado.
● 2 Matriceros → Confeccionan las matrices de nuevos diseños. En esta área, el ejemplar brindado
por el cliente se lo copia en madera, después, en base a eso se crea un molde de silicona, que es
rellenado con yeso. El mismo, se deja secar hasta que no contiene nada de humedad y se lo utiliza
junto con aluminio fundido para confeccionar la matriz. Por último, pasan por una fresadora para
terminar de definir los detalles.
Al igual que el plástico, una vez que pasado un determinado tiempo no se usa una matriz
nuevamente, esta se funde y el aluminio se reutiliza.
Bevacqua - Cassone - Fassi - Galará - Herrera 17/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Personal administrativo
● 3 personal administrativo → Encargados de todo lo que conlleva el área administrativa y
comercial: facturación, ventas, pagos, recepción de pedidos, etc.
Personal de Seguridad
● Guardia de seguridad → Responsable del ingreso, salida y vigilancia de los vehículos y de las
instalaciones dentro del terreno pero fuera de la planta.
Personal Jerárquico
● Gerente General → Responsable de coordinación entre áreas, a su vez es la autoridad en la
planta, es decir, ejerce también como “gerente de producción”
De la plantilla de personal los únicos que trabajan en la zona de producción son los 12
operarios. El resto de la mano de obra se encuentra generalmente en el sector contiguo
derecho (quienes operan el molino y el encargado del almacén) o por fuera del galpón
donde se encuentra bajo techo el horno de aluminio y la prensa (matriceros).
La mano de obra indirecta se encuentra en las oficinas. El gerente general y los socios
poseen oficinas individuales. Los empleados de compras y el de ventas comparten la
misma oficina.
CorPlast se encuentra en el corazón de un barrio residencial, es por ello que el ambiente
es tranquilo, no hay grandes ruidos, olores o polución dado que no hay muchas fábricas
alrededor. El galpón en el que se desarrolla la actividad es grande es decir que consta de
espacio para moverse y desplazarse cómodamente, aunque el mismo se encuentra
sucio, desprolijo y desacomodado. No hay olores ni grandes ruidos dentro de la fábrica, y
el compresor que es una máquina ruidosa se encuentra en el exterior del galpón. El
ambiente es algo caluroso y la iluminación reducida.
La limpieza está a cargo de los empleados.
No se observan riesgos eléctricos y la instalación posee 2 matafuegos. En cuanto al
riesgo que pueden representar las máquinas, se puede decir que es el de quemaduras en
las inyectoras y horno. Los empleados deben extraer con la ayuda de una pinza las
suelas que se encuentran a una temperatura de 40 a 45°C (de una matriz más caliente
que a veces rozan con la mano), los mismos tienen elementos de seguridad como
guantes y zapatos, pero no los utilizan y no poseen chaquetilla, que en estos casos
también sería un elemento de seguridad necesario. Se observó también que los operarios
se apoyan en la máquina cuando esperan que esta termine el ciclo, esto es un hábito que
trae aparejado riesgo también.
También se pueden señalar ciertas falencias en el diseño ergonométrico de los puestos.
Los trabajadores poseen dolores de muñecas debido a los movimientos realizados al
extraer las suelas de la inyectora y realizar retrabajos a las suelas con el cuter. La mala
iluminación sobre los elementos indicadores de las máquinas (ausencia de iluminación
localizada) hace que deban forzar la vista. También manifestaron incomodidad por cargar
las matrices cuyo peso es de 20 kg una distancia considerable entre el puesto y las
estanterías. En ninguno de los puestos operativos los empleados cuentan con sillas de
descanso. Sumada a los últimos dos inconvenientes en varios puestos de inyección los
empleados deben realizar una rotación sobre su eje para acomodar los productos en las
estanterías.
Bevacqua - Cassone - Fassi - Galará - Herrera 18/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Movimiento:
Para todos los traslados se emplea un carro de cuatro
ruedas como el que se muestra en la imagen o bien de
forma manual. No se dispone de transpaletas,
montacargas, etc.
El movimiento de los materiales será ilustrado gráficamente
a través del diagrama de recorrido. Pero los
desplazamientos que se producen son básicamente los
siguientes:
❖ De la materia prima, desde la descarga en el
estacionamiento, hasta almacén donde se coloca
encima de una tarima
❖ Desde almacén hasta la máquina inyectora donde
se coloca en estanterías
❖ Desde el puesto de trabajo, hasta el almacén de
producto terminado, nuevamente en estanterías
❖ Del almacén a la zona de carga en el estacionamiento
❖ De las matrices: Se toma la matriz de la máquina y se la devuelve a la estantería
❖ En la estantería se toma la nueva matriz y se la lleva hasta la máquina inyectora
❖ Las suelas no conformes obtenidas de la operación de inyección se llevan hasta
el rejunte de suelas no conformes o no vendidas
❖ De aquí se colocan en el molino
❖ Del molino se transportan a la mezcladora
❖ Luego el PVC molido se embolsa in situ y se lo lleva nuevamente al almacén de
materia prima.
❖ Las matrices se producen en el área ubicada en el patio trasero de la planta, allí el
horno y la empresa se encuentran consecutivos. Luego, se las lleva a la
fresadora para realizar los retoques
❖ Desde la zona de fresadoras a la estantería, donde serán almacenadas hasta su
requerimiento
Bevacqua - Cassone - Fassi - Galará - Herrera 19/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Espera:
La principal espera dentro del proceso productivo, se produce durante la puesta punto de
la inyectora para comenzar a operar.
Además, al finalizar todo el proceso productivo, existe una espera, desde que esta lista el
pedido hasta que efectivamente se despacha.
Servicio:
Servicio al personal
El acceso a la empresa es rápido si se accede a ella en auto, ya que, se encuentra cerca
de la circunvalación. También, se puede acceder en colectivo. Hay 2 líneas que llegan
hasta el barrio, a unas cuadras de la empresa. El personal puede estacionar su vehículo
dentro del predio de la empresa en el lugar que se indica dentro del layout. Se contrata
un empleado encargado de la seguridad del predio y del estacionamiento.
La fábrica posee 2 matafuegos de polvo químico (ABC), la iluminación es reducida. No
cuenta con calefacción, no posee vestuarios, posee 3 oficinas (una de ellas oficina
comercial), posee dos baños y un comedor.
En la parte administrativa trabajan 6 empleados, 3 de sexo femenino y 3 de sexo
masculino. En esta sección hay un solo baño con un inodoro, un bidet y un lavabo. Por lo
tanto no se cumple con la ley 19587 (decreto reglamentario 351), ya que se debería
poseer baños diferenciados por sexo y con duchas con agua caliente y fría.
En la parte productiva hay dos baños con un inodoro, un bidet y un lavabo cada uno. En
la planta trabajan 6 operarios por turno, según la ley sólo es necesario un baño en estos
casos. Pero tampoco se cuenta con duchas por lo tanto no se cumple con los requisitos
de la ley.
No posee vestuarios, pero tampoco son exigidos por la ley en este caso.
Servicio al material
La inspección del material es solo con un control visual, no existe ningún documento de
inspección de calidad de materia prima ni de productos terminados. Tampoco se lleva un
registro adecuado de productos defectuosos, aunque se estima que es un 15,55% de la
producción. Finalmente, el desperdicio es casi nulo debido a que los productos
defectuosos son molidos y retrabajados para utilizarlos nuevamente en el proceso
productivo.
Servicio relativo a la maquinaria
El mantenimiento queda a cargo de los trabajadores y cuando se producen roturas o
fallas mayores se comunican al gerente general que se encarga de contratar el servicio
de un tercero.
Servicios auxiliares
La empresa cuenta con suministro de agua potable, energía eléctrica trifásica. Cuenta
también con un compresor para proveer de aire comprimido. No genera efluentes
industriales. En cuanto a la limpieza es responsabilidad de los empleados también.
Bevacqua - Cassone - Fassi - Galará - Herrera 20/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Edificio:
La fábrica posee alrededor de 1260m2 y altura promedio del techo de aproximadamente
6m. El galpón está dividido en tres sectores: administrativo (baño, oficinas, cocina-
comedor, almacenes, oficina comercial), productivo (en el que se encuentran la mayoría
de las máquinas) y almacenamiento (de producto terminado, materia prima, scrap y hay
algunas máquinas). El techo del galpón es de chapa, y las paredes están construidas en
ladrillo hueco y el piso es de cemento alisado.
El ambiente de trabajo es algo caluroso (especialmente en verano) debido al calor que
irradia la maquinaria. Pero, si bien no cuenta con un sistema de aire acondicionado
centralizado, sí consta de una buena ventilación. Tiene extractores de aire, muchas
ventanas pequeñas, ventiladores y cuatro portones grandes que permanecen abiertos
durante las jornadas laborales diurnas. El sol no entra de lleno por ninguna de las
aberturas ya que la fábrica está ubicada de este a oeste y es en los costados (orientados
hacia el norte y el sur) donde se encuentran las mismas. En cambio, la iluminación, sí es
reducida.
Cambio:
Primero cabe mencionar que el sistema de producción tiene mucha flexibilidad para variar
los modelos de la suela, esto se puede hacer modificando la matriz o agregando ciertas
operaciones manuales adicionales.
La capacidad productiva es considerablemente mayor a la demanda que está
abasteciendo, es decir la capacidad productiva utilizada es un 37,5% de la capacidad
instalada, en lo que refiere a maquinaria.
Aún en el caso que su capacidad instalada fuera superada y se debieran realizar
reformas edilicias para la instalación de nuevas maquinarias, la planta en el interior tiene
grandes porciones de espacio vacíos y en el exterior posee una porción del terreno
disponible para extender los metros cubiertos. Además, también se puede aumentar la
capacidad del almacén agregando niveles en altura.
Bevacqua - Cassone - Fassi - Galará - Herrera 21/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
LISTADO DE MÁQUINAS, EQUIPOS Y/O ELEMENTOS
Máquinas o Dimensiones
Cantidad Características Peso
Equipos (L*A*H)
Tienkang Serie 611B-2C-2S-I
Número de estaciones: 16
Máquina Inyectora
2 Carrera de cierre: 205 (mm) 6 * 2,6 * 2,3 (m) 6 (tn)
Rotativa
Volumen máximo de Inyección:
0,78 (L)
Tienkang serie TK – 970C
Número de estaciones: 2
Carrera de cierre: 340 (mm)
Máquina Inyectora 8 4,2 * 2,3 * 2,6 (m) 1 (tn)
Altura de molde (LxA): 380*420
Volumen máximo de Inyección:
1,26 L
Matriz 74 Matrices de Aluminio fundido 55 * 35 * 26 (cm) 20 (Kg)
Motor: 37- 55 KW
Diámetro del disco: 550 mm
Molino 1 2,2 * 1,2 * 1,6 (m) 600 (Kg)
Pantalla vibratoria 11KW
Voltaje: 110/220/380/420 V
Marca: Carremack
Capacidad: 130 L
Mezcladora 1 1,5 * 1,1 * 0,6 (m) 65 (Kg)
Capacidad: 80 L
Motor: 0,75 HP
Motor: 100 W
Prensa p/ Matrices 1 Voltaje: 110/220 V 80 * 50 * 185 (cm) 220 (Kg)
Presión máxima: 5 Tn
Horno de Inducción
Potencia: 300 KW
Horno de Fundición 1 Voltaje: 380 V 1,8 * 1,45 * 1,35 (m) 1,5 (Tn)
Capacidad: 330 kg/h
Temperaturas: 0 - 700 °C
Modelo: Platform X6320 (a)
Motor del husillo: 0,45-0,75 KW
Carga Máxima de la mesa: 200 Kg
Fresadora 2 1,2 * 1,2 * 1,92 (m) 750 (kg)
Velocidad del husillo: 250-4000
rpm
Movimiento de la cabeza: +/-90°
Modelo: DWW-2
Presión Máxima: 10,5 (bar)
Capacidad: 0,21 (m³/min) 0,92 * 0,72 * 0,94
Compresor 1 230 (Kg)
Potencia: 2,2 KW / 3 HP (m)
Frecuencia: 50 Hz.
Nivel Sonoro: 65 dB
Modelo: SII-WS2217
0,53 * 1,06 * 1,21
Carritos de transporte 3 Material: Acero al Carbono 16 (Kg)
(m)
Capacidad de Carga: 150 kg
Bevacqua - Cassone - Fassi - Galará - Herrera 22/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Mesa de uso general. 75
Mesa 1 2 6,5 * 1,05 * 1,1 (m)
Material: madera y metal (Kg)
Mesa de trabajo. Se retoca con el
Mesa 2 8 cuter y se extraen sobrantes. 1,2 * 0,6 * 1,1 (m) 40 (Kg)
Material: madera y metal
Mesa de dos niveles. En el primero
se pone scrap y en el segundo
Mesa 3 8 0,8 * 0,4 * 1,2 (m) 16 (Kg)
productos terminados.
Material: Chapa y caños
Mesa de sala de fresadora.
