También podría gustarte
- El ABC de moldes, troqueles y dispositivos: Una industria en expansiónDe EverandEl ABC de moldes, troqueles y dispositivos: Una industria en expansiónAún no hay calificaciones
- Caso de EstudioDocumento4 páginasCaso de EstudioUATH MILAGRO0% (1)
- 6 KenyiDocumento6 páginas6 KenyijohndyAún no hay calificaciones
- 1 Caso Practico Hank Kolb-Dir de Aseguramiento de La CalidadDocumento8 páginas1 Caso Practico Hank Kolb-Dir de Aseguramiento de La CalidadHanny100% (4)
- Replanteando la seguridad de las manos: Mitos, verdades y prácticas comprobadasDe EverandReplanteando la seguridad de las manos: Mitos, verdades y prácticas comprobadasAún no hay calificaciones
- Procedimiento de Instalacion de Piso FlotanteDocumento5 páginasProcedimiento de Instalacion de Piso Flotantefelipe villagranAún no hay calificaciones
- Caso CalidadDocumento8 páginasCaso CalidadPablo Esteban Corrales Monge0% (1)
- El Nuevo Director de CalidadDocumento5 páginasEl Nuevo Director de CalidadLuis norberto Sanmartin Sanchez50% (2)
- Casos - Nuevo Director de Calidad en GRX 2019 IIDocumento3 páginasCasos - Nuevo Director de Calidad en GRX 2019 IIIsaac López MontealvoAún no hay calificaciones
- Caso Hank Kolb Director de Aseguramiento de CalidadDocumento9 páginasCaso Hank Kolb Director de Aseguramiento de Calidaddaniel fernandoAún no hay calificaciones
- Caso Paul CheslerDocumento3 páginasCaso Paul CheslerAlexis GamarraAún no hay calificaciones
- Caso Operaciones 7Documento3 páginasCaso Operaciones 7Daniel Perez100% (1)
- El Director de Calidad MarioDocumento5 páginasEl Director de Calidad MarioEliaz PrezAún no hay calificaciones
- Caso Director de Calidad. Entregable FinalDocumento7 páginasCaso Director de Calidad. Entregable FinalHelder CruzAún no hay calificaciones
- Caso 2Documento12 páginasCaso 2Gesmar Leonardo MuñozAún no hay calificaciones
- El Director de CalidadDocumento7 páginasEl Director de CalidadEliezer MartínezAún no hay calificaciones
- 56 F 2 F 5Documento16 páginas56 F 2 F 5Juan Sebastian DiazAún no hay calificaciones
- Caso Nuevo Director de CalidadDocumento3 páginasCaso Nuevo Director de CalidadJamer Santillan RuizAún no hay calificaciones
- Caso de Estudio 1Documento3 páginasCaso de Estudio 1Ana Yancy DiaZAún no hay calificaciones
- El Nuevo Director de Calidad-1Documento7 páginasEl Nuevo Director de Calidad-1Ema MendozaAún no hay calificaciones
- 07 Caso Chuck Morris Director de Calida de Lux S.A.Documento3 páginas07 Caso Chuck Morris Director de Calida de Lux S.A.Fernando Stifler C-lAún no hay calificaciones
- El Director de CalidadDocumento3 páginasEl Director de Calidaddperalta523Aún no hay calificaciones
- Logistica EjerciciosDocumento4 páginasLogistica EjerciciosJavier RomeroAún no hay calificaciones
- Examen Final ProcesoDocumento6 páginasExamen Final Procesofredy floresAún no hay calificaciones
- Caso Calidad o CantidadDocumento3 páginasCaso Calidad o CantidadJona MerinoAún no hay calificaciones
- Caso de EstudioDocumento4 páginasCaso de EstudioMARIA ELENA RAMOS DE LA OSSAAún no hay calificaciones
- Caso de EstudioDocumento9 páginasCaso de EstudioRayzaSolange0% (1)
- Paul Chesler Estaba Silvando Mientras Se Dirigía A Su Oficina y Un Se Sentía Un Poco Extraño Desde Que Lo Habían Contratado Como Director de Control de CalidadDocumento4 páginasPaul Chesler Estaba Silvando Mientras Se Dirigía A Su Oficina y Un Se Sentía Un Poco Extraño Desde Que Lo Habían Contratado Como Director de Control de CalidadJose Carlos Albañil MogollonAún no hay calificaciones
- DD132 CP CO Esp - v0r0Documento5 páginasDD132 CP CO Esp - v0r0Maria Jose Chiriboga MuñozAún no hay calificaciones
