También podría gustarte
- Balance de materia orientado a procesosDe EverandBalance de materia orientado a procesosAún no hay calificaciones
- Plantas piloto de tratamiento de agua potable y agua residualDe EverandPlantas piloto de tratamiento de agua potable y agua residualCalificación: 5 de 5 estrellas5/5 (1)
- Sauce For The Goose - EspañolDocumento12 páginasSauce For The Goose - EspañolPECH8650% (2)
- Mi Ensayo DESTILACIÓNDocumento10 páginasMi Ensayo DESTILACIÓNLupita Rivas100% (1)
- Destilacion AzeotropicaDocumento11 páginasDestilacion Azeotropicacristhian Alexis0% (1)
- Recuperacion de Acetona Desde Una Corriente de AireDocumento13 páginasRecuperacion de Acetona Desde Una Corriente de AireDaniel RodríguezAún no hay calificaciones
- Estatus ácido-base: Conceptos, desequilibrios e interpretaciónDe EverandEstatus ácido-base: Conceptos, desequilibrios e interpretaciónAún no hay calificaciones
- Práctica5.2Reacciónde EsterificaciónDocumento3 páginasPráctica5.2Reacciónde Esterificaciónedison100% (1)
- Fundamentos de Aplicaciones en Electromagnetismo - 5ed - UlabyDocumento467 páginasFundamentos de Aplicaciones en Electromagnetismo - 5ed - UlabyAnonymous t7iY7U2100% (1)
- Deshidratacion de Alcohol PDFDocumento11 páginasDeshidratacion de Alcohol PDFCindy CarolinaAún no hay calificaciones
- Articulo TraducidoDocumento10 páginasArticulo TraducidoLucia Medina PimentelAún no hay calificaciones
- Investigacion 4Documento8 páginasInvestigacion 4Grecia muñozAún no hay calificaciones
- Producto Acreditable FinalDocumento31 páginasProducto Acreditable FinalAbraham EdwinAún no hay calificaciones
- Alcohol AnhidroDocumento8 páginasAlcohol AnhidroPaul Carly Duche ChaguayAún no hay calificaciones
- Destilación Extractiva PDFDocumento8 páginasDestilación Extractiva PDFDavid Ponce RochaAún no hay calificaciones
- Taller 3 AGL Estudiantes FAVDocumento4 páginasTaller 3 AGL Estudiantes FAVCintia Andrade MoóAún no hay calificaciones
- 7 - Destilación.-2Documento12 páginas7 - Destilación.-2marcos beltranAún no hay calificaciones
- Síntesis de Los Trenes de SeparaciónDocumento79 páginasSíntesis de Los Trenes de SeparaciónAlex Agualema100% (1)
- Deshidratacion de EtanolDocumento12 páginasDeshidratacion de EtanolChris Blackmore LongoriaAún no hay calificaciones
- Síntesis de Trenes de SeparaciónDocumento6 páginasSíntesis de Trenes de SeparaciónDaniela Salomé Freire ZapataAún no hay calificaciones
- Extraccion Liquido-LiquidoDocumento56 páginasExtraccion Liquido-LiquidokarenAún no hay calificaciones
- Optimización de Un Tren de Destilación para La Obtención de Neutral SpiritsDocumento11 páginasOptimización de Un Tren de Destilación para La Obtención de Neutral SpiritsRocio BedogniAún no hay calificaciones
- Actividad Virtual 2Documento4 páginasActividad Virtual 2Aris Pamela Nájera GuerraAún no hay calificaciones
- Extracción Líquido-LíquidoDocumento57 páginasExtracción Líquido-Líquidojjurado183100% (1)
- Destilación ContinuaDocumento15 páginasDestilación ContinuaJuliana CastroAún no hay calificaciones
- Destilacion de EtanolDocumento6 páginasDestilacion de EtanolromeroanaAún no hay calificaciones