Mesa 4 2 1,05 * 2,0 * 1,1 (m) 55 (Kg)
Material: madera y metal
Estantería de producto terminado
Estantería 1 7 de dos niveles de palets. 1,05 * 5,1 * 1,3 (m) 65 (Kg)
Material: Acero y Chapa
Estantería para matrices de dos
Estanterías 2 5 niveles. Entran 20 por estantería. 5 * 0,75 * 1,2 (m) 120 (Kg)
Material: Acero
Estantería de elementos de
Estanterías 3 1 mantenimiento. 4,5 * 0.8 * 2,1 (m) 75 (kg)
Material: Acero Chapa
Matafuegos 2 Yukon. Polvo ABC. Manual 67 * 22 * 12,5 (cm) 10 (Kg)
Marca: Eur EPAL
Capacidad de Carga Estática: 4000
Pallet de Materia Kg
28 1,2 * 0,8 * 0,145 (m) 27 (kg)
Prima Capacidad de Carga Dinámica
1000 Kg
Material: Madera de pino reciclada
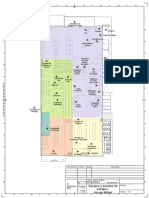
LAY-OUT ACTUAL
Se realizará el plano (Lay-Out) de la planta, bajo normas IRAM 4504 - 4508, en escala
1:50. Según todas las recomendaciones desarrolladas por la Cátedra.
Los mismos, se adjuntan en otros archivos complementarios en formato PDF y dwg bajo
el nombre de “G6_5D3_TP1_Lay-Out”.
Bevacqua - Cassone - Fassi - Galará - Herrera 23/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
INFORMACIÓN DE LOS PROCESOS
El
flujograma presentado se encuentra dividido en las principales áreas involucradas desde
que se recibe el pedido hasta que se ejecuta y entrega al cliente. En la siguiente tabla se
describen estas tareas.
Bevacqua - Cassone - Fassi - Galará - Herrera 24/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Área
Actividad Descripción
responsable
Se recibe el pedido del cliente y se rellena una planilla donde
Recibir el pedido Ventas
indica: modelo, cantidad, talle y color
Se toma la planilla y se registran los items disponibles y las
Controlar disponibilidad de
Almacén cantidades correspondientes, si no hay stock o no existe el
Stock
suficiente se envía el pedido a producción
Se buscan en las estanterías las matrices necesarias para
Buscar matrices necesarias Producción cumplir con la orden de producción. De no tener las necesarias
se envía la orden de confección de matriz a matricería
Preparar aluminio Matricería Se funde el aluminio en el horno
El ejemplar brindado por el cliente se lo copia en madera, en
base a eso se crea un molde de silicona, que es rellenado con
Armar el molde para matriz Matricería
yeso. El mismo, se deja secar hasta que no contiene nada de
humedad
Transportar insumos para la Se transportan los elementos necesarios para la confección de la
Matricería
matriz matriz hasta la prensa
Se coloca el aluminio fundido y el molde de yeso en una prensa y
Armar matriz Matricería se deja secar hasta tener la matriz. El proceso para realizar las
matrices para los distintos tipos de máquinas es el mismo
Transportar matriz a zona de
Matricería Se transporta la matriz a la zona de fresas
fresas
A través de la fresadora y otras herramientas se retoca la matriz y
Retocar matriz Matricería
se perfeccionan las detalles para dejarla lista para su uso
Se transporta la matriz y se deja en la mesa consecutiva al
Transportar matriz al puesto Producción
puesto, hasta que esté lista para ser utilizada
Se pide la cantidad y el color de PVC necesario para realizar las
Traer PVC de almacén Producción
inyecciones correspondientes
Con el carrito, el trabajador de almacén carga y transporta las
Acomodar bolsas de PVC Almacén
bolsas de PVC al puesto
El operador abre la bolsa y vuelca el PVC en la tolva de la
Ingresar el material a tolva Producción
inyectora
El operador debe regular las variables de la máquina (volumen de
Poner a punto la máquina Producción inyección, temperatura, etc). Para eso realiza varias inyecciones
de prueba que luego formarán parte del Scrap
Se comienza con la inyección de las suelas, se las deja enfriar
unos segundos y se las extrae para comenzar nuevamente el
Inyección de suelas Producción
ciclo.
ESTA ES LA OPERACIÓN CUELLO DE BOTELLA.
Se realizan con un cutter los retoques donde se le extrae la
Verificar la calidad Producción
rebaba o pequeños defectos que puede poseer el producto
Bevacqua - Cassone - Fassi - Galará - Herrera 25/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Se controla visualmente el aspecto y la dureza. Si no
Retoques y extracción de
Producción cumple con las características adecuadas se transforma en
rebaba
scrap.
Transporte de producto
Almacén
terminado a almacén
Se transporta todo el scrap que se generó durante el proceso de
Transporte de Scrap a molino Producción inyección, puesta punto de máquina y retoques al depósito
consecutivo a la zona del molino
Almacenamiento del Scrap Molienda
Triturar Scrap Molienda El scrap se tritura con una máquina
En una mezcladora se mezcla el scrap triturado y material virgen
Reacondicionamiento del
Molienda en proporciones adecuadas para formar un material que se
material
puede reutilizar.
Transporte del scrap a
Molienda
almacenamiento de MP
Se registran y almacenan los ítems del pedido cubiertos, hasta
Armar pedido Almacén que se completa el pedido. Da aviso al área de ventas del pedido
listo.
Avisar al cliente Ventas Se informa al cliente del pedido terminado
Se almacén el pedido hasta que el cliente o la empresa de
Almacenar pedido Almacén
transporte lo busca
Cargar pedido Almacén Se carga el pedido en el camión o vehículo utilitario
Bevacqua - Cassone - Fassi - Galará - Herrera 26/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
DIAGRAMAS DE PROCESOS
Hoja de Procesos
Bevacqua - Cassone - Fassi - Galará - Herrera 27/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
DIAGRAMA DE RECORRIDOS
A continuación se muestra el diagrama de recorridos dentro de la la planta actual,
del proceso principal que se lleva a cabo dentro de la misma, que es el la producción de
suelas. Y así mismo se acompaña el proceso que se le realiza al Scrap y también de las
Matrices de trabajo. Las referencias utilizadas son las siguientes.
MP - SUELAS
MATRICES
SCRAP
MP
SUELAS TERMINADAS
MATRICES
Bevacqua - Cassone - Fassi - Galará - Herrera 28/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
SCRAP
Cruces de recorridos
REQUERIMIENTO DE ÁREA
En este punto se deberá realizar el cálculo de Requerimiento de Área, para la
parte productiva y almacenes según el método de Guerchet y para vestuarios, comedor,
sector de recreación, oficinas, etc. según la ley de Seguridad e Higiene.
Analizar los resultados obtenidos y proporcionar una conclusión respecto al
estudio realizado, comparando superficie actual versus superficie requerida.
Área Productiva
El cálculo de este área se realizó teniendo en cuenta el área que realmente
necesitan las máquinas, almacenes para poder ser operados o utilizados a partir de la
observación de la distribución actual. Se utilizó también este cálculo porque el método de
Guerchet es sólo una aproximación que debería ser utilizada cuando no se tiene noción
del funcionamiento de las máquinas y el espacio que demandan y por lo tanto suele dar
como resultado valores mayores de requerimientos de áreas. Para consultar la
metodología de cálculo dirigirse al siguiente enlace: Requerimiento de área productiva.
A continuación presentamos los valores obtenidos para todos los ítems listados
como factores en el layout y se sumó sólo aquellos que estuvieran en el sector
productivo, los demás se dejaron en gris y no se tuvieron en cuenta en la suma. Para los
factores como MP que tiene destinado un espacio de almacén sólo se tuvo en cuenta la
superficie de almacenamiento.
Superficie Superficie
Máquinas o Total por
N° Cantidad L[m] A[m] Estática Necesaria
Equipos tipo [m2]
[m2] [m2]
1 Fresadora 2 1,2 1,2 1,44 6,82 13,64
Máquina
2 8 4,2 2,3 9,66 17,40 139,2
Inyectora
Máquina
3 Inyectora 2 6 2,6 15,6 42,24 84,48
Rotativa
4 Molino 1 2,2 1,2 2,64 7,89 7,89
5 Mezcladora 1 1,5 1,1 1,65 5,20 5,2
Horno de
6 1 1,8 1,45 2,61 7,57 7,57
Fundición
Prensa p/
7 1 0,8 0,5 0,4 3,15 3,15
Matrices
8 Estantería 1 7 1,05 5,1 5,355 8,99 62,93
9 Estanterías 2 5 5 0,75 3,75 7,75 38,75
Bevacqua - Cassone - Fassi - Galará - Herrera 29/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
10 Estanterías 3 1 4,5 0,8 3,6 7,20 7,2
Productos
11 - - - - - -
terminados
12 Pallet con MP 28 1,2 0,8 0,96 2,04 57,12
13 Matriz - - - - - -
14 Bolsa de MP 2 - - - 1,91 3,82
15 Mesa 1 2 6,5 1 6,5 10,36 20,72
16 Mesa 2 8 1,2 0,6 0,72 1,80 14,4
17 Mesa 3 8 0,8 0,4 0,32 1,04 8,32
18 Mesa 4 2 2 1 2 3,80 7,6
Carro de
19 3 0,53 1,06 0,5618 0,56 1,68
Transporte
20 Compresor - - - - - -
21 Scrap 1 - - - 43,45 43,45
22 Lockers 1 - - - 5,95 5,95
23 Lavatorio 3 - - - - -
24 Inodoro 3 - - - - -
25 Bidet 3 - - - - -
26 Tablero 1 0,6 0,3 0,18 0,72 0,72
27 Extintor 2 - - - 0,64 1,28
28 Escritorio 1 3 - - - 5,51 16,53
29 Escritorio 2 3 - - - 6,17 18,51
30 Estantería 4 3 2 0,7 1,4 3,19 9,57
31 Estantería 5 1 4,195 1,2 5,034 11,43 11,43
32 Mesa 5 1 - - - 11,59 11,59
33 Heladera 1 6,6 6,2 40,92 1,00 1
34 Fregadero 1 0,82 0,55 0,451 1,25 1,25
Req. Área
535,07
Productiva.
Área
535,07 m2
Requerida
Área de
Producción 709,24 m2
disponible
% Requerido 75,44%
Cómo se puede observar con las máquinas actuales y poniendo en
funcionamiento la máquina inyectora rotativa en desuso se tiene disponibilidad de
espacio aún en el área productiva ya que el porcentaje de ocupación es del 75,44%.
Para ver la memoria de cálculo e imágenes de las áreas requeridas en cada puesto ver
Anexo “G6_5D3_TP2_Requerimiento de Área”. Link a “Requerimientos de Área”.
Bevacqua - Cassone - Fassi - Galará - Herrera 30/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
MÉTODO DE GUERCHET
Como se dijo el valor más preciso no corresponde a este método sino al anterior.
Pero se presentan los resultados obtenidos por el mismo para poder efectuar
comparaciones.
Cálculo de la superficie total:
Donde:
Ss: Superficie estática
Sg: Superficie de gravitación
Se: Superficie total
Donde N es el número de lados del mueble o máquina.
El coeficiente de evolución K se lo obtiene como
Siendo:
hem: Altura de los elementos móviles.
hef: Altura de los elementos fijos.
A su vez:
Elementos móviles
Bevacqua - Cassone - Fassi - Galará - Herrera 31/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Bevacqua - Cassone - Fassi - Galará - Herrera 32/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Elementos fijos
Resultando el valor de k:
K= 0,47
Redondeo K= 0,5
El cálculo del área total se presenta en la siguiente tabla:
Bevacqua - Cassone - Fassi - Galará - Herrera 33/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Como se puede observar el área en metros cuadrados es mayor en este caso. Si
se hubiera utilizado un coeficiente de evolución de tabla el resultado hubiese sido aún
mayor (tiene cierto margen conservador), pero se prefirió calcularlo ya que no se
encontró el valor del mismo para la industria plástica.
En este caso el porcentaje de ocupación es el siguiente:
Área
1187,2692 m2
Requerida
Área de
Producción 720 m2
disponible
% Requerido 164,90%
Lo que implicaría tener que realizar ampliaciones de los metros cubiertos para
realizar una distribución de planta.
Bevacqua - Cassone - Fassi - Galará - Herrera 34/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
ÁREA NO PRODUCTIVA
Las exigencias de la Ley 19587 reglamentada en el decreto 351/79 se resumieron
en la siguiente tabla:
Lavabo Inodoro Orinal Ducha
De 1 a 5 1 1 1
De 5 a 10 1 1 1 Por sexo
2 1 1 2 Hombres
De 11 a 20
2 1 2 Mujeres
Fracción de 20 1+ 1+
Fracción de 10 1+ 1+
>10 por sexo Se debe añadir vestuarios
Aunque ya se hizo una mención en el análisis de los factores sobre en qué
aspectos se cumple y cuáles no, se retomará este aspecto para considerar el área
cubierta necesaria según la ley.
El plantel de personal de la organización es el siguiente:
Empleados por
turno Mañana Tarde Masculino Femenino
Operarios 6 6 12
Molino 1 1 2
Sector
Producción Matricería 2 2
Almacén 1 1
Total 10 7 17 0
Vendedor 1 1
Guardia 1 1
Administrativos Compras 2 2
Gerente Gral. 1 1
Socios 2 2
Total 7 0 4 3
Cumple Producción
Mañana Tarde
Femenino 0 0
Masculino 10 7
Bevacqua - Cassone - Fassi - Galará - Herrera 35/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
En el sector producción, tal como se observa en el organigrama, se cuenta con
dos baños, con inodoro, bidet y lavabo. Sería necesaria la instalación de duchas, con
esta modificación, el sector estaría en regla.
No cumple Administrativo
Mañana Tarde
Femenino 3 0
Masculino 4 0
Sólo hay un baño con inodoro, bidet y lavabo. Se debería instalar una ducha y
además construir un nuevo baño con las mismas características para cumplir con la
reglamentación para el plantel de personal actual.