- Francis Perez-Actividad Caso Practico ISODocumento10 páginasFrancis Perez-Actividad Caso Practico ISORAUL FRANCIS PEREZ TATAMUESAún no hay calificaciones
- Caso Hank Kolb Director de Garantia de C PDFDocumento2 páginasCaso Hank Kolb Director de Garantia de C PDFalberto123457Aún no hay calificaciones
- Caso de IntroducciónDocumento5 páginasCaso de IntroducciónDusting Oreamuno ÁlvarezAún no hay calificaciones
- CASO 4 - Grupo 4Documento19 páginasCASO 4 - Grupo 4eisaacmaxAún no hay calificaciones
- 6 KenyiDocumento4 páginas6 KenyiHenry TaboadaAún no hay calificaciones
- Tarea Caso04 - Grupo04Documento16 páginasTarea Caso04 - Grupo04eisaacmaxAún no hay calificaciones
- Tarea IshikawaDocumento4 páginasTarea IshikawavictorAún no hay calificaciones
- TR 1Documento12 páginasTR 1Eliezer MartínezAún no hay calificaciones
- 2011-04-29 CasoHankKolbDocumento2 páginas2011-04-29 CasoHankKolbCatevario NegroAún no hay calificaciones
- Caso HBS Hank Kolb PDFDocumento3 páginasCaso HBS Hank Kolb PDFMarlon Fast LunaAún no hay calificaciones
- CasoDocumento4 páginasCasomargaritabergantinogmail.comAún no hay calificaciones
- Asignación No. 17 - Caso Espina de PescadoDocumento7 páginasAsignación No. 17 - Caso Espina de PescadoEdwin De León100% (1)
- Caso de EstudioDocumento2 páginasCaso de EstudioGustavo AcostaAún no hay calificaciones
- Asignación Caso Espina de PescadoDocumento11 páginasAsignación Caso Espina de PescadoPirotécnica ZaritzaAún no hay calificaciones
- Caso Hand HoldDocumento4 páginasCaso Hand HoldmagotanAún no hay calificaciones
- Caso La Alegría de KenyiDocumento2 páginasCaso La Alegría de KenyianghelaAún no hay calificaciones
- Taller Caso Hank y Taller Empresa A B CDocumento7 páginasTaller Caso Hank y Taller Empresa A B CvictorAún no hay calificaciones
- Caso Hank KolbDocumento3 páginasCaso Hank KolbAlan Tapia VillaranAún no hay calificaciones
- Hank-Kolb Caso2Documento2 páginasHank-Kolb Caso2meryAún no hay calificaciones
- Activdad Ishikawa Caso de EstudioDocumento2 páginasActivdad Ishikawa Caso de EstudioCerdo VoladorAún no hay calificaciones
- ADMOPE - Caso Práctico N.03Documento3 páginasADMOPE - Caso Práctico N.03Santos Janns0% (1)
- Hank Kolb Director de Control de CalidadDocumento3 páginasHank Kolb Director de Control de CalidadGerardo Ferrufino MidenceAún no hay calificaciones
- 01 - Caso 1 - Hank KolbDocumento2 páginas01 - Caso 1 - Hank KolbMarvi HarsiAún no hay calificaciones
- Caso 1 Hank Kolb Director de Aseguramiento de La CalidadDocumento4 páginasCaso 1 Hank Kolb Director de Aseguramiento de La CalidadHe Yu AnAún no hay calificaciones
- Dd132-Caso El PrácticoDocumento12 páginasDd132-Caso El PrácticoGolden JumpAún no hay calificaciones
- Análisis de Control de Calidad en Una Empresa PanificadoraDocumento5 páginasAnálisis de Control de Calidad en Una Empresa PanificadoraYasmin ManteroAún no hay calificaciones
- Caso PracticoDocumento2 páginasCaso Practico2SistersC7 Jhoelys & Jhoanne&MomYurelysAún no hay calificaciones
- Cómo sacar a su empresa de una crisis. Lo que funcionaDe EverandCómo sacar a su empresa de una crisis. Lo que funcionaCalificación: 4 de 5 estrellas4/5 (1)
- Aquanica-POES Seguridad Del AguaDocumento5 páginasAquanica-POES Seguridad Del AguaFredyAún no hay calificaciones
- 04mintzberg SEMANA 2Documento9 páginas04mintzberg SEMANA 2FredyAún no hay calificaciones
- Capacitación Básica Monitoreo 28042016 PDFDocumento24 páginasCapacitación Básica Monitoreo 28042016 PDFFredyAún no hay calificaciones
- Manual Revisión Mecánica de VehículosDocumento100 páginasManual Revisión Mecánica de VehículosFredyAún no hay calificaciones
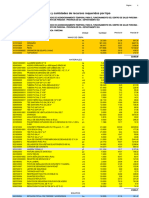
