También podría gustarte
- Introduccion A La Fisica PDFDocumento38 páginasIntroduccion A La Fisica PDFDaniel Alejandro Plascencia RuizAún no hay calificaciones
- INFORME Simulación Conducción en Varios MaterialesDocumento14 páginasINFORME Simulación Conducción en Varios MaterialesRoger Davila VillarAún no hay calificaciones
- Elaboracion de Productos Carnicos - MortadelaDocumento40 páginasElaboracion de Productos Carnicos - MortadelaVega Viera Jhonâs Abner100% (1)
- Diagrama Del Proceso de AntipastoDocumento1 páginaDiagrama Del Proceso de AntipastoJorge GuzmánAún no hay calificaciones
- Actuaciones EnfriamientoDocumento33 páginasActuaciones EnfriamientoAldair Deynner Duran ParicahuaAún no hay calificaciones
- Kennyponce Fase 4 Codio 211614 4Documento6 páginasKennyponce Fase 4 Codio 211614 4Mila Gomez BadilloAún no hay calificaciones
- Componente Práctico Virtual Procesos CárnicoDocumento11 páginasComponente Práctico Virtual Procesos CárnicoMaria Paula Osorio SantosAún no hay calificaciones
- Preinforme CarnicosDocumento15 páginasPreinforme CarnicosAnonymous Ss40CyCAún no hay calificaciones
- Fasde 4 - ColaborativoDocumento23 páginasFasde 4 - Colaborativomaria gonzalezAún no hay calificaciones
- Informe Laboratorio Procesos Carnicos BYDBDocumento16 páginasInforme Laboratorio Procesos Carnicos BYDByolima dazaAún no hay calificaciones
- Fase4 - Aporte Individual - YurasitovallosDocumento7 páginasFase4 - Aporte Individual - Yurasitovallosyurley karina parada duranAún no hay calificaciones
- Trabajo Final - Fruver VFDocumento12 páginasTrabajo Final - Fruver VFDiana AlvarezAún no hay calificaciones
- Carta Tecnológica Nicolas Torres KumisDocumento7 páginasCarta Tecnológica Nicolas Torres KumisAlejandro TorresAún no hay calificaciones
- Etapa 2 Unidad 1 Maquinaria y Equipo UnadDocumento7 páginasEtapa 2 Unidad 1 Maquinaria y Equipo UnadYenilfe Adriana Ramirez Meneses100% (1)
- Realimentación Mónica Victoria Caso 1Documento9 páginasRealimentación Mónica Victoria Caso 1Rafael ParejaAún no hay calificaciones
- Práctica 4 ChorizoDocumento10 páginasPráctica 4 ChorizoMaria Del R. QuinteroAún no hay calificaciones
- Trabajo ColaborativoDocumento22 páginasTrabajo ColaborativoAlejandro PiranequeAún no hay calificaciones
- Fase 3Documento10 páginasFase 3Maria Paula Osorio SantosAún no hay calificaciones
- Preinforme Práctica 1 CarnicosDocumento8 páginasPreinforme Práctica 1 Carnicosyan0% (1)
- Fase 5 Evaluacion Final CarnicosDocumento6 páginasFase 5 Evaluacion Final CarnicosIsabel CastilloAún no hay calificaciones
- Preinforme Practicas Fruver Andres RiveraDocumento26 páginasPreinforme Practicas Fruver Andres RiveraANDRES RIVERA100% (1)
- LibrocarnicosunadDocumento107 páginasLibrocarnicosunadCocina FumdirAún no hay calificaciones
- Fase 2 - Trabajo Colaborativo - Grupo - 211614 - 4.Documento19 páginasFase 2 - Trabajo Colaborativo - Grupo - 211614 - 4.JESUS PICON100% (1)
- Carnico Componente PracticoDocumento19 páginasCarnico Componente PracticoMila Gomez BadilloAún no hay calificaciones
- Operaciones UniDocumento32 páginasOperaciones UniKelynd Astete Verde100% (3)
- Unidad 3 - Fase 4 - Aplicación de Procesos de Transformación de La Industria Cárnica - Sandra ToroDocumento8 páginasUnidad 3 - Fase 4 - Aplicación de Procesos de Transformación de La Industria Cárnica - Sandra ToroSandra ToroAún no hay calificaciones
- Practica 3 de Carnicos - Johana OrtizDocumento9 páginasPractica 3 de Carnicos - Johana Ortizyurley karina parada duranAún no hay calificaciones
- Fichas Técnicas Jamon CrudoDocumento4 páginasFichas Técnicas Jamon CrudoJosé Julio Pantac LiAún no hay calificaciones