DIAGRAMA DE AFINIDADES y DIAGRAMA DE BLOQUES
Para la realización de los correspondientes diagramas de afinidades se consideró la
siguiente escala:
NÚMERO DESCRIPCIÓN
3 Muy necesario
2 Necesario
1 Importante
0 No importante
Bevacqua - Cassone - Fassi - Galará - Herrera 36/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
En el diagrama, están colocados directamente los números para una mejor
visualización y con objetivo de tomarlos de referencia para determinar la necesidad de
proximidad entre las áreas.
Diagrama de bloques que manifiesta la actual distribución de la planta:
Con respecto a la distribución actual indicamos aspectos positivos:
● El depósito 1 y estacionamiento poseen gran acceso desde la calle en la que está
permitida la circulación de camiones a toda hora del día.
● Los baños se encuentran dispuestos próximos al resto de las áreas, ocupando
una posición central.
● Las oficinas se encuentran próximas a los depósitos y entrega de pedidos.
● El depósito 1 comparte espacio físico con el área de producción.
La materia prima/ productos para producción ingresan por el frente, Depósito 1 y
estacionamiento, lo mismo ocurre con los productos terminados que se entregan
paletizados por la misma área, y fraccionadas por los encargados de pedidos.
Diagramas de afinidad de la planta futuro
Para la confección del diagrama de afinidad futuro se utilizó la misma escala especificada
anteriormente.
NÚMERO DESCRIPCIÓN
3 Muy necesario
2 Necesario
1 Importante
0 No importante
Bevacqua - Cassone - Fassi - Galará - Herrera 37/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Para el diagrama de afinidades pensado a futuro, se hace énfasis en la ubicación
de un nuevo baño, ya que la cantidad actual no cumple con los requerimiento de la ley.
Por otro lado se requiere una mejor organización de las distintas áreas de
producción que mejore el rendimiento y el trabajo de la organización. Esto planea
realizarse mediante la puesta a punto de la máquina rotativa en desuso, la redistribución
de Scrap implementando un nuevo método de su almacenamiento (containers,
depositarlas fuera de la planta y nuevas estanterías) son algunas de las alternativas en
estudio, refaccionar los depósitos para que ocupen un mayor volumen hacia arriba, a
modo de estanterías.
Diagrama de Afinidad Corrección
Dentro del Diagrama de Afinidades, la información será expuesta a forma de combinación
de Letra y Número separadas por un guión. Por ejemplo: A-4 (Absolutamente necesario
que estén juntos - Por seguridad) La escala aplicada para cada valor es la siguiente:
Código Definición
A Absolutamente necesario que estén juntos
E Especialmente Importante
I Importante
Bevacqua - Cassone - Fassi - Galará - Herrera 38/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
O Ordinariamente Importante
U Sin Importancia
X No Deseable
Código de Razón
Razón
1 Para un flujo mejor
2 Todo el material se mueve entre estos dos
departamentos
3 Movimiento de Personas
4 Por Seguridad
Puede observarse que en este Diagrama se aplica la Ley de Paretto, donde las Áreas
con una absoluta necesidad de cercanía representan aproximadamente un 20% del Total
de la clasificación.
Bevacqua - Cassone - Fassi - Galará - Herrera 39/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Diagrama de Bloques
Para el diagrama de bloques pensado a futuro, se hace énfasis en la ubicación de
un nuevo baño, ya que la cantidad actual no cumple con los requerimiento de la ley.
Por otro lado se requiere una mejor organización de las distintas áreas de
producción que mejore el rendimiento y el trabajo de la organización. Esto planea
realizarse mediante la puesta a punto de la máquina rotativa en desuso, la redistribución
de Scrap implementando un nuevo método de su almacenamiento (containers,
depositarlas fuera de la planta y nuevas estanterías) son algunas de las alternativas en
estudio, refaccionar los depósitos para que ocupen un mayor volumen hacia arriba, a
modo de estanterías.
Bevacqua - Cassone - Fassi - Galará - Herrera 40/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
II FASE DE SÍNTESIS
DISTRIBUCIONES PROPUESTAS y 15.- LAY-OUT DE CADA PROPUESTA
ALTERNATIVA 1
La primer alternativa consiste en la incorporación de los siguientes cambios:
● Triplicar el volumen de producción actual
A partir de los cambios introducidos (detalle a continuación) planteamos
triplicar el volumen de producción.
● Reparación de Máquina Rotativa
Reparación y puesta a punto de la máquina rotativa que actualmente está
en desuso.
La misma tuvo inconvenientes eléctricos hace algunos años. Como el nivel
de producción había disminuido, no hubo necesidad de repararla y se la
dejó apartada. No hay detalles de la falla, pero la puesta a punto consistirá
en reparar la conexión eléctrica, desarmar, limpiar, aceitar y reemplazar
las componentes que hayan perdido utilidad por el tiempo en desuso. Sin
lugar a dudas, es una inversión significativamente menor a la compra de
una nueva máquina.
● Puesto de Guardia
Será colocado en el predio junto al portón de entrada, para mantener la
seguridad en la planta y llevar un control y registro de los ingresos tanto de
personal como de proveedores / clientes.
● Apiladora Hidráulica (x1)
Se comprará una apiladora hidráulica. La misma será de suma utilidad
para facilitar la carga y descarga de los camiones. Tiene menores
dimensiones que una mulita de carga, lo cual reduce el costo y permite
una mejor manipulación en espacios reducidos.
Como el dispositivo será destinado al traslado de palets con productos
terminados y los mismos tienen un peso de 247 kg, sugerimos una
apiladora hidráulica manual de uñas, para traslado de palets, con
capacidad de carga máxima de 1000 kg. La altura de cada palet cargado
es 1,05 m, y la altura máxima de elevación de la carga admisible es 1,6 m,
lo que permite alcanzar la altura máxima de elevación en planta que
corresponde al segundo nivel de las nuevas estanterías para productos
terminados que es de 1,5 m. Las mismas se ubican en la zona de carga de
camiones, que será desarrollada más adelante.
● Estacionamiento delimitado
Bevacqua - Cassone - Fassi - Galará - Herrera 41/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Serán incorporadas sobre el estacionamiento las líneas sobre el piso para
delimitar y ordenar los vehículos.
● Canastos de Scrap (x20)
Cada operario que opera una inyectora doble tenía anteriormente una
mesa pequeña a su izquierda donde colocaba el scrap (ref.17 del layout) y
detrás suyo una mesa de retrabajo, donde corrige los detalles de cada
suela con el cutter (ref 16).
Se reemplazarán las mesas de scrap ubicadas a la izquierda del operario
por canastos con ruedas para almacenar el scrap luego de la inyección.
Permiten una circulación más ágil del scrap hacia la zona del molino donde
será procesado.
En esta alternativa, se colocará el canasto de scrap del lado del operario
que tenga una mejor vía de salida, que está condicionada por las
estanterías ubicadas detrás del mismo. Del lado de menor facilidad de
salida se ubicará la mesa de retrabajo con el cutter. Por ejemplo, la
primera inyectora doble ubicada más cerca de las oficinas, tiene el canasto
de scrap a su izquierda y la mesa de retrabajo a su derecha. Pero esta
situación se invierte en el caso de la segunda inyectora, alternándose
sucesivamente.
Decidimos incluir 20 canastos ya que mientras 10 son utilizadas, las
restantes funcionan como depósito y se toma de allí lo necesario para
alimentar el molino.
● Baño en el área administrativa (x1)
Se incorpora el segundo baño en el área administrativa, para lo cual se
reduce el tamaño del depósito 2 y se deja un espacio entre ambos baños
para la ubicación de las duchas.
● Duchas en área administrativa (x2)
Se incorporan dos duchas en el área administrativa, entre los baños. Si
bien quita espacio del depósito, esta reforma permite independizar las
duchas del área de producción, respecto a la cantidad de empleados.
● Ducha en área de producción 1 (x1)
Se incorpora una ducha en el área productiva junto a los baños ya
instalados.
● Estanterías de Materias Prima de 3 niveles (x6)
Se reemplazan los pallets para almacenar la materia prima por estanterías
con tres niveles. Consisten en un estante a la altura del piso y otros dos a
0,60 y 1,20 m de elevación respectivamente, con una altura total de 1,80 m
dado por la superficie superior de la estantería.
Dos de ellas estarán ubicadas en el área de producción 2, para aprovechar
el espacio disponible y abastecer la máquina rotativa. Las otras cuatro se
colocarán detrás del operario de cada inyectora para una mejor
disponibilidad y aprovechamiento del espacio.
Bevacqua - Cassone - Fassi - Galará - Herrera 42/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
● Estanterías de Matrices / Mesa de Productos Terminados (x5)
Serán re-adaptadas las estanterías de matrices que se ubican entre la
pared y las inyectoras. Las mismas poseen actualmente 2 niveles: uno al
nivel del piso y otro a 0,60 m de altura. Se propone colocar una superficie
como tercer nivel a 1,2 m de altura sobre el segundo nivel para la
manipulación y empaquetado de los productos terminados en bolsas y
luego en cajas. Esto dará una doble funcionalidad a las estanterías de
matrices, lo que permitirá vender las mesas grandes de trabajo general
que antes se utilizaban para esta finalidad y aprovechar su espacio para
facilitar la circulación.
Estas estanterías de matrices y productos terminados estarán ubicadas
detrás de cada estantería de materia prima.
● Desplazamiento de las Inyectoras contra la pared
Las máquinas inyectoras simples y rotativa del área de producción 1,
serán desplazadas contra la pared norte, dejando un margen de 50 cm y
ocupando el lugar de las estanterías de matrices que ahora fueron
reubicadas. Esto permitirá un mayor aprovechamiento del espacio.
● Reemplazo y agregado de estanterías de Productos Terminados (x11)
El producto terminado son suelas empaquetadas en bolsas de 8 pares. Se
introducen 6 bolsas dentro de cada caja, cuyo volumen es de 30 x 40 x 60
cm. Entran 12 cajas por pallet. Cada par de suelas pesa 200 g, lo cual da
un total de 9,6 kg de suelas por caja. Si consideramos el cartón y
envoltorios de cada pack, llegamos a una unidad de carga de 10 kg por
caja.
Este producto es guardado en el almacén de productos terminados (ref.
11), donde se colocan en cada pallet de 27 kg, 12 cajas de 10 kg cada
una. Esto da como resultado final pallets cargados con productos
terminados de 147 kg y con una altura de para ser retirados en la zona de
carga del camión.
Al incrementarse los niveles de producción, serán modificadas las
estanterías de productos terminados. Anteriormente, se ponían los
paquetes de productos terminados directamente en los estantes. Con la
nueva propuesta, serán reemplazados dichos estantes por dos niveles de
estantería capaces de recibir palets: Uno al nivel del piso y otro a 1,3 m de
altura.
El peso de cada caja, como ya mencionamos anteriormente, son 10 kg y
serán dispuestas 12 por cada palet, dando una altura total de 1,05 m (0,90
m debido a los 3 niveles de cajas de 0,30 m cada una, más 0,145 m de la
altura del palet).
Una vez cargado cada palet con las cajas fuera de la estantería, será
utilizada la apiladora hidráulica para introducirlo en el nivel 1 o 2 de la
estantería, o sacarlo de la misma eventualmente para la carga del mismo
en el camión. Por supuesto, pueden cargarse cajas en forma individual,
pero para la carga de pedidos grandes en camiones debe organizarse
cada palet según los pedidos.
Bevacqua - Cassone - Fassi - Galará - Herrera 43/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Serán reemplazadas las estanterías actuales e incorporadas 4 adicionales.
● Vender Mesa 1 de trabajo
La mesa general de trabajo ubicada en la zona 1 será vendida para
aprovechar su espacio y colocar en su lugar estanterías de matrices y
productos terminados.
● Mover el Molino y la Mezcladora
Se desplazan hacia la pared del frente. Considerar que debe desplazarse
el tomacorriente de ambas máquinas.
DIAGRAMA DE RECORRIDOS ALTERNATIVA 1
Ver anexo “G6_5D3_TP2_Lay-Out - Alternativa 1 - Diagrama de recorrido” en pdf, o en
dwg “G6_5D3_TP2_Lay-Out - Alternativa 1.dwg”.
Bevacqua - Cassone - Fassi - Galará - Herrera 44/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
DIAGRAMA DE PROCESOS ALTERNATIVA 1
CONCLUSIÓN DE ALTERNATIVA 1
Esta alternativa es la única que permite la incorporación tanto de baños como de
duchas diferenciadas dentro del área administrativa, independizando en este sentido del
área productiva para el uso de los mismos.
Al agregar las estanterías de tres niveles a la mitad de la planta, permite no sólo
aprovechar mejor el espacio para desplazar las inyectoras hacia arriba, sino también
Bevacqua - Cassone - Fassi - Galará - Herrera 45/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
reducir el recorrido de las matrices hasta su depósito, lo cual es importante porque su
peso es considerable. Además, se acerca la materia prima al puesto de trabajo, evitando
que el operario deje su puesto para ir a buscarla y haga más lenta la inyección que es el
cuello de botella.
Por último, permite modificar la estructura de las estanterías de productos
terminados para admitir dos niveles de palets, además de aumentar la cantidad debido al
espacio de la materia prima liberado. Esto será fundamental si se planea incrementar la
producción.
ALTERNATIVA 2
La segunda alternativa consiste en la incorporación de los siguientes cambios:
● Triplicar el volumen de producción actual
A partir de los cambios introducidos (detalle a continuación) planteamos
triplicar el volumen de producción.