- Listado de Materiales e Insumos Losa Centro de SaludDocumento15 páginasListado de Materiales e Insumos Losa Centro de SaludRAMON ASCENCIOAún no hay calificaciones
- PET-SEL-MPIY-044 - Mantenimiento Instrumentación de PlantaDocumento11 páginasPET-SEL-MPIY-044 - Mantenimiento Instrumentación de PlantaJesus BedoyaAún no hay calificaciones
- Plan de Trabajo Del EstudianteDocumento30 páginasPlan de Trabajo Del EstudianteJavi FloresAún no hay calificaciones
- (M1-E1) Evaluación (Prueba) 4 - Sistema Contable Financiero IIIDocumento13 páginas(M1-E1) Evaluación (Prueba) 4 - Sistema Contable Financiero IIIMarcelo MusrriAún no hay calificaciones
- Ejercicio Resuelto ProductividadDocumento2 páginasEjercicio Resuelto Productividadabdelilah el kaychouhiAún no hay calificaciones
- Contraseñas 505JTDocumento32 páginasContraseñas 505JTNidia Gongora GalvisAún no hay calificaciones
- Expediente Tecnico Cuyaghuain - Santa Ana de Tusi PDFDocumento181 páginasExpediente Tecnico Cuyaghuain - Santa Ana de Tusi PDFEnrique Cabello IzaguirreAún no hay calificaciones
- Act12 CFDocumento4 páginasAct12 CFFederico RochaAún no hay calificaciones
- Estados Unidos en El Período de EntreguerrasDocumento8 páginasEstados Unidos en El Período de EntreguerrasMario MiñoAún no hay calificaciones
- Tarea 3 Unidad 2 - Variables MacroeconomicasDocumento13 páginasTarea 3 Unidad 2 - Variables Macroeconomicashector polancoAún no hay calificaciones
- Describa La Estrategia y Tácticas de La EBI en 1990Documento3 páginasDescriba La Estrategia y Tácticas de La EBI en 1990Cesi Ardon100% (1)
- Política de Industrialización UNIDAD IIDocumento2 páginasPolítica de Industrialización UNIDAD IILeo Dan cruzAún no hay calificaciones
- Actividad de Aprendizaje 3 Evidencia 1Documento6 páginasActividad de Aprendizaje 3 Evidencia 1rocio rojasAún no hay calificaciones
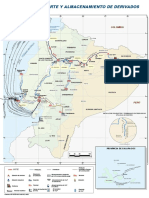
- Mapa de Transporte y Almacenamiento de DerivadosDocumento2 páginasMapa de Transporte y Almacenamiento de DerivadosfreddyAún no hay calificaciones
- S2 Contenido Admcs1102Documento22 páginasS2 Contenido Admcs1102Marcelo FigueroaAún no hay calificaciones
- Balance Inicial EjercicioDocumento4 páginasBalance Inicial EjercicioLeonardo PinzonAún no hay calificaciones
- Ficha Tecnica Na-180-1ulDocumento3 páginasFicha Tecnica Na-180-1ulDanilo Olmedo ArmoaAún no hay calificaciones
- 123 110320201a407doc InformativoDocumento8 páginas123 110320201a407doc InformativoBenz ZeonAún no hay calificaciones
- DGCIA - Taller para La Gestión de RNEDocumento38 páginasDGCIA - Taller para La Gestión de RNENico CincoAún no hay calificaciones
- Razas BobinasDocumento60 páginasRazas BobinasSumaAún no hay calificaciones
- Team 2 Tooling Industrial SolutionDocumento7 páginasTeam 2 Tooling Industrial SolutionAngela Partida SalinasAún no hay calificaciones
- A9 Eq2Documento38 páginasA9 Eq2Ramon MoronesAún no hay calificaciones
- Formato Entrega de Informe 2Documento5 páginasFormato Entrega de Informe 2Marly BarbosaAún no hay calificaciones
- Plantilla de PanaderiaDocumento51 páginasPlantilla de PanaderiaAlex Eduardo Miranda HuamanAún no hay calificaciones
- Fertilidad SuelosDocumento9 páginasFertilidad SuelosDaniel Sandoval RojasAún no hay calificaciones
- Ofertas de Empleo 1a Octubre Styfe-01102020Documento16 páginasOfertas de Empleo 1a Octubre Styfe-01102020JavierAún no hay calificaciones
- Maldición de Los Recursos Naturales y Enfermedad HolandesaDocumento2 páginasMaldición de Los Recursos Naturales y Enfermedad Holandesaandrea pardoAún no hay calificaciones
- Proceso de Carque y DescargueDocumento1 páginaProceso de Carque y DescargueWilmer RoaAún no hay calificaciones
- Debilidad RecomendaciónDocumento13 páginasDebilidad RecomendaciónRoberto VargasAún no hay calificaciones