También podría gustarte
- Análisis de Caso Fallas en Proceso de Inyección de Plástico - Cristian Moises Gonzalez Bernal - Juan Sebastian Rodríguez VillegasDocumento7 páginasAnálisis de Caso Fallas en Proceso de Inyección de Plástico - Cristian Moises Gonzalez Bernal - Juan Sebastian Rodríguez VillegasJhon SmithAún no hay calificaciones
- Informe Moldeo Por SopladoDocumento19 páginasInforme Moldeo Por SopladoNeiser SalasAún no hay calificaciones
- Proceso de extrusión de película sopladaDocumento7 páginasProceso de extrusión de película sopladaGustavo Ruiz Angelo100% (1)
- Extrusora PDFDocumento69 páginasExtrusora PDFMarvin Gonzales Mestanza100% (2)
- Moldeo por soplado de piezas huecasDocumento21 páginasMoldeo por soplado de piezas huecasAlejandro LoyolaAún no hay calificaciones
- Industria Del PolipropilenoDocumento27 páginasIndustria Del PolipropilenoTemuco Seminarios100% (1)
- Conformado de Polimeros TermoplásticosDocumento15 páginasConformado de Polimeros TermoplásticosHumberto Garcia CedilloAún no hay calificaciones
- Proceso Frijol SoyaDocumento12 páginasProceso Frijol SoyaDavid BermudezAún no hay calificaciones
- Proceso de Extrusión de Barras Cuadradas de PlasticoDocumento14 páginasProceso de Extrusión de Barras Cuadradas de PlasticoCristhian Garcia LopezAún no hay calificaciones
- Parámetros Clave A Considerar Durante El Procesamiento Del PETDocumento6 páginasParámetros Clave A Considerar Durante El Procesamiento Del PETplasticos_jfm6580Aún no hay calificaciones
- Plástico en MéxicoDocumento12 páginasPlástico en MéxicoLibna Velazquez WilkersonAún no hay calificaciones
- Envases PlasticosDocumento195 páginasEnvases Plasticosdiegosaro23100% (1)
- Moldeo por inyección: Características y cálculo de fuerza de cierreDocumento31 páginasMoldeo por inyección: Características y cálculo de fuerza de cierreMoisés Vázquez ToledoAún no hay calificaciones
- Tema 1-2a - TMM - Conformado de MaterialesDocumento90 páginasTema 1-2a - TMM - Conformado de MaterialesOscar OcañoAún no hay calificaciones
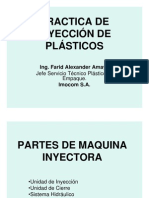
- Práctica de InyecciónDocumento28 páginasPráctica de InyecciónDavid DonaldsonAún no hay calificaciones
- Industria del plástico en México y el mundoDocumento4 páginasIndustria del plástico en México y el mundovictor ramirezAún no hay calificaciones
- Cartas de Control para Atributos PDFDocumento24 páginasCartas de Control para Atributos PDFPedro Taboada RiveraAún no hay calificaciones
- PELETSDocumento27 páginasPELETSSofia Manuel CalvaAún no hay calificaciones
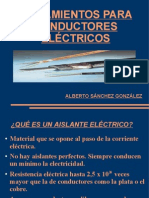
- Aislamientos de Conductores EléctricosDocumento27 páginasAislamientos de Conductores EléctricosAlberto Sánchez GonzálezAún no hay calificaciones
- Procesos de InyeccionDocumento28 páginasProcesos de InyeccionCèsar TobarAún no hay calificaciones
- TermoconformadoDocumento11 páginasTermoconformadoJuly MasacheAún no hay calificaciones
- Moldeo Por SopladoDocumento9 páginasMoldeo Por SopladoBetsabe AndarciaAún no hay calificaciones
- EspumantesDocumento29 páginasEspumantesLuis PaterninaAún no hay calificaciones
- Catalogo ExtrusionDocumento10 páginasCatalogo ExtrusionJesson RodríguezAún no hay calificaciones
- Aditivos en El PVC PDFDocumento8 páginasAditivos en El PVC PDFpabloAún no hay calificaciones
- El Proceso de Extrusión Del PlásticoDocumento17 páginasEl Proceso de Extrusión Del Plásticozers ramirezAún no hay calificaciones
- Pruebas plásticos propiedadesDocumento2 páginasPruebas plásticos propiedadesPolly LuneAún no hay calificaciones
- Medidores de ExtrusiónDocumento6 páginasMedidores de ExtrusiónMauricio NicolásAún no hay calificaciones
- Guía técnica de extrusión de películaDocumento64 páginasGuía técnica de extrusión de películaDiego Luis Monsalve Sánchez100% (1)
- Calidad TotalDocumento7 páginasCalidad TotalanalyAún no hay calificaciones
- Moldeo Por SopladoDocumento19 páginasMoldeo Por SopladoRoyner Castro PerezAún no hay calificaciones