● Reparación de Máquina Rotativa
Reparación y puesta a punto de la máquina rotativa que actualmente está
en desuso.
La misma tuvo inconvenientes eléctricos hace algunos años. Como el nivel
de producción había disminuido, no hubo necesidad de repararla y se la
dejó apartada. No hay detalles de la falla, pero la puesta a punto consistirá
en reparar la conexión eléctrica, desarmar, limpiar, aceitar y reemplazar
las componentes que hayan perdido utilidad por el tiempo en desuso. Sin
lugar a dudas, es una inversión significativamente menor a la compra de
una nueva máquina.
● Puesto de Guardia
Será colocado en el predio junto al portón de entrada, para mantener la
seguridad en la planta y llevar un control y registro de los ingresos tanto de
personal como de proveedores / clientes.
● Apiladora Hidráulica (x1)
Se comprará una apiladora hidráulica. La misma será de suma utilidad
para el uso de estanterías de 3 niveles que serán incorporadas y facilitará
la carga y descarga de los camiones. Tiene menores dimensiones que una
mulita de carga, lo cual reduce el costo y permite una mejor manipulación
en espacios reducidos.
Como el dispositivo será destinado al traslado de palets con productos
terminados y los mismos tienen un peso de 247 kg, sugerimos una
apiladora hidráulica manual de uñas, para traslado de palets, con
capacidad de carga máxima de 1000 kg. La altura de cada palet cargado
es 1,05 m, y la altura máxima de elevación de la carga admisible es 1,6 m,
lo que permite alcanzar la altura máxima de elevación en planta que
corresponde al segundo nivel de las nuevas estanterías para productos
Bevacqua - Cassone - Fassi - Galará - Herrera 46/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
terminados que es de 1,3 m. Las mismas se ubican en la zona de carga de
camiones, que será desarrollada más adelante.
● Estacionamiento delimitado
Serán incorporadas sobre el estacionamiento las líneas sobre el piso para
delimitar y ordenar los vehículos.
● Canastos de Scrap (x10)
Cada operario que opera una inyectora doble tenía anteriormente una
mesa pequeña a su izquierda donde colocaba el scrap (ref.17 del layout) y
detrás suyo una mesa de retrabajo, donde corrige los detalles de cada
suela con el cutter (ref 16).
Se reemplazarán las mesas de scrap ubicadas a la izquierda del operario
por canastos con ruedas para almacenar el scrap luego de la inyección.
Permiten una circulación más ágil del scrap hacia la zona del molino donde
será procesado.
En esta alternativa, se colocará el canasto de scrap del lado del operario
que tenga una mejor vía de salida, que está condicionada por las
estanterías ubicadas detrás del mismo. Del lado de menor facilidad de
salida se ubicará la mesa de retrabajo con el cutter. Por ejemplo, la
primera inyectora doble ubicada más cerca de las oficinas, tiene el canasto
de scrap a su izquierda y la mesa de retrabajo a su derecha. Pero esta
situación se invierte en el caso de la segunda inyectora, alternándose
sucesivamente.
A diferencia de la alternativa anterior, serán compradas sólo 10 unidades
que circularán por las máquinas. El scrap será almacenado cerca del
molino en un contenedor, por lo cual deberá vaciarse en el mismo el
canasto cada vez que se llene.
● Contenedor de Scrap (x1)
Será incorporado un contenedor de scrap para almacenar todo lo que
había amontonado en un principio y tenerlo ordenado y cerca del molino
para su procesamiento.
● Baño en el área administrativa (x1)
Se incorpora el segundo baño para el área administrativa, ubicado a la
salida de este sector en el área de producción 1 limitando con la pared de
la sala de mecanizado. De esta forma permite descomprimir el área
administrativa y no reducir en tamaño el depósito 2.
● Ducha en área de producción 1 (x1)
Se incorpora una ducha en el área productiva junto a los baños ya
instalados.
● Estanterías de Materias Prima de 3 niveles (x6)
Bevacqua - Cassone - Fassi - Galará - Herrera 47/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Se reemplazan los pallets para almacenar la materia prima por estanterías
con tres niveles. Consisten en un estante a la altura del piso y otros dos a
0,60 y 1,20 m de elevación respectivamente, con una altura total de 1,80 m
dado por la superficie superior de la estantería.
Dos de ellas estarán ubicadas en el área de producción 2, para aprovechar
el espacio disponible y abastecer la máquina rotativa. Las otras cuatro se
colocarán detrás del operario de cada inyectora para una mejor
disponibilidad y aprovechamiento del espacio.
● Estanterías de Matrices / Mesa de Productos Terminados (x5)
Serán re-adaptadas las estanterías de matrices que se ubican entre la
pared y las inyectoras. Las mismas poseen actualmente 2 niveles: uno al
nivel del piso y otro a 0,60 m de altura. Se propone colocar una superficie
como tercer nivel a 1,2 m de altura sobre el segundo nivel para la
manipulación y empaquetado de los productos terminados en bolsas y
luego en cajas. Esto dará una doble funcionalidad a las estanterías de
matrices, lo que permitirá vender las mesas grandes de trabajo general
que antes se utilizaban para esta finalidad y aprovechar su espacio para
facilitar la circulación.
Estas estanterías de matrices y productos terminados estarán ubicadas
detrás de cada estantería de materia prima.
● Desplazamiento de las Inyectoras contra la pared
Las máquinas inyectoras simples y rotativa del área de producción 1,
serán desplazadas contra la pared superior, dejando un margen de 50 cm
y ocupando el lugar de las estanterías de matrices que ahora fueron
reubicadas. Esto permitirá un mayor aprovechamiento del espacio.
● Reemplazo y agregado de estanterías de Productos Terminados (x11)
El producto terminado son suelas empaquetadas en bolsas de 8 pares. Se
introducen 6 bolsas dentro de cada caja, cuyo volumen es de 30 x 40 x 55
cm. Entran 12 cajas por pallet. Cada par de suelas pesa 200 g, lo cual da
un total de 9,6 kg de suelas por caja. Si consideramos el cartón y
envoltorios de cada pack, llegamos a una unidad de carga de 10 kg por
caja.
Este producto es guardado en el almacén de productos terminados (ref.
11), donde se colocan en cada pallet de 27 kg, 12 cajas de 10 kg cada
una. Esto da como resultado final pallets cargados con productos
terminados de 147 kg y con una altura de para ser retirados en la zona de
carga del camión.
Al incrementarse los niveles de producción, serán modificadas las
estanterías de productos terminados. Anteriormente, se ponían los
paquetes de productos terminados directamente en los estantes. Con la
nueva propuesta, serán reemplazados dichos estantes por dos niveles de
estantería capaces de recibir palets: Uno al nivel del piso y otro a 1,3 m de
altura.
El peso de cada caja, como ya mencionamos anteriormente, son 10 kg y
serán dispuestas 12 por cada palet, dando una altura total de 1,05 m (0,90
Bevacqua - Cassone - Fassi - Galará - Herrera 48/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
m debido a los 3 niveles de cajas de 0,30 m cada una, más 0,145 m de la
altura del palet).
Una vez cargado cada palet con las cajas fuera de la estantería, será
utilizada la apiladora hidráulica para introducirlo en el nivel 1 o 2 de la
estantería, o sacarlo de la misma eventualmente para la carga del mismo
en el camión. Por supuesto, pueden cargarse cajas en forma individual,
pero para la carga de pedidos grandes en camiones debe organizarse
cada palet según los pedidos.
Serán reemplazadas las estanterías actuales e incorporadas 4 adicionales.
● Vender Mesa 1 de trabajo
La mesa general de trabajo ubicada en la zona 1 será vendida para
aprovechar su espacio y colocar en su lugar estanterías de matrices y
productos terminados.
● Mover el Molino y la Mezcladora
Se desplazan hacia la zona inferior izquierda del área de trabajo 2.
Considerar que debe desplazarse el tomacorriente de ambas máquinas.
DIAGRAMA DE RECORRIDOS ALTERNATIVA 2
Ver pdf anexo “G6_5D3_TP2_Lay-Out - Alternativa 2 - Diagrama de recorrido.pdf”.
O en dwg “G6_5D3_TP2_Lay-Out - Alternativa 2.dwg”.
Bevacqua - Cassone - Fassi - Galará - Herrera 49/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
DIAGRAMA DE PROCESOS ALTERNATIVA 2
CONCLUSIÓN DE ALTERNATIVA 2
Tanto esta alternativa como la tercera permiten descomprimir el área
administrativa colocando el nuevo baño de la misma afuera, o sea dentro del área
productiva 1. Esto deja más espacio al depósito 2 pero no permite hacer las duchas como
sí ocurre en el primer caso. De esta forma, quedan sólo duchas en el sector productivo
que deben compartirse para toda la planta.
Por otro lado, incorpora también los tres niveles de estanterías para materia prima
a la mitad de la planta, junto con las de matrices y productos terminados, lo que da lugar
Bevacqua - Cassone - Fassi - Galará - Herrera 50/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
a un mayor aprovechamiento de las dimensiones del sector y en este sentido, es igual a
la alternativa anterior. Además, dispone el molino y depósito de scrap de tal forma que se
reduce el recorrido que debe hacer el mismo para ser reprocesado.
Por último, la incorporación de este depósito permite una mayor capacidad de
almacenamiento de scrap, lo cual puede ser más beneficioso que tener sólo carros.
ALTERNATIVA 3
La tercer alternativa es una propuesta totalmente nueva. Cabe destacar que será
puesto en letra azul las diferencias respecto a la Alternativa 1. En letra negra/azul los
cambios respecto a la situación actual.
Consiste en la incorporación de los siguientes cambios:
● Triplicar el volumen de producción actual
A partir de los cambios introducidos (detalle a continuación) planteamos
triplicar el volumen de producción.
● Reparación de Máquina Rotativa
Reparación y puesta a punto de la máquina rotativa que actualmente está
en desuso.
La misma tuvo inconvenientes eléctricos hace algunos años. Como el nivel
de producción había disminuido, no hubo necesidad de repararla y se la
dejó apartada. No hay detalles de la falla, pero la puesta a punto consistirá
en reparar la conexión eléctrica, desarmar, limpiar, aceitar y reemplazar
las componentes que hayan perdido utilidad por el tiempo en desuso. Sin
lugar a dudas, es una inversión significativamente menor a la compra de
una nueva máquina.
La misma será reubicada en la zona de producción 1 junto a la otra
máquina rotativa.
● Retirar la pared que divide las Áreas de Producción 1 y 2
Consideramos que dicha pared no significa un soporte para la estructura
general de la planta, por lo tanto sacar esta pared permite una mejor
circulación de personas y materiales. Será mantenida sólo la pared que
divide al Depósito 1.
Este cambio permitirá reubicar ciertas estanterías de materia prima y las
de materiales en el lugar que ocupaba la pared, marcando cierta división
entre el área 1 y 2 pero permitiendo el paso. Por otro lado, permitirá
desplazar el baño y ducha contra la pared Este, pero este cambio será
desarrollado más adelante.
● Trasladar la Sala de Mecanizado al Área de Producción 2
Será trasladada la sala completa, junto con las fresas y mesas al área de
producción 2 sobre la pared Sur. Esto permitirá acercar la zona de
mecanizado y reducir notablemente el recorrido de las matrices una vez
que salen del horno y prensa. Por otro lado, esta disposición deja espacio
Bevacqua - Cassone - Fassi - Galará - Herrera 51/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
para que se ubiquen juntas las máquinas rotativas en el área de
producción 1.
● Puesto de Guardia
Será colocado en el predio junto al portón de entrada, para mantener la
seguridad en la planta y llevar un control y registro de los ingresos tanto de
personal como de proveedores / clientes.
● Apiladora Hidráulica (x1)
Se comprará una apiladora hidráulica. La misma será de suma utilidad
para facilitar la carga y descarga de los camiones. Tiene menores
dimensiones que una mulita de carga, lo cual reduce el costo y permite
una mejor manipulación en espacios reducidos.
Como el dispositivo será destinado al traslado de palets con productos
terminados y los mismos tienen un peso de 247 kg, sugerimos una
apiladora hidráulica manual de uñas, para traslado de palets, con
capacidad de carga máxima de 1000 kg. La altura de cada palet cargado
es 1,05 m, y la altura máxima de elevación de la carga admisible es 1,6 m,
lo que permite alcanzar la altura máxima de elevación en planta que
corresponde al segundo nivel de las nuevas estanterías para productos
terminados que es de 1,3 m. Las mismas se ubican en la zona de carga de
camiones, que será desarrollada más adelante.
● Estacionamiento delimitado
Serán incorporadas sobre el estacionamiento las líneas sobre el piso para
delimitar y ordenar los vehículos.
● Canastos de Scrap (x20)
Cada operario que opera una inyectora doble tenía anteriormente una
mesa pequeña a su izquierda donde colocaba el scrap (ref.17 del layout) y
detrás suyo una mesa de retrabajo, donde corrige los detalles de cada
suela con el cutter (ref 16).
Se reemplazarán las mesas de scrap ubicadas a la izquierda del operario
por canastos con ruedas para almacenar el scrap luego de la inyección.
Permiten una circulación más ágil del scrap hacia la zona del molino donde
será procesado.
En esta alternativa, se colocará el canasto de scrap del lado del operario
que tenga una mejor vía de salida, que está condicionada por las
estanterías ubicadas detrás del mismo. Del lado de menor facilidad de
salida se ubicará la mesa de retrabajo con el cutter. Por ejemplo, la
primera inyectora doble ubicada más cerca de las oficinas, tiene el canasto
de scrap a su izquierda y la mesa de retrabajo a su derecha. Pero esta
situación se invierte en el caso de la segunda inyectora, alternándose
sucesivamente.