- Destilacion Fraccionada FinalDocumento5 páginasDestilacion Fraccionada FinalLuisis321Aún no hay calificaciones
- Traduccion PIA Separacion MetilmetacrilatoDocumento7 páginasTraduccion PIA Separacion MetilmetacrilatoClaudia CelestinoAún no hay calificaciones
- Extracción LíquidoDocumento53 páginasExtracción LíquidoJefferson Andres Gonzales MontealegreAún no hay calificaciones
- Cuestionario DestilazionDocumento16 páginasCuestionario DestilazionJonatan NinaAún no hay calificaciones
- Obtecion de Acetato IsopropilicoDocumento31 páginasObtecion de Acetato IsopropilicoHomero Ulloa100% (1)
- Rectificación Del AlcoholDocumento6 páginasRectificación Del AlcoholJhonathan Cutipa QuispeAún no hay calificaciones
- Separación Convencional de FluidosDocumento5 páginasSeparación Convencional de FluidosjorgeAún no hay calificaciones
- Destilación ExtractivaDocumento11 páginasDestilación ExtractivaMaria P Espinosa67% (3)
- Extractor ScheibelDocumento3 páginasExtractor ScheibelNairim Tiem100% (1)
- Resumen DestilacionDocumento4 páginasResumen DestilacionEdison Anguieta FuentesAún no hay calificaciones
- Mezclas AzeotropicasDocumento11 páginasMezclas AzeotropicasJimena Vargas EspinozaAún no hay calificaciones
- Cuestionario 3Documento3 páginasCuestionario 3Silver NicaraguaAún no hay calificaciones
- Sistemas TernariosDocumento10 páginasSistemas TernariosJosé M Yanez MAún no hay calificaciones
- Laboratorio N.° 6 - DestilaciónDocumento26 páginasLaboratorio N.° 6 - DestilacióncaletoxiAún no hay calificaciones
- Tren de DestilaciónDocumento4 páginasTren de DestilaciónPauli BerrinoAún no hay calificaciones
- Ejercicios Parcial 1Documento8 páginasEjercicios Parcial 1Rox CabreraAún no hay calificaciones
- Simulación de Un Arreglo de PetlyukDocumento17 páginasSimulación de Un Arreglo de PetlyukCarlos Felipe Rubio RodriguezAún no hay calificaciones
- Análisis Al Proceso de Deshidratación Del EtanolDocumento3 páginasAnálisis Al Proceso de Deshidratación Del EtanolDaniela OrtizAún no hay calificaciones
- Separacion de Agua y Etanol Con Benceno Exhibiendo La MultiplicidadDocumento5 páginasSeparacion de Agua y Etanol Con Benceno Exhibiendo La MultiplicidadGabriela GomezAún no hay calificaciones
- Mezclas AzeotrópicasDocumento7 páginasMezclas AzeotrópicasOdysseùs J. Rackzëller0% (1)
- Destilacion Extractiva Acetona MetanolDocumento6 páginasDestilacion Extractiva Acetona MetanolCatalina Naranjo SantaellaAún no hay calificaciones
- Diseño de Una Sección de Separación en Un Proceso de Etanol A ButanolDocumento16 páginasDiseño de Una Sección de Separación en Un Proceso de Etanol A ButanolPedro RamirezAún no hay calificaciones
- Paquetes de Producción de Etilbenceno - PDFDocumento21 páginasPaquetes de Producción de Etilbenceno - PDFYaneth Guzman MendozaAún no hay calificaciones
- Operaciones de Transferencia de Masa 2Documento21 páginasOperaciones de Transferencia de Masa 2Hiram Jimenez RosasAún no hay calificaciones
- Ejercicios Balance de Materia Sin Reaccion QuímicaDocumento4 páginasEjercicios Balance de Materia Sin Reaccion QuímicaleidyAún no hay calificaciones
- Destilación BinariaDocumento7 páginasDestilación Binariamariagabrielarivas9550% (4)