- TermoformadoDocumento18 páginasTermoformadojacinto alonsoAún no hay calificaciones
- Rotomoldeo 2006Documento27 páginasRotomoldeo 2006Gyöngyi Anna SchveblAún no hay calificaciones
- Mezcla y Dosificación de Resinas PDFDocumento30 páginasMezcla y Dosificación de Resinas PDFBrenda NoemiAún no hay calificaciones
- Extrusión de Película CastDocumento11 páginasExtrusión de Película CastYanetAún no hay calificaciones
- Secado de ResinasDocumento8 páginasSecado de ResinasJorge Luis García EliseaAún no hay calificaciones
- Moldeo por compresión prototipo prensa hidráulicaDocumento25 páginasMoldeo por compresión prototipo prensa hidráulicaarturoAún no hay calificaciones
- Fundición y Moldeo de PlasticoDocumento31 páginasFundición y Moldeo de PlasticoJoao Emmanuel Sanchez Gonzalez100% (2)
- EXTRUSORAS PARA LA FABRICACIÓN DE PELÍCULAS DE POLIETILENODocumento21 páginasEXTRUSORAS PARA LA FABRICACIÓN DE PELÍCULAS DE POLIETILENODarwin Lenin Iza PradoAún no hay calificaciones
- Cartas de Control para VariablesDocumento11 páginasCartas de Control para VariablesFabricio CalapiñaAún no hay calificaciones
- Preformas PetDocumento4 páginasPreformas PetFernando CuautleAún no hay calificaciones
- Cómo Optimizar El Proceso de Extrusión de PELBDDocumento9 páginasCómo Optimizar El Proceso de Extrusión de PELBDDiego Mauricio Flores HerbasAún no hay calificaciones
- Rotomoldeo Cap 04 BajaDocumento14 páginasRotomoldeo Cap 04 BajaPombo SantiagoAún no hay calificaciones
- Utilización de Preforms de PET Después de CalentadasDocumento115 páginasUtilización de Preforms de PET Después de CalentadasOsmany Enriquez QuintanaAún no hay calificaciones
- MolInyPlasDocumento27 páginasMolInyPlasmaloga_1Aún no hay calificaciones
- Lamina 1079604910Documento1 páginaLamina 1079604910Johnny Diaz VargasAún no hay calificaciones
- Diccionario Del Plástico v2.2 (1convenciones) PDF-Desbloqueado-Para-Imprimir-ó-Editar-Jcastillo666-Y2K PDFDocumento20 páginasDiccionario Del Plástico v2.2 (1convenciones) PDF-Desbloqueado-Para-Imprimir-ó-Editar-Jcastillo666-Y2K PDFjcastillo666Aún no hay calificaciones
- Proceso de extrusión enDocumento92 páginasProceso de extrusión enAngelo AragonAún no hay calificaciones
- Tema8 PlasticosDocumento10 páginasTema8 PlasticosAndreita GmAún no hay calificaciones
- Tema 3 Indicadores-De-CalidadDocumento17 páginasTema 3 Indicadores-De-CalidadRobin BerrioAún no hay calificaciones
- Descripción de La Técnica de Moldeo Por CompresiónDocumento4 páginasDescripción de La Técnica de Moldeo Por CompresiónLinibeth UrdanetaAún no hay calificaciones
- Procesos de fabricación de productos a base de polímerosDocumento10 páginasProcesos de fabricación de productos a base de polímerosMarco Antonio Santiago GarciaAún no hay calificaciones
- Procedimiento Seguro de TrabajoDocumento16 páginasProcedimiento Seguro de TrabajoMark Gonzalez OchoaAún no hay calificaciones
- Práctica RotomoldeoDocumento12 páginasPráctica RotomoldeoCésarAún no hay calificaciones
- Diseño Soplado A ExponerDocumento180 páginasDiseño Soplado A ExponerRA Javier100% (2)
- PolimerosDocumento87 páginasPolimerosMaria Fernanda Cardenas BustamanteAún no hay calificaciones
- Presentacion Biopolimeros PDFDocumento70 páginasPresentacion Biopolimeros PDFLuisMirkoAún no hay calificaciones
- Clase 2511 Parte ADocumento5 páginasClase 2511 Parte AcarlosAún no hay calificaciones
- Polimeros Unidad7 Eduardozamudio.Documento34 páginasPolimeros Unidad7 Eduardozamudio.Eduardo ZamudioAún no hay calificaciones
- Guias ResueltasDocumento43 páginasGuias ResueltasChristian OrtizAún no hay calificaciones
- Procesos de fundición con poliestireno expandido EPSDocumento7 páginasProcesos de fundición con poliestireno expandido EPSShirley Alexa Ortega MojicaAún no hay calificaciones
- Características de Las Materias Primas UsadasDocumento10 páginasCaracterísticas de Las Materias Primas UsadasHaydee ContrerasAún no hay calificaciones
- Tema 1c Caracteristicas de Los PolimerosDocumento33 páginasTema 1c Caracteristicas de Los PolimerosGianfrancoAún no hay calificaciones