Decidimos incluir 20 canastos ya que mientras 10 son utilizadas, las
restantes funcionan como depósito y se toma de allí lo necesario para
alimentar el molino.
Bevacqua - Cassone - Fassi - Galará - Herrera 52/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
● Baño en el área administrativa (x1)
Se incorpora el segundo baño en el área administrativa, para lo cual se
reduce el tamaño del depósito 2 y se deja un espacio entre ambos baños
para la ubicación de las duchas.
● Duchas en área administrativa (x2)
Se incorporan dos duchas en el área administrativa, entre los baños. Si
bien quita espacio del depósito, esta reforma permite independizar las
duchas del área de producción, respecto a la cantidad de empleados.
● Redistribución de baños e incorporación de duchas en Área de Producción 1
Será trasladado uno de los baños contra la pared Este del área de
producción 1 y el otro donde solía estar el área de mecanizado, con la
finalidad de acercar el acceso sanitario a todos los puestos de trabajo.
Junto a cada baño mencionado, será incorporada una ducha para cumplir
con la regulación. Cabe destacar que en el caso del primer baño descrito,
permitirá una salida de agua en el área de producción 3, donde se
encuentra el horno. Este punto será desarrollado a continuación.
● Lavadora de pies y ojos en el área de producción 3.
Debido al importante riesgo que genera un horno de fundición en una sala
cerrada, buscamos prevenir cualquier tipo de accidente provocado por
derramamiento de aluminio fundido a través de la incorporación de una
lavadora de pies y ducha con lavadora de ojos. Esto será posible gracias
al acceso a agua corriente debido a la ubicación del baño del otro lado de
la pared que divide con el área de producción 1.
● Traslado de la prensa en el área de producción 3
Desplazamos la prensa más cerca de la salida del horno de fundición, para
evitar traslado dentro de la sala que generan riesgos innecesarios.
● Estanterías de Materias Prima de 3 niveles (x6)
Se reemplazan los pallets para almacenar la materia prima por estanterías
con tres niveles. Consisten en un estante a la altura del piso y otros dos a
0,60 y 1,20 m de elevación respectivamente, con una altura total de 1,80 m
dado por la superficie superior de la estantería.
Dos de ellas estarán ubicadas en el área de producción 2, para aprovechar
el espacio disponible y abastecer la máquina rotativa. Las otras cuatro se
colocarán detrás del operario de cada inyectora para una mejor
disponibilidad y aprovechamiento del espacio.
● Estanterías de Matrices / Mesa de Productos Terminados (x5)
Serán re-adaptadas las estanterías de matrices que se ubican entre la
pared y las inyectoras. Las mismas poseen actualmente 2 niveles: uno al
nivel del piso y otro a 0,60 m de altura. Se propone colocar una superficie
como tercer nivel a 1,2 m de altura sobre el segundo nivel para la
manipulación y empaquetado de los productos terminados en bolsas y
Bevacqua - Cassone - Fassi - Galará - Herrera 53/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
luego en cajas. Esto dará una doble funcionalidad a las estanterías de
matrices, lo que permitirá vender las mesas grandes de trabajo general
que antes se utilizaban para esta finalidad y aprovechar su espacio para
facilitar la circulación.
Estas estanterías de matrices y productos terminados estarán ubicadas
detrás de cada estantería de materia prima.
● Desplazamiento de las Inyectoras contra la pared
Las máquinas inyectoras simples y rotativa del área de producción 1,
serán desplazadas contra la pared norte, dejando un margen de 60 cm y
ocupando el lugar de las estanterías de matrices que ahora fueron
reubicadas. Esto permitirá un mayor aprovechamiento del espacio.
● Reemplazo y agregado de estanterías de Productos Terminados (x11)
El producto terminado son suelas empaquetadas en bolsas de 8 pares. Se
introducen 6 bolsas dentro de cada caja, cuyo volumen es de 30 x 40 x 55
cm. Entran 12 cajas por pallet. Cada par de suelas pesa 200 g, lo cual da
un total de 9,6 kg de suelas por caja. Si consideramos el cartón y
envoltorios de cada pack, llegamos a una unidad de carga de 10 kg por
caja.
Este producto es guardado en el almacén de productos terminados (ref.
11), donde se colocan en cada pallet de 27 kg, 12 cajas de 10 kg cada
una. Esto da como resultado final pallets cargados con productos
terminados de 147 kg y con una altura de para ser retirados en la zona de
carga del camión.
Al incrementarse los niveles de producción, serán modificadas las
estanterías de productos terminados. Anteriormente, se ponían los
paquetes de productos terminados directamente en los estantes. Con la
nueva propuesta, serán reemplazados dichos estantes por dos niveles de
estantería capaces de recibir palets: Uno al nivel del piso y otro a 1,3 m de
altura.
El peso de cada caja, como ya mencionamos anteriormente, son 10 kg y
serán dispuestas 12 por cada palet, dando una altura total de 1,05 m (0,90
m debido a los 3 niveles de cajas de 0,30 m cada una, más 0,145 m de la
altura del palet).
Una vez cargado cada palet con las cajas fuera de la estantería, será
utilizada la apiladora hidráulica para introducirlo en el nivel 1 o 2 de la
estantería, o sacarlo de la misma eventualmente para la carga del mismo
en el camión. Por supuesto, pueden cargarse cajas en forma individual,
pero para la carga de pedidos grandes en camiones debe organizarse
cada palet según los pedidos.
Serán reemplazadas las estanterías actuales e incorporadas 4 adicionales.
Bevacqua - Cassone - Fassi - Galará - Herrera 54/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
● Vender Mesa 1 de trabajo
La mesa general de trabajo ubicada en la zona 1 será vendida para
aprovechar su espacio y colocar en su lugar estanterías de matrices y
productos terminados.
● Mover el Molino y la Mezcladora
Se desplazan hacia el centro de la zona de producción 2. Considerar que
debe desplazarse el tomacorriente de ambas máquinas.
● Llevar la inyectora
DIAGRAMA DE RECORRIDOS ALTERNATIVA 3
Ver pdf anexo “G6_5D3_TP2_Lay-Out - Alternativa 3.pdf”.
O en dwg “G6_5D3_TP2_Lay-Out - Alternativa 3.dwg”.
Bevacqua - Cassone - Fassi - Galará - Herrera 55/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
DIAGRAMA DE PROCESOS ALTERNATIVA 3
CONCLUSIÓN DE ALTERNATIVA 3
Esta alternativa es la más completa pero que más inversión requiere. Se basó en
la alternativa 1 con ciertas mejoras radicales, como la eliminación de una pared central, la
reubicación de estanterías, el traslado de la sala de mecanizado, la ubicación más
correcta de la máquina rotativa que se puso a punto, la reubicación de los baños en el
Bevacqua - Cassone - Fassi - Galará - Herrera 56/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
área de producción 1 y la incorporación de los lavadores de pies y manos como medidas
de seguridad en la sala donde se encuentra el horno.
17.- EVALUACIÓN TÉCNICA DE CADA DISTRIBUCIÓN
MATRIZ DE INDICADORES
Para el análisis de las alternativas, se desarrolla la matriz adjunta a continuación,
posteriormente se explica detalladamente cada uno de los indicadores calculados.
1. Distancia recorrida en un ciclo completo
Se evalúan las distancia en metros que se deben realizar desde que comienza el ciclo
con el pedido del cliente hasta que se carga el mismo en el camión, simulando que todas
las actividades se realizan una vez. Estas distancias se pueden ver plasmadas
discriminadas por cada actividad en la hoja de procesos, adjuntada en la entrega anterior.
Las mismas se adjuntan en el ANEXO.
Los puntos de cada alternativa, se calculan haciendo el siguiente cálculo →
mts recorridos de distribución actual−mts recorridos en la propuesta n
∗10=Ptosde la ∝ uesta
mts recorridos de distribución actual
2. Cantidad de cruces x hora
En primer lugar, para desarrollar este indicador, se relevan las frecuencias de las
actividades que requieren un recorrido. Las mismas, son plasmadas en la siguiente tabla
Bevacqua - Cassone - Fassi - Galará - Herrera 57/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
FRECUENCIAS x Turno x Hora
Cantidad de veces que se suministra MP 8 1
Cantidad de veces que se evacuan PT de máquinas 45 5,625
Cantidad de veces que se evacuan PT máquina rotativa 5 0,625
Cantidad de veces que se transportan matrices 27 3,375
Cantidad de veces que se evacua scrap 9 1,125
Cantidad de veces que se reingresa material reacondicionado 9 1,125
En segundo lugar, se analizan siguiendo el diagrama de recorridos la cantidad de cruces
que presenta cada alternativa. El puntaje para cada alternativa, se obtiene realizando la
multiplicación entre: los cruces existentes y la frecuencia más baja de los 2
desplazamientos en cuestión. De esta manera, se analiza la peor situación, que ocurriría
si cada vez que se hacen las 2 tareas, ocurre de manera simultánea y presentan un
cruce, ya que no es posible determinar la probabilidad de que las 2 ocurran al mismo
tiempo.
3. Costo de manejo de materiales
En este indicador, se calcula el costo de manipulación del material en general para cada
alternativa. Para esto, se realiza la siguiente tabla donde se calculan: peso de carga en
kilogramos, distancia recorrida en metros, tiempo requerido en horas para el transporte,
frecuencia del recorrido por hora y el costo operativo. El último, se calcula en base a la
hora hombre y al costo del apilador. Finalmente, se calcula el costo de manejo del
material para el proceso productivo, la alternativa en general y por kg. Esto, se repite
para cada alternativa
Bevacqua - Cassone - Fassi - Galará - Herrera 58/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Alternativa Original
Mat.
MP PT Scrap Reacond. Matrices Entrega
Peso [Kg] 100 12,25 12,25 50 40 12,25
Distancia [mts] 41 75 67 53 87 27
Tiempo [hora] 0,46 0,83 0,74 0,59 0,97 0,30
Frecuencia x hora 1,00 5,63 2,81 1,13 3,38 7,21
Costo Operativo 125 125 125 125 125 125
Costo Manejo
Material 56,94 585,94 261,72 82,81 407,81 270,41
Costo por
Alternativa 1665,64
Costo Manejo
Material por Kg 0,57 47,83 21,36 1,66 10,20 22,07
103,69
Alternativa 1
Mat.
MP PT Scrap Reacond. Matrices Entrega
Peso [Kg] 100 40 30,625 50 40 147
Distancia
[mts] 39 70 80 50 87 27
Tiempo
[hora] 0,43 0,78 0,89 0,56 0,97 0,30
Frecuencia x
hora 1,00 5,63 1,13 1,13 3,38 0,60
Costo
Operativo 125 125 125 125 125 125
Costo
Manejo
Material 54,17 546,88 125,00 78,13 407,81 28,99
Costo por
Alternativa 1240,97
Costo
Manejo
Material por
Kg 0,54 13,67 4,08 1,56 10,20 0,20
30,25
Alternativa 2
Bevacqua - Cassone - Fassi - Galará - Herrera 59/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Mat.
MP PT Scrap Reacond. Matrices Entrega
Peso [Kg] 100 40 76,5625 50 40 147
Distancia
[mts] 39 70 62 32 87 27
Tiempo
[hora] 0,43 0,78 0,69 0,36 0,97 0,30
Frecuencia x
hora 1,00 5,63 1,13 1,13 3,38 0,60
Costo
Operativo 125 125 125 125 125 125
Costo
Manejo
Material 54,17 546,88 96,88 50,00 407,81 28,99
Costo por
Alternativa 1184,72
Costo por
Alternativa 0,54 13,67 1,27 1,00 10,20 0,20
26,87
Alternativa 3
Mat.
MP PT Scrap Reacond. Matrices Entrega
Peso [Kg] 100 40 191,40625 50 40 147
Distancia
[mts] 39 55 54 38 42 27
Tiempo
[hora] 0,43 0,61 0,60 0,42 0,47 0,30
Frecuencia x
hora 1,00 5,63 1,13 1,13 3,38 0,60
Costo
Operativo 125 125 125 125 125 125
Costo
Manejo
Material 54,17 429,69 84,38 59,38 196,88 28,99
Costo por
Alternativa 853,47
Costo por
Alternativa 0,54 10,74 0,44 1,19 4,92 0,20
18,03
Para definir la puntuación de cada alternativa se realiza la siguiente cuenta:
Bevacqua - Cassone - Fassi - Galará - Herrera 60/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Sumatoria de los costos de las 4 alternativas−Costo Total de la alternativa n
∗10=Ptos de la ∝uesta
Sumatoria de los costos de las 4 alternativas
Organización de máquinas y flujo de materiales
Alternativa Costo de manejo Ptos
ACTUAL 1665,64 6,63
1 1240,97 7,49
2 1184,72 7,60
3 853,47 8,27
4944,81
4. % de actividades del proceso destinadas al transporte
Este indicador, recuenta el porcentaje de actividades destinadas al transporte, los
mismos se pueden ver en la hoja de procesos del ANEXO.
5. Área destinada a scrap
Este indicador analiza la superficie utilizada para almacenar scrap. La siguiente tabla
muestra los valores de dichas superficies en m2 para cada alternativa.