- Pro AcetonaDocumento8 páginasPro AcetonaValenthinaCamargoAún no hay calificaciones
- Destilación ContinuaDocumento5 páginasDestilación Continuaマリア アルゲタAún no hay calificaciones
- Produccion Del Etanol Anhidro Como Aditivo para La Gasolina A Partir de Caña de AzucarDocumento7 páginasProduccion Del Etanol Anhidro Como Aditivo para La Gasolina A Partir de Caña de AzucarmorozcoqAún no hay calificaciones
- Proyecto Final de Curso Operaciones de Transferencia de MasaDocumento43 páginasProyecto Final de Curso Operaciones de Transferencia de MasaCarlos Andres Alvarez SolarteAún no hay calificaciones
- Alcohol AbsolutoDocumento11 páginasAlcohol AbsolutoInés Beltrán100% (1)
- Destilación Simple y Fraccionada Punto de EbulliciónDocumento9 páginasDestilación Simple y Fraccionada Punto de Ebullición.:("*"BLacK BuLLeT"*"):.80% (5)
- Metodos de Obtencion Del EtanolDocumento2 páginasMetodos de Obtencion Del EtanolAldo SotoAún no hay calificaciones
- AlquilacionDocumento13 páginasAlquilacionFabiiola LabanaAún no hay calificaciones
- EXTRACCIÓN POR ARRASTRE DE VAPOR IDocumento24 páginasEXTRACCIÓN POR ARRASTRE DE VAPOR IverdeAún no hay calificaciones
- Deshidratación Con EtanolDocumento6 páginasDeshidratación Con EtanolAnonymous bKdZreEGvAún no hay calificaciones
- Reutilización de aguas residuales en la industria azucarera y AlcoholeraDe EverandReutilización de aguas residuales en la industria azucarera y AlcoholeraAún no hay calificaciones
- Practica 6.1Documento3 páginasPractica 6.1edisonAún no hay calificaciones
- Práctica4.Reacciónde Sustitución Electrofílica-1Documento3 páginasPráctica4.Reacciónde Sustitución Electrofílica-1edisonAún no hay calificaciones
- Práctica4.Reacciónde Sustitución Electrofílica-1Documento3 páginasPráctica4.Reacciónde Sustitución Electrofílica-1edisonAún no hay calificaciones
- EstadisticaDocumento2 páginasEstadisticaedisonAún no hay calificaciones
- Extraccion Soxhlet IntroduccionDocumento2 páginasExtraccion Soxhlet IntroduccionedisonAún no hay calificaciones
- PleiotropíaDocumento8 páginasPleiotropíaedisonAún no hay calificaciones
- CromatoDocumento40 páginasCromatoedisonAún no hay calificaciones
- Marcha Analitica de Grupos OrganicosDocumento2 páginasMarcha Analitica de Grupos OrganicosedisonAún no hay calificaciones
- Deber 4 (Variables Aleatorias Continuas)Documento4 páginasDeber 4 (Variables Aleatorias Continuas)edisonAún no hay calificaciones
- Deber 4 (Variables Aleatorias Continuas)Documento4 páginasDeber 4 (Variables Aleatorias Continuas)edisonAún no hay calificaciones
- 03 Deber Sistemas Con Reciclo (Sin Reacción)Documento5 páginas03 Deber Sistemas Con Reciclo (Sin Reacción)edisonAún no hay calificaciones
- Requisitos para La Entrega Del Taller de Diseño VDocumento4 páginasRequisitos para La Entrega Del Taller de Diseño VMirella Guimaray CastañedaAún no hay calificaciones
- Wefere ConcursoDocumento104 páginasWefere ConcursoyaniAún no hay calificaciones
- Problemas Propuestos Canales Simple (2) InvDocumento12 páginasProblemas Propuestos Canales Simple (2) InvAngelica OrtizAún no hay calificaciones