- Moldeo Por InyeccionDocumento8 páginasMoldeo Por InyeccionGianfrancoAún no hay calificaciones
- POSTEXTRUSIONDocumento14 páginasPOSTEXTRUSIONGianfrancoAún no hay calificaciones
- Proceso de extrusión soplado para fabricación de envases plásticosDocumento6 páginasProceso de extrusión soplado para fabricación de envases plásticosGianfrancoAún no hay calificaciones
- Propiedades de la lignina y sus usos en la industria farmacéuticaDocumento8 páginasPropiedades de la lignina y sus usos en la industria farmacéuticaGianfrancoAún no hay calificaciones
- Reducción de Tamaño de PartículaDocumento14 páginasReducción de Tamaño de PartículaGianfrancoAún no hay calificaciones
- Especificaciones Tecnicas de Materiales 69KVDocumento41 páginasEspecificaciones Tecnicas de Materiales 69KVDavid CastroAún no hay calificaciones
- Métodos para evitar agrietamiento en extrusiónDocumento4 páginasMétodos para evitar agrietamiento en extrusiónJosué David SarabiaAún no hay calificaciones
- Manual ExtrusionDocumento60 páginasManual ExtrusionLuis Casas100% (1)
- Operaciones de corte y conformado de metales mediante extrusiónDocumento18 páginasOperaciones de corte y conformado de metales mediante extrusiónOlger Valencia100% (1)
- Creality Agosto 29Documento4 páginasCreality Agosto 29Martin GarciaAún no hay calificaciones
- Informe Del ProyectoCalculoIntegral-GrupoNº2Documento21 páginasInforme Del ProyectoCalculoIntegral-GrupoNº2Nicole FortisAún no hay calificaciones
- FundicionDocumento13 páginasFundicionMonserrat UribeAún no hay calificaciones
- Geomebrana ProcedimientoDocumento4 páginasGeomebrana ProcedimientoErickn RamirezAún no hay calificaciones
- ForjadoDocumento10 páginasForjadoEmilio GarcíaAún no hay calificaciones
- S10.s2 - OUPI Polimeros y PlasticosDocumento22 páginasS10.s2 - OUPI Polimeros y PlasticosErik victor Anchivilca ZavaletaAún no hay calificaciones
- CMI 2018A G2 D6 Chilig VillacisDocumento5 páginasCMI 2018A G2 D6 Chilig VillacisFernando ChiligAún no hay calificaciones
- PRCDocumento10 páginasPRCFernando CorderoAún no hay calificaciones
- Manufactura materiales no metálicosDocumento6 páginasManufactura materiales no metálicosPérez González Marcos de JesúsAún no hay calificaciones
- Materiales no metálicosDocumento25 páginasMateriales no metálicosEdgar Hernandez Arrieta100% (1)
- Extrusión y Estirado de Barras y AlambresDocumento18 páginasExtrusión y Estirado de Barras y AlambresNairo MejiaAún no hay calificaciones
- Formato Excel AMEF Ingenio EmpresaDocumento4 páginasFormato Excel AMEF Ingenio EmpresaEmily DuranAún no hay calificaciones
- Expo Procesos de ManufacturaDocumento30 páginasExpo Procesos de ManufacturaLuis CarlosAún no hay calificaciones
- Presentación Materiales CerámicosDocumento22 páginasPresentación Materiales CerámicosKyaputen TɵníAún no hay calificaciones
- Ejercicios básicos SolidworksDocumento12 páginasEjercicios básicos Solidworkselkakon13Aún no hay calificaciones
- Proceso de Formado (Juan Agudelo)Documento13 páginasProceso de Formado (Juan Agudelo)Juan AgudeloAún no hay calificaciones
- ExtrusionDocumento19 páginasExtrusionYessi Reckziegel100% (1)
- Tarea 4Documento11 páginasTarea 4DEBORA ABIGAIL CORONADO GARCIAAún no hay calificaciones
- Proceso de Deformación PlásticaDocumento4 páginasProceso de Deformación PlásticaDomingoj. SeguraAún no hay calificaciones
- Normativa DVS 2225-1Documento2 páginasNormativa DVS 2225-1Roberto Gomez R.Aún no hay calificaciones
- Equipos para Extrusión PDFDocumento44 páginasEquipos para Extrusión PDFCristhian AndresAún no hay calificaciones
- Procesos de Conformado de Metales (Clase)Documento65 páginasProcesos de Conformado de Metales (Clase)cirellio67% (3)
- Catalogo 6000 V02Documento38 páginasCatalogo 6000 V02Gerardo Gonzalez MAún no hay calificaciones
- Aglomeración de SolidosDocumento43 páginasAglomeración de Solidosandm9100% (1)
- 06 Soldadura Por ExtrusionDocumento12 páginas06 Soldadura Por ExtrusionDorados Mining CeproingAún no hay calificaciones