Distribución actual Alternativa 1 Alternativa 2 Alternativa 3
40 3 6 3
6. Facilidades de MP y PT [m3]
Alternativas 1, 2 y 3 Distribución actual
MP PT MP PT
Cantidad de estanterías 6 8 5 28 7
Cantidad de estantes 3 2 1 1 2
Superficie estantes [m] 5 5 5 1 5
Bevacqua - Cassone - Fassi - Galará - Herrera 61/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Altura estantes [m] 0,6 1,3 0,6 0,6 0,6
Volumen [m3] 54 119 16 42
7. Cumplimiento del diagrama de afinidad
Se analiza el porcentaje del cumplimiento del diagrama de afinidad de cada alternativa.
Cumplimiento del diagrama de afinidad
Alternativa
Ideal Alternativa 1 Alternativa 2 Alternativa 3
actual
84 132,00 140,00 144,00 154,00
100,00% 106,06% 109,09% 116,67%
8. Capacidad de producción [unidades mensuales]
Se plantea la capacidad de producción en unidades para cada alternativa.
9. Organización de máquinas y flujo de materiales
Se plantea una escala con distintas características que se deben cumplir para lograr una
distribución de planta ordenada, con un flujo constante.
Organización de máquinas y flujo de materiales
Escala Características
Las máquinas están ordenadas según el flujo, el orden general es muy bueno y los
5 elementos necesarios están cerca de las máquinas
4 Las máquinas están ordenadas según el flujo y el orden general es muy bueno
3 Las máquinas están ordenadas según el flujo
2 Grupo de máquinas separadas
1 Desorden general en todas las áreas
10. Seguridad
Se tiene en cuenta diversos factores que afectan a la seguridad e higiene. Se hace foco
en aquellos que tienen diferencias entre las distintas alternativas. Se coloca un puntaje
del 1 al 3 en casillero de puntos para cada alternativa siendo el 3 el mejor puntaje, en el
casillero de la derecha se encuentra el motivo de ese puntaje.
Ptos Pto
Original Ptos. Alternativa 1 Ptos. Alternativa 2 Alternativa 3
. s.
Manipuleo: 1 Excesivo 1 Excesivo 1 Excesivo 3 Reducido
Bevacqua - Cassone - Fassi - Galará - Herrera 62/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Transporte Manual Movimiento Movimiento Movimiento
de Carga de Matrices de Matrices de Matrices
Instalaciones de
seguridad: Lavador
1 Ausencia 3 Cumple 3 Cumple 3 Cumple
de ojo, mojador de
pie.
Riesgo por
Presencia del Presencia del
presencia de No hay Presencia del factor
3 2 factor de 2 factor de 2
medios de medios de riesgo
riesgo riesgo
manipuleo
Condiciones de
higiene según
1 No cumple 3 Cumple 3 Cumple 3 Cumple
norma: lavabos,
duchas bidet
Total 6 9 9 11
ANÁLISIS DE VENTAJAS Y DESVENTAJAS
ALTERNATIVA 1
VENTAJAS
★Se mejora el orden general, ya que, principalmente el desorden estaba dado por las
grandes montañas de scrap. En la alternativa, el scrap se junta y almacena en
canastos con ruedas hasta que se vacía en el molino y se regresa al puesto.
★Se incorpora un puesto de guardia y estacionamiento delimitado.
★Se agregan los baños, espacios de higiene y seguridad correspondiente según las
normas vigentes. Además, involucra baños y duchas separadas para el área de oficina,
separada del área de producción.
★Se incorporan estanterías de MP cerca del puesto, para reducir el movimiento de MP,
aprovechar más el espacio ganando en altura y reducir los tiempos que el operador no
está inyectando (operación cuello de botella).
★Se maximiza el tiempo que el operario está realizando la operación cuello de botella de la
línea.
★Se aumenta el espacio libre y se mejoran los pasillos, ya que se sacaron las mesas,
reemplazandolas por la parte superior de las estanterías.
★Se agranda la unidad de carga final del cliente de bolsas a pallets.
★se aumenta la capacidad de almacenamiento utilizando el mismo espacio, ya que, crece
en altura.
★Se logra cumplir el objetivo de triplicar la producción e incorporar las punteras.
★Se reduce la manipulación de carga manual a través de equipos de transporte y
elementos de manipuleo.
★Se repara una máquina , reduce las inversiones requeridas y optimiza el uso del espacio
★Se aumenta el volumen de la unidad de carga final de bolsas de 8 pares a pallets de 576
pares.
Bevacqua - Cassone - Fassi - Galará - Herrera 63/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
DESVENTAJAS
❖Se deben mover prácticamente todas las máquinas para llevar a cabo la distribución.
❖No hay más mesas cerca de los puestos que pueden ser más cómodas que las
estanterías para hacer el retrabajo.
❖Sigue habiendo distancias grandes para recorrer, especialmente con matrices, que
corresponde al objeto más pesado a manipular.
❖Una inyectora separada del sector productivo, esto desorganiza el espacio y la misma
se encuentra lejos de las estrategias implementadas para mantener cerca del puesto los
insumos.
❖Zona de reacondicionamiento del scrap lejos del área productiva y del almacén, aumenta
la distancias
❖En el diagrama de recorrido se puede observar, que esta alternativa presenta múltiples
cruces dentro del recorrido requerido.
❖Si analizamos un ciclo completo desde que se solicita el pedido hasta que se entrega al
cliente, el recorrido que se debe realizar en metro sigue siendo grande.
ALTERNATIVA 2
VENTAJAS
★Se mejora el orden general, ya que, principalmente el desorden estaba dado por las
grandes montañas de scrap. En la alternativa, el scrap se junta y almacena en
canastos con ruedas hasta que se vacía en el molino y se regresa al puesto.
★Se incorpora un puesto de guardia y estacionamiento delimitado.
★Se agregan los baños, espacios de higiene y seguridad correspondiente según las
normas vigentes.
★Se incorporan estanterías de MP cerca del puesto, para reducir el movimiento de MP,
aprovechar más el espacio ganando en altura y reducir los tiempos que el operador no
está inyectando (operación cuello de botella).
★Se maximiza el tiempo que el operario está realizando la operación cuello de botella de la
línea.
★Se aumenta el espacio libre y se mejoran los pasillos, ya que se sacaron las mesas,
reemplazandolas por la parte superior de las estanterías.
★Se agranda la unidad de carga final del cliente de bolsas a pallets.
★se aumenta la capacidad de almacenamiento utilizando el mismo espacio, ya que, crece
en altura.
Bevacqua - Cassone - Fassi - Galará - Herrera 64/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
★ Se logra cumplir el objetivo de triplicar la producción e incorporar las punteras.
★Se reduce la manipulación de carga manual a través de equipos de transporte y
elementos de manipuleo.
★Se repara una máquina , reduce las inversiones requeridas y optimiza el uso del espacio
★Se aumenta el volumen de la unidad de carga final de bolsas de 8 pares a pallets de 576
pares
DESVENTAJAS
❖No se adquieren gran cantidad de canastos móviles, entonces el scrap, se debe
trasvasar a un contenedor más grande fijo, esto permite almacenar más material pero
involucra dos trasvases.
❖Se deben mover prácticamente todas las máquinas para llevar a cabo la distribución.
❖No hay más mesas cerca de los puestos que pueden ser más cómodas que las
estanterías para hacer el retrabajo.
❖Sigue habiendo distancias grandes para recorrer, especialmente con matrices, que
corresponde al objeto más pesado a manipular.
❖Una inyectora separada del sector productivo, esto desorganiza el espacio y la misma
se encuentra lejos de las estrategias implementadas para mantener cerca del puesto los
insumos.
❖Zona de reacondicionamiento del scrap lejos del área productiva y del almacén, aumenta
la distancias
❖En el diagrama de recorrido se puede observar, que esta alternativa presenta múltiples
cruces dentro del recorrido requerido.
❖Si analizamos un ciclo completo desde que se solicita el pedido hasta que se entrega al
cliente, el recorrido que se debe realizar en metro sigue siendo grande.
ALTERNATIVA 3
VENTAJAS
★Se incorporan estanterías de MP cerca del puesto, para reducir el movimiento de MP,
aprovechar más el espacio ganando en altura y reducir los tiempos que el operador no
está inyectando (operación cuello de botella).
★Se incorpora estantería de matrices en la pared que divide la planta, para facilitar el
acceso de ambos lados, por un lado, para almacenarla después de su confección y por
el otro para extraerla y utilizarla.
★Se mejora el orden general, ya que, principalmente el desorden estaba dado por las
grandes montañas de scrap. En la alternativa, el scrap se junta y almacena en canastos
con ruedas hasta que se vacía en el molino y se regresa al puesto.
★Se incorpora un puesto de guardia y estacionamiento delimitado.
★Se agregan los baños, espacios de higiene y seguridad correspondiente según las
normas vigentes.
★Se maximiza el tiempo que el operario está realizando la operación cuello de botella de la
línea.
★Se aumente el espacio libre y se mejoran los pasillos, ya que se sacaron las mesas,
reemplazandolas por la parte superior de las estanterías.
★Se agranda la unidad de carga final del cliente de bolsas a pallets.
Bevacqua - Cassone - Fassi - Galará - Herrera 65/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
★ se aumenta la capacidad de almacenamiento utilizando el mismo espacio, ya que,
crece en altura.
★Se logra cumplir el objetivo de triplicar la producción e incorporar las punteras.
★Se reduce la manipulación de carga manual a través de equipos de transporte y
elementos de manipuleo.
★Se repara una máquina , reduce las inversiones requeridas y optimiza el uso del espacio
★Se aumenta el volumen de la unidad de carga final de bolsas de 8 pares a pallets de 576
pares
★La sala de mecanizado se mueve reduciendo las distancias de manipulación,
especialmente de las matrices (objeto pesado).
★Existe un mejor flujo de trabajo y se reducen los cruces.
DESVENTAJAS
❖Sigue habiendo distancias grandes para recorrer.
❖Mayor inversión inicial
CONCLUSIÓN
En conclusión, desde el punto de vista técnico, la mejor alternativa es la tercera, ya que,
presenta mayores beneficios en función de la distribución de planta. En esta propuesta,
se reducen los recorridos, la manipulación de cargas, el costo de manipulación, los
cruces durante el proceso y la organización general. Tanto en la matriz de indicadores,
como en el análisis de ventajas y desventajas se observa que esta es la mejor alternativa.
18.- EVALUACIÓN ECONÓMICA DE CADA DISTRIBUCIÓN
Inversiones de cada Alternativa
En el siguiente apartado presentaremos las inversiones necesarias para desarrollar cada
una de las alternativas de Distribución de Planta en estudio.
ALTERNATIVA 1
CONCEPTO CANTIDAD UNIDAD MONTO U TOTAL
Reparar inyectora en desuso 1 unidad $660.000 $660.000
Cambiar disposición de las máquinas 2 unidades $112.500 $225.000
Agregar estanterías de MP 6 unidades $15.000 $90.000
Modificar estanterías de matrices 6 unidades $8.000 $48.000
Agregar 1 baño 4 m2 $60.000 $240.000
Agregar 4 duchas 16 m2 $10.000 $160.000
Canastos para scrap 20 unidades $2.200 $44.000
Puesto de Guardia 1 unidad $23.000 $23.000
Apiladora Hidráulica 1 unidad $85.000 $85.000
Bevacqua - Cassone - Fassi - Galará - Herrera 66/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Costo de parada de producción 5 días $92.308 $461.538
Inversión total $1.068.008 $2.036.538
ALTERNATIVA 2
CONCEPTO CANTIDAD UNIDAD MONTO U TOTAL
Reparar inyectora en desuso 1 unidad $660.000 $660.000
Cambiar disposición de las máquinas 2 unidades $112.500 $225.000
Agregar estanterías de MP 6 unidades $15.000 $90.000
Modificar estanterías de matrices 6 unidades $8.000 $48.000
Agregar 1 baño 4 m2 $60.000 $240.000
Agregar 4 duchas 16 m2 $10.000 $160.000
Canastos para scrap 10 unidades $2.200 $22.000
Contenedor para scrap 1 unidad $80.000 $80.000
Puesto de Guardia 1 unidad $23.000 $23.000
Apiladora Hidráulica 1 unidad $85.000 $85.000
Costo de parada de producción 5 días $92.308 $461.538
Inversión total $1.148.008 $2.094.538
ALTERNATIVA 3
CONCEPTO CANTIDAD UNIDAD MONTO U TOTAL
Reparar inyectora en desuso 1 unidad $660.000 $660.000
Cambiar disposición de las máquinas 7 unidades $107.857 $755.000
Agregar estanterías de MP 6 unidades $15.000 $90.000
Modificar estanterías de matrices 6 unidades $8.000 $48.000
Agregar 1 baño 4 m2 $60.000 $240.000
Agregar 4 duchas 16 m2 $10.000 $160.000
20 canastos para scrap 20 unidades $2.200 $44.000
Puesto de Guardia 1 unidad $23.000 $23.000
Apiladora Hidráulica 1 unidad $85.000 $85.000
Demolición de paredes (area 1-2,
fresadoras, 1 baño y 1 ducha) - - - $1.000.000
Cuarto de Fresadoras de Durlock 14 m2 $4.000 $56.000
Lavadora de ojos 1 unidad $15.000 $15.000
Lavadora de pies 0,5 unidades $10.000 $5.000
Costo de parada de producción 10 días $92.308 $923.077
Inversión total $1.092.365 $4.104.077
Bevacqua - Cassone - Fassi - Galará - Herrera 67/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Costos de Producción Total
Análisis de costos de producción
Concepto Actual Alternativa 1 Alternativa 2 Alternativa 3
Costo de producción actual [$/mes] 1.920.000 1.920.000 1.920.000 1.920.000
MO contratada [$/mes] - 300.000 300.000 300.000
Aumento de otros costos variables [$/mes] - 4.050.380 4.052.531 4.060.655
Aumento de costos fijos [$/mes] - 76.800 76.800 76.800
TOTAL - 6.347.180 6.349.331 6.357.455
● Costo de producción actual: se estimó como el 80% de los ingresos mensuales
(cantidad de producción actual * precio estimado de venta ($100)).