- Inecuaciones de Grado SuperiorDocumento8 páginasInecuaciones de Grado Superiormariluz villalobos gomezAún no hay calificaciones
- Gordon AllportDocumento6 páginasGordon AllportIván Miranda0% (1)
- Tesis JenniferamayaDocumento34 páginasTesis JenniferamayaJennifer AmayaAún no hay calificaciones
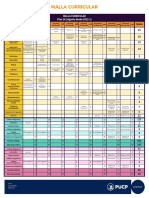
- Malla CurricularDocumento1 páginaMalla CurricularMajo Custodio SilvaAún no hay calificaciones
- Gestion de La Tecnologia y La InnovacionDocumento16 páginasGestion de La Tecnologia y La InnovacionEver ParedesAún no hay calificaciones
- Guia de Orientacion Concurso Docentes 2009Documento137 páginasGuia de Orientacion Concurso Docentes 2009lehernandezsuarez100% (2)
- El Itinerario de La FidelizaciónDocumento7 páginasEl Itinerario de La FidelizaciónJuan Manuel Mendoza MAún no hay calificaciones
- Test de Jordan y MasseyDocumento34 páginasTest de Jordan y MasseyDFReader100% (2)
- Los Usos Sociales de La Ciencia Pierre Bourdieu PDFDocumento72 páginasLos Usos Sociales de La Ciencia Pierre Bourdieu PDFAram Cabrera100% (4)
- Guía de Observación Sexta Sesión Inicial - Preescolar - Primaria - Tele - CAM FINAL AbrilDocumento7 páginasGuía de Observación Sexta Sesión Inicial - Preescolar - Primaria - Tele - CAM FINAL AbrilClaudia Adriana Hernandez SantiagoAún no hay calificaciones
- Limpieza de La Unidad Central de Proceso (C.p.u)Documento24 páginasLimpieza de La Unidad Central de Proceso (C.p.u)Paul Freire DiazAún no hay calificaciones
- Practica 1 PDFDocumento4 páginasPractica 1 PDFsrtaezAún no hay calificaciones
- Ebook Género Museos UAM PDFDocumento473 páginasEbook Género Museos UAM PDFಆರನ್ ಮಂಕು100% (1)
- El Método 1, La Naturaleza de La Naturaleza, Edgar MorinDocumento226 páginasEl Método 1, La Naturaleza de La Naturaleza, Edgar MorinSil Kol100% (1)
- Guía Taller Notación Científica.Documento3 páginasGuía Taller Notación Científica.Sandra E. Angulo Rey100% (2)
- 002 - Silabo Geologia Aplicada A La Ingenieria Civil NRC 2014 Marzo Julio 2019Documento8 páginas002 - Silabo Geologia Aplicada A La Ingenieria Civil NRC 2014 Marzo Julio 2019Evelyn Guaman OrtuñoAún no hay calificaciones
- Evaluación Educativa, Grupo 3Documento8 páginasEvaluación Educativa, Grupo 3zapata19nAún no hay calificaciones
- 88 Preguntas A Un NS ArgentinoDocumento16 páginas88 Preguntas A Un NS ArgentinoNicaro MochaAún no hay calificaciones
- Peso Especifico Del Cemento AsfalticoDocumento4 páginasPeso Especifico Del Cemento AsfalticoRamiro Junior100% (5)
- SINTAXISDocumento7 páginasSINTAXISleslie JohannAún no hay calificaciones
- Ejemplos de SigolismosDocumento3 páginasEjemplos de Sigolismoslubar56Aún no hay calificaciones
- Extensión Territorial GeografiaDocumento2 páginasExtensión Territorial GeografiaEstefany martinez PerezAún no hay calificaciones
- 2005 Resolucion 3367 Confeccion de POF PDFDocumento37 páginas2005 Resolucion 3367 Confeccion de POF PDFSer MonAún no hay calificaciones
- Comunicación PLC Simatic s7 Con LabviewDocumento11 páginasComunicación PLC Simatic s7 Con LabviewWagner Aguirre RiveraAún no hay calificaciones
- NavAstro LMederos Cap10Documento64 páginasNavAstro LMederos Cap10Ana SánchezAún no hay calificaciones