● MO contratada: se considera con un sueldo promedio de $50.000 la
incorporación de los nuevos 6 operarios.
● Aumento de otros costos variables: consideramos como variable el 60% del
costo de producción actual y luego calculamos el aumento en función de la
cantidad de producción de cada alternativa.
● Aumento de costos fijos:consideramos un aumento del 10% de los costos fijos.
Cantidad de Producción
Análisis de cantidad de producción
Concepto Actual Alternativa 1 Alternativa 2 Alternativa 3
Producción actual [unidades/mes] 24.000 24.000 24.000 24.000
Aumento por incorporación de nuevas
máquinas [unidades/mes] - 72.000 72.000 72.000
Aumento por reducción de recorridos
[unidades/mes] - 3.274 3.327 3.526
TOTAL - 99.274 99.327 99.526
● Aumento por incorporación de nuevas Máquinas: en función de la cantidad de
máquinas que se incorporan a la producción.
● Aumento por reducción de recorridos: se estimó un aumento de producción en
función del tiempo ahorrado por reducir los recorridos.
Análisis Económico
A continuación se muestra una tabla que resume el análisis económico realizado,
mostrando los valores calculados en las tablas anteriores.
Análisis económico
Bevacqua - Cassone - Fassi - Galará - Herrera 68/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Alternativa
Concepto Actual Alternativa 1 Alternativa 2
3
Costo de producción [$/mes] 960.000 3.323.590 3.324.665 3.328.728
Capacidad de producción [unidades/mes] 24.000 99.274 99.327 99.526
Ingresos [$/mes] 1.200.000 4.963.701 4.966.337 4.976.293
Ganancias [$/mes] 240.000 1.640.111 1.641.671 1.647.566
Inversión [$] 0 1.805.769 1.863.769 3.642.538
Recuperación de la inversión [meses] - 1,1 1,1 2,2
Para poder realizar una síntesis del análisis económico se seleccionaron los siguientes
dos indicadores.
Ponderaci Distribución Alternativa Alternativa Alternativa
Indicadores Ptos A1 Ptos A2 Ptos A3
ón (1 - 5) Actual 1 2 3
Beneficio Económico 5 240.000 1 1.640.111 8 1.641.671 8 1.647.566 8
Costos e inversión 5 960.000 7 5.129.359 9,8 5.188.435 9,8 6.971.266 8
Resultado Análisis Económico 41 90 90 81
Análisis Financiero
Para realizar este análisis se decidió realizar un VAN de los ahorros que proporciona
cada alternativa durante un periodo de un año que dura su financiamiento. Para el
financiamiento de cada una se decidió usar un préstamos del Banco Nación de 12 cuotas
mensuales, que tiene un monto máximo de 5 millones de pesos, y sistema de
amortización alemán.
Para realizar el VAN se tomó la siguiente tasa de actualización
Tasa de
Actualización Ti 2,83%
Adoptada
Para el cálculo del ahorro se tomó la ganancia de la alternativa (ingreso - costo operativo)
y se le restó la cuota del préstamo.
Alternativa Actual
Inversión $0,00
Mes Ganancia Neta Ganancia Neta Actualizada
1 240.000 $233.394,92
Bevacqua - Cassone - Fassi - Galará - Herrera 69/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
2 240.000 $226.971,63
3 240.000 $220.725,11
4 240.000 $214.650,50
5 240.000 $208.743,07
6 240.000 $202.998,22
7 240.000 $197.411,47
8 240.000 $191.978,48
9 240.000 $186.695,01
10 240.000 $181.556,95
11 240.000 $176.560,30
12 240.000 $171.701,15
$2.413.387
Alternativa 1
Inversión $1.805.769
Valor tomado $1.810.000
Valor del préstamo 1.810.000
Tasa pactada con la
entidad (T.N.A.) 30%
Cantidad de cuotas
mensuales 12
Capital al Intereses
N° de Ganancia Ganancia Neta
inicio de Amortización del Cuota Ganancia
cuota Neta Actualizada
período período
1 1.810.000,00 150.833,33 44.495,83 195.329,17 1.640.111 1.444.782 $1.405.019,72
2 1.659.166,67 150.833,33 40.787,85 191.621,18 1.640.111 1.448.490 $1.369.858,66
3 1.508.333,33 150.833,33 37.079,86 187.913,19 1.640.111 1.452.198 $1.335.568,77
4 1.357.500,00 150.833,33 33.371,88 184.205,21 1.640.111 1.455.906 $1.302.128,71
5 1.206.666,67 150.833,33 29.663,89 180.497,22 1.640.111 1.459.614 $1.269.517,70
6 1.055.833,33 150.833,33 25.955,90 176.789,24 1.640.111 1.463.322 $1.237.715,42
7 905.000,00 150.833,33 22.247,92 173.081,25 1.640.111 1.467.030 $1.206.702,06
8 754.166,67 150.833,33 18.539,93 169.373,26 1.640.111 1.470.738 $1.176.458,29
9 603.333,33 150.833,33 14.831,94 165.665,28 1.640.111 1.474.446 $1.146.965,23
10 452.500,00 150.833,33 11.123,96 161.957,29 1.640.111 1.478.154 $1.118.204,47
Bevacqua - Cassone - Fassi - Galará - Herrera 70/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
11 301.666,67 150.833,33 7.415,97 158.249,31 1.640.111 1.481.862 $1.090.158,04
12 150.833,33 150.833,33 3.707,99 154.541,32 1.640.111 1.485.570 $1.062.808,41
$14.721.106
Alternativa 2
Inversión $1.863.769
Valor tomado $1.870.000
Valor del préstamo 1.870.000
Tasa pactada con la
entidad (T.N.A.) 30%
Cantidad de cuotas
mensuales 12
Capital al Intereses
N° de Ganancia Ganancia Neta
inicio de Amortización del Cuota Ganancia
cuota Neta Actualizada
período período
1 1.870.000,00 155.833,33 45.970,83 201.804,17 1.641.671 1.439.867 $1.400.240,26
2 1.714.166,67 155.833,33 42.139,93 197.973,26 1.641.671 1.443.698 $1.365.326,99
3 1.558.333,33 155.833,33 38.309,03 194.142,36 1.641.671 1.447.529 $1.331.274,85
4 1.402.500,00 155.833,33 34.478,13 190.311,46 1.641.671 1.451.360 $1.298.062,90
5 1.246.666,67 155.833,33 30.647,22 186.480,56 1.641.671 1.455.191 $1.265.670,69
6 1.090.833,33 155.833,33 26.816,32 182.649,65 1.641.671 1.459.022 $1.234.078,26
7 935.000,00 155.833,33 22.985,42 178.818,75 1.641.671 1.462.852 $1.203.266,10
8 779.166,67 155.833,33 19.154,51 174.987,85 1.641.671 1.466.683 $1.173.215,21
9 623.333,33 155.833,33 15.323,61 171.156,94 1.641.671 1.470.514 $1.143.907,03
10 467.500,00 155.833,33 11.492,71 167.326,04 1.641.671 1.474.345 $1.115.323,42
11 311.666,67 155.833,33 7.661,81 163.495,14 1.641.671 1.478.176 $1.087.446,70
12 155.833,33 155.833,33 3.830,90 159.664,24 1.641.671 1.482.007 $1.060.259,63
$14.678.072
Alternativa 3
Inversión $3.642.538
Valor tomado $3.650.000
Valor del préstamo 3.650.000
Tasa pactada con la
30%
entidad (T.N.A.)
Cantidad de cuotas
12
mensuales
Bevacqua - Cassone - Fassi - Galará - Herrera 71/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Capital al
N° de Intereses Ganancia Ganancia Neta
inicio de Amortización Cuota Ganancia
cuota del período Neta Actualizada
período
1 3.650.000,00 304.166,67 89.729,17 393.895,83 1.647.566 1.253.670 $1.219.167,37
2 3.345.833,33 304.166,67 82.251,74 386.418,40 1.647.566 1.261.147 $1.192.686,00
3 3.041.666,67 304.166,67 74.774,31 378.940,97 1.647.566 1.268.625 $1.166.738,81
4 2.737.500,00 304.166,67 67.296,88 371.463,54 1.647.566 1.276.102 $1.141.316,46
5 2.433.333,33 304.166,67 59.819,44 363.986,11 1.647.566 1.283.580 $1.116.409,71
6 2.129.166,67 304.166,67 52.342,01 356.508,68 1.647.566 1.291.057 $1.092.009,43
7 1.825.000,00 304.166,67 44.864,58 349.031,25 1.647.566 1.298.534 $1.068.106,62
8 1.520.833,33 304.166,67 37.387,15 341.553,82 1.647.566 1.306.012 $1.044.692,37
9 1.216.666,67 304.166,67 29.909,72 334.076,39 1.647.566 1.313.489 $1.021.757,89
10 912.500,00 304.166,67 22.432,29 326.598,96 1.647.566 1.320.967 $999.294,52
11 608.333,33 304.166,67 14.954,86 319.121,53 1.647.566 1.328.444 $977.293,69
12 304.166,67 304.166,67 7.477,43 311.644,10 1.647.566 1.335.922 $955.746,95
$12.995.220
Matriz de Decisión
Matriz de Decisión
Análisis Ponderación D. Actual Alternativa 1 Alternativa 2 Alternativa 3
Análisis Puntaje Total 116 189 193 250
60,00%
Técnico Puntuación 1-10 4,64 7,56 7,72 10,00
Análisis Resultado 40,60 90,21 89,97 81,26
20,00%
Económico Puntuación 1-10 4,50 10,00 9,97 9,01
Análisis VAN Actualizado $2.413.387 $14.721.106 $14.678.072 $12.995.220
20,00%
Financiero Puntuación 1-10 1,64 10,00 9,97 8,83
4,0 8,5 8,6 9,6
Para el cálculo de la puntuación del 1 al 10 se ponderó respecto al mayor puntaje
encontrado entre las tres alternativas. Otorgamos un 60% de peso al análisis técnico, un
20% al económico y un 20% al financiero.
Podemos ver que en la ponderación final, que cualquiera de las 3 alternativas tiene una
puntuación que representa más del doble de la actual, por lo que definitivamente es
necesaria una inversión. A continuación, explicaremos las conclusiones que nos llevaron
a la alternativa elegida.
Bevacqua - Cassone - Fassi - Galará - Herrera 72/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Conclusiones
Teniendo en cuenta la matriz de ponderación y el análisis realizado para cada alternativa,
llegamos a las siguientes conclusiones:
● La alternativa de mayor inversión es la 3 porque es la que requiere un mayor
costo de refacciones y remodelación, pero teniendo en cuenta el periodo de
recupero, las diferencias económicas entre las alternativas no son significativas.
● En cuanto a los costos y la capacidad de producción, sucede lo mismo que con
las inversiones, estos son mayores para la alternativa 3 pero la diferencia es
insignificante. Esto es así porque más del 95% del aumento de la capacidad de
producción se debe a la incorporación de 2 inyectoras dobles y 2 inyectoras
rotativas (máquinas incorporadas en las 3 alternativas), mientras que el 5%
restante se explica por una reducción en las distancias recorridas dentro del
proceso, que varía para cada alternativa.
● Los periodos de recupero son relativamente bajos debido a que, para triplicar la
producción fue necesario incorporar nuevas máquinas y la empresa ya contaba
con las mismas solo que en estado de desuso, es decir, esto nos permite un
ahorro aproximadamente de $10.000.000 en inversión.
19.- ELECCIÓN Y JUSTIFICACIÓN DE LA NUEVA
DISTRIBUCIÓN
De acuerdo con la matriz de decisión elegimos la alternativa 3 debido a que las ventajas
técnicas son muy superiores a las otras tres. Por otro lado el análisis económico y
financiero no presentan diferencia sustanciales y su importancia en la evaluación es
menor, dado que económicamente los recursos no son una limitación (no son inversiones
de gran envergadura) y financieramente se tiene una posibilidad accesible de
financiamiento para cada alternativa, con iguales intereses y plazos de pago para cada
alternativa.
MAQUETA VIRTUAL 3D
Se presenta a continuación imágenes capturadas a partir de la maqueta virtual, elaborada
en función de la alternativa de distribución escogida:
Vista en perspectiva de la planta completa
Bevacqua - Cassone - Fassi - Galará - Herrera 73/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Corte del área de producción
Bevacqua - Cassone - Fassi - Galará - Herrera 74/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Bevacqua - Cassone - Fassi - Galará - Herrera 75/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Imagen del sector administrativo
Video recorrido de la maqueta:
https://drive.google.com/file/d/1ra3noevDNIW2BXEM1TDDdiVFHUp7veUA/view?
usp=sharing
Modelo sketchup:
https://drive.google.com/file/d/10vNT-92nrT0Rxeec46y9nCnpmB7Jdg9H/view?
usp=sharing
CONCLUSIÓN
Para finalizar queremos remarcar como equipo de trabajo la finalización de la entrega
número 3 cumpliendo los distintos objetivos para Corplast SRL, propuestos en el inicio
del Trabajo Práctico Integrador.
Bevacqua - Cassone - Fassi - Galará - Herrera 76/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Como quedó en evidencia, el aspecto técnico tuvo un mayor peso a la hora de toma de
decisiones sobre las alternativas propuestas, donde se marcó claramente que la
Alternativa Nº3 es la más óptima.
Así podemos afirmar que la nueva redistribución de planta en Corplast SRL sin duda
tendrá a futuro una notable satisfacción de clientes y de personal en cuanto a higiene,
motivación y salud de los mismos, gracias a:
● Notables mejoras en los mecanismos de transporte de matrices pesadas,
incorporación de carros.
● Generación de nuevas Unidades de Carga, Pallets con canastos de Productos
Terminados.
● Acondicionamiento y delimitaciones nuevas de los espacios que incrementará la
utilización efectiva de los mismos, como los contenedores de Scrap.
● Este uso más eficiente de los espacios no solo se da por una mejor utilización de
las superficies disponibles sino también por un mayor aprovechamiento de la
“altura de la planta”, con estanterías nuevas de 3 niveles.
● Se resalta la reducción de las distancias recorridas dentro de los procesos.
● Nueva disposición de maquinarias, que permitirá:
○ Disminuir el manipuleo.
○ Aumentar la capacidad de producción.
○ Mayor satisfacción por parte de los operarios con una mejora de
circulación.
Bevacqua - Cassone - Fassi - Galará - Herrera 77/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Referencias
https://www.youtube.com/watch?v=axdEw1isye8
https://www.sipisac.com/sector-calzado/tienkang/serie-tk-890/
http://www.lida-machine.com/productsmore.aspx?CateId=72&ProductsId=105
https://www.sipisac.com/sector-calzado/tienkang/tk-601b-611b/ (2 estaciones)
https://articulo.mercadolibre.com.ar/MLA-638416212-apilador-elevador-hidraulico-manual-
barovo-1000-kg-p-pallet-_JM?
matt_tool=26190581&matt_word=&gclid=CjwKCAjw5Kv7BRBSEiwAXGDElS7NvWAb9x6
DUp-5Q4af1OellT0WPSNEy1nO_2M_iJ4RsPJf2qa4bBoCEcAQAvD_BwE
Bevacqua - Cassone - Fassi - Galará - Herrera 78/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
ANEXO
Tablas de cálculo de la capacidad de planta
Cálculo de la capacidad de maquinaria
Cant. de Cant. de Matrices x Cant. de matrices Cant. utilizadas Capacidad
Inyectoras Inyectora disponibles actualmente Utilizada
8 2 16 12
37,50%
1 16 16 0
Cálculo de la capacidad del Edificio
Largo Ancho Cantida Área Total
Área [m2]
[m] [m] d [m2]
484,7429
Espacios Nave 1 43,165 11,23 484,74295
5
Máquina Inyectora
Rotativa 6 2,6 15,6 2 31,2
Máquinas Máquina Inyectora 4,2 2,3 9,66 8 77,28
Fresadora 1,2 1,2 1,44 2 2,88
Mesa 1 6,5 1 6,5 2 13
Mesa 2 1,2 0,6 0,72 8 5,76
Elementos Mesa 3 0,8 0,4 0,32 8 2,56
Estanterías 2 5 0,75 3,75 5 18,75
Mesa 4 2 1 2 2 4
Baño 2,35 2 4,7 2 9,4
Casilleros 4 0,5 2,125 1 2,125
Otros
Tablero 0,6 0,3 0,18 1 0,18
Estantería 3 4,5 0,8 3,6 1 3,6
Espacio disponible 314,00795
364,6679
Espacios Nave 2 44,635 8,17 364,66795
5
Molino 2,2 1,2 2,64 1 2,64
Máquinas
Mezcladora 1,5 1,1 1,65 1 1,65
Estantería 1 5 1 5 7 35
Pallet de Materia Prima 1,2 0,8 0,96 28 26,88
Elementos
Almacenamiento de
Scrap - - 52 1 52
Bevacqua - Cassone - Fassi - Galará - Herrera 79/64
UNIVERSIDAD TECNOLÓGICA NACIONAL – FACULTAD REGIONAL CÓRDOBA
ING. INDUSTRIAL
Espacio disponible 246,49795
Área Trasera 5 5 25 25
Prensa p/ Matrices 0,8 0,5 0,4 1 0,4
Máquinas
Horno de Fundición 1,8 1,45 2,61 1 2,61
Espacio disponible 21,99
Espacio Totales 874,4109
Espacio Utilizados 291,915
Capacidad Utilizada 33,38%
Bevacqua - Cassone - Fassi - Galará - Herrera 80/64
También podría gustarte
- Mantenimiento Industrial Exp Grupo 1Documento17 páginasMantenimiento Industrial Exp Grupo 1Carla Aleida Flores100% (2)
- William Carey - Un Misionero Que Transformó Una NaciónDocumento7 páginasWilliam Carey - Un Misionero Que Transformó Una NaciónLautaro Santiago LarcherAún no hay calificaciones
- Semana 3 - TPMDocumento43 páginasSemana 3 - TPMeduardo quispeAún no hay calificaciones
- Caso Pago Por ConsignacionDocumento4 páginasCaso Pago Por ConsignacionDiego LopezAún no hay calificaciones
- Unidad 4 Act 4 Práctica 5 Registro de Operaciones y Balanza Equipo 5Documento8 páginasUnidad 4 Act 4 Práctica 5 Registro de Operaciones y Balanza Equipo 5LizbetAún no hay calificaciones
- 1.3. Sistemas de Manufactura y Sus Certificaciones InternacionalesDocumento8 páginas1.3. Sistemas de Manufactura y Sus Certificaciones InternacionalesDaniel Castro ChavezAún no hay calificaciones
- Factura B: Del Libertador 7698 Caba (CP 1429) Ciudad Autonoma de Buenos AiresDocumento1 páginaFactura B: Del Libertador 7698 Caba (CP 1429) Ciudad Autonoma de Buenos AiresLautaro Santiago LarcherAún no hay calificaciones
- 2023 04 20 08 35 48 993 ReceiptDocumento2 páginas2023 04 20 08 35 48 993 ReceiptLautaro Santiago LarcherAún no hay calificaciones
- Diferencial Verano 2022 2023 26 12Documento1 páginaDiferencial Verano 2022 2023 26 12Lautaro Santiago LarcherAún no hay calificaciones
- Linea Especial - Estudiantes No Clientes - Ext. - 18.05.23Documento3 páginasLinea Especial - Estudiantes No Clientes - Ext. - 18.05.23Lautaro Santiago LarcherAún no hay calificaciones
- Plano de Instalacion 20230120Documento3 páginasPlano de Instalacion 20230120Lautaro Santiago LarcherAún no hay calificaciones
- Procesos Industriales Placord.Documento32 páginasProcesos Industriales Placord.Lautaro Santiago LarcherAún no hay calificaciones
- TP VIEJO (Para Guía)Documento30 páginasTP VIEJO (Para Guía)Lautaro Santiago LarcherAún no hay calificaciones
- Total A Pagar: Bimestre: Año: Liquidación: Detalle de Medición de ConsumoDocumento1 páginaTotal A Pagar: Bimestre: Año: Liquidación: Detalle de Medición de ConsumoLautaro Santiago LarcherAún no hay calificaciones
- 2023 04 20 09 03 23 181 ReceiptDocumento2 páginas2023 04 20 09 03 23 181 ReceiptLautaro Santiago LarcherAún no hay calificaciones
- Estudio Del Trabajo Placord.Documento34 páginasEstudio Del Trabajo Placord.Lautaro Santiago LarcherAún no hay calificaciones
- William Carey y La Chispa de Las Misiones ModernasDocumento10 páginasWilliam Carey y La Chispa de Las Misiones ModernasLautaro Santiago LarcherAún no hay calificaciones
- Sierra Serie 3Documento21 páginasSierra Serie 3Lautaro Santiago LarcherAún no hay calificaciones
- Metadatos ParcelasDocumento3 páginasMetadatos ParcelasLautaro Santiago LarcherAún no hay calificaciones
- Ord 1114 Parte 3 271106Documento20 páginasOrd 1114 Parte 3 271106Lautaro Santiago LarcherAún no hay calificaciones
- Layout Planta HMDocumento1 páginaLayout Planta HMLautaro Santiago LarcherAún no hay calificaciones
- Misiones Cristianas en El Tercer MilenioDocumento2 páginasMisiones Cristianas en El Tercer MilenioLautaro Santiago LarcherAún no hay calificaciones
- Lecciones Misioneras de El Dr. CareyDocumento7 páginasLecciones Misioneras de El Dr. CareyLautaro Santiago LarcherAún no hay calificaciones
- 16 - 2021 - Magnetti MarelliDocumento1 página16 - 2021 - Magnetti MarelliLautaro Santiago LarcherAún no hay calificaciones
- 15 - 2021 - SOGEFI SUSPENSION ARGENTINA S.A - Mecanica IndustrialDocumento1 página15 - 2021 - SOGEFI SUSPENSION ARGENTINA S.A - Mecanica IndustrialLautaro Santiago LarcherAún no hay calificaciones
- Analista de Logistica y Operaciones-2Documento2 páginasAnalista de Logistica y Operaciones-2Lautaro Santiago LarcherAún no hay calificaciones
- Semana 3 Modernización e Innovación Del EstadoDocumento25 páginasSemana 3 Modernización e Innovación Del EstadoJorge PrietoAún no hay calificaciones
- Conocimientos Básicos en PLD/FT: 1.3 Autoridades NacionalesDocumento30 páginasConocimientos Básicos en PLD/FT: 1.3 Autoridades NacionalesEduardo SilvaAún no hay calificaciones
- Admi de NegociosDocumento6 páginasAdmi de NegociosgianellabrimAún no hay calificaciones
- Manual PLUS 500Documento7 páginasManual PLUS 500Can Pipa SLAún no hay calificaciones
- Caratulas Libreton Basico N4 PDFDocumento6 páginasCaratulas Libreton Basico N4 PDFPerla DavilaAún no hay calificaciones
- Informe Carvajal A InversionistasDocumento16 páginasInforme Carvajal A InversionistasJuan Sebastian Leyton ZabaletaAún no hay calificaciones
- Los Economistas Clásicos Del Siglo XVIIIDocumento15 páginasLos Economistas Clásicos Del Siglo XVIIIAghata RogueAún no hay calificaciones
- Ejercicios Especiales - Micro 1)Documento15 páginasEjercicios Especiales - Micro 1)miri111Aún no hay calificaciones
- Archivologocompendio 2022318141619 RemovedDocumento12 páginasArchivologocompendio 2022318141619 RemovedAna Lucia Bustos TorresAún no hay calificaciones
- Manual Clase SGCDocumento15 páginasManual Clase SGCJOSE LUIS BRAVOAún no hay calificaciones
- Cheque ExposicionDocumento29 páginasCheque ExposicionJonathan Daniel SalgueiroAún no hay calificaciones
- Restaurante Picapiedra FinalDocumento37 páginasRestaurante Picapiedra FinalYulieth Alejandra Moreno GutierrezAún no hay calificaciones
- Pérdida de Inventarios TESISDocumento9 páginasPérdida de Inventarios TESISLEONARD ALEJANDRO ORTIZ SORIANOAún no hay calificaciones
- Contabilidad Por Áreas de ResponsabilidadDocumento2 páginasContabilidad Por Áreas de ResponsabilidadEmmanuel Hdez DguezAún no hay calificaciones
- Capitulo 1 Del MonograficoDocumento47 páginasCapitulo 1 Del MonograficoCastillo CastilloAún no hay calificaciones
- Caso Practico de Unidad 2, Distribucion Comercial, JOSE ROMANDocumento8 páginasCaso Practico de Unidad 2, Distribucion Comercial, JOSE ROMANhenry fernandezAún no hay calificaciones
- UNIDAD GestionDocumento10 páginasUNIDAD GestionGina Marcela Herrera GutierrezAún no hay calificaciones
- Precio de Vaciar Un Piso en GRANOLLERS 936 940 851Documento18 páginasPrecio de Vaciar Un Piso en GRANOLLERS 936 940 851copasuper146Aún no hay calificaciones
- Escuela MercantilistaDocumento23 páginasEscuela Mercantilistaeunicecruz629Aún no hay calificaciones
- Almacén de BarrioDocumento5 páginasAlmacén de BarrioAnselma MartinezAún no hay calificaciones
- Business Consulting Norandino-RomeroDocumento102 páginasBusiness Consulting Norandino-RomeroelvisgonzalesarceAún no hay calificaciones
- Casos Civil IVDocumento3 páginasCasos Civil IVEricka Xiomara RiveraAún no hay calificaciones
- LEGISLACIONDocumento12 páginasLEGISLACIONIsabel Cristina HENAO JARAMILLOAún no hay calificaciones
- Ejer 1 A Continuación, Se Presentan Las Cuentas de Town and Country Realty para El Año, Del 01 de Enero Al 31 de Diciembre de 2020.Documento3 páginasEjer 1 A Continuación, Se Presentan Las Cuentas de Town and Country Realty para El Año, Del 01 de Enero Al 31 de Diciembre de 2020.Rene Francisco EscobarAún no hay calificaciones
- Apuntes DerechoSem08 C01-ComercialEspecial FelipeSantosDiazDocumento12 páginasApuntes DerechoSem08 C01-ComercialEspecial FelipeSantosDiazJAIRO WILCHEZAún no hay calificaciones