- Fase3 Grupo 211614 4 MilanyGomezDocumento8 páginasFase3 Grupo 211614 4 MilanyGomezMila Gomez BadilloAún no hay calificaciones
- Informe PossacrificioDocumento22 páginasInforme PossacrificioMauricio BarretoAún no hay calificaciones
- Estudio de Caso - Unidad 3 - Fase 4Documento5 páginasEstudio de Caso - Unidad 3 - Fase 4Maria Perez ContrerasAún no hay calificaciones
- Transporte InfografíaDocumento1 páginaTransporte Infografíayurley karina parada duran0% (1)
- Fase 3 - 216009 - 8Documento25 páginasFase 3 - 216009 - 8maria gonzalezAún no hay calificaciones
- Fase 6Documento14 páginasFase 6lina marcela arias jaramilloAún no hay calificaciones
- Plan de Muestreo FormatosDocumento5 páginasPlan de Muestreo FormatosDanny DCAún no hay calificaciones
- Fase 6 - Grupo - 211612 - 36 - AndresFelipeGutierrezDocumento13 páginasFase 6 - Grupo - 211612 - 36 - AndresFelipeGutierrezANDRES FELIPE GUTIERREZ HUERTASAún no hay calificaciones
- Poligono Industrial Industria AlimentariaDocumento1 páginaPoligono Industrial Industria AlimentariaYiseth AcevedoAún no hay calificaciones
- Elaboracion de Jamon SerranoDocumento17 páginasElaboracion de Jamon SerranoluciaAún no hay calificaciones
- Queso FrescoDocumento18 páginasQueso FrescoJean Pierre Chacaliaza Huamani0% (2)
- Trabajo Individual - Jhennifer Carrillo GarciaDocumento10 páginasTrabajo Individual - Jhennifer Carrillo GarciaJhennifer GarciaAún no hay calificaciones
- Fase 3 Refrigeracion IndividualDocumento6 páginasFase 3 Refrigeracion IndividualyenifferprietoAún no hay calificaciones
- Guia 2 Pruebas de Plataforma LechesDocumento28 páginasGuia 2 Pruebas de Plataforma LechesAlberto GonzalezAún no hay calificaciones
- Anexo 1 - Carta Tecnológica Procesos Lacteos - KumisDocumento8 páginasAnexo 1 - Carta Tecnológica Procesos Lacteos - KumisJEDNY SANCHEZ CALDERONAún no hay calificaciones
- Aporte Individual Erika Garzon 2.Documento4 páginasAporte Individual Erika Garzon 2.Lorena GarzonAún no hay calificaciones
- Fase 3Documento13 páginasFase 3Jhon Ramirez TamayoAún no hay calificaciones
- Plantilla IEEE Fase 3 - FruverDocumento8 páginasPlantilla IEEE Fase 3 - FruverRAFAEL SILVA VEGAAún no hay calificaciones
- Grupo 2 - Fase 3Documento113 páginasGrupo 2 - Fase 3yarlenAún no hay calificaciones
- Fase3 - Grupo 211616 - 02-4Documento22 páginasFase3 - Grupo 211616 - 02-4Dayana MarquezAún no hay calificaciones
- Adelanto de ActividadDocumento8 páginasAdelanto de Actividadmaria gonzalezAún no hay calificaciones
- Informe Practica de FruverDocumento61 páginasInforme Practica de FruverDIANA ALMARIOAún no hay calificaciones
- Informe Componente Practico Carnicos - Grupo 2 - FASE 5 PDFDocumento90 páginasInforme Componente Practico Carnicos - Grupo 2 - FASE 5 PDFAlex PertuzAún no hay calificaciones
- Preinforme CarnicosDocumento13 páginasPreinforme CarnicostenoriomezuAún no hay calificaciones
- Anexo 1 Formato Matriz de Caracterización Actividad Individual Nelfa Patricia DiazDocumento3 páginasAnexo 1 Formato Matriz de Caracterización Actividad Individual Nelfa Patricia Diazcarlos valdezAún no hay calificaciones
- Anexo 1 - Carta - Tecnológica - Procesos - de - Transformación - de - CerealesDocumento12 páginasAnexo 1 - Carta - Tecnológica - Procesos - de - Transformación - de - CerealesLaura Montoya RestrepoAún no hay calificaciones
- Evaluacion - Final - Grupo - 211616 - 4 (1) PROCESOS FRUVERDocumento31 páginasEvaluacion - Final - Grupo - 211616 - 4 (1) PROCESOS FRUVERLuz Stella RojasAún no hay calificaciones
- Informe Practica 3Documento16 páginasInforme Practica 3Katherin Castro Cano100% (1)
- Formato Informe Componente PrácticoDocumento14 páginasFormato Informe Componente Prácticoalca alcaAún no hay calificaciones
- Fase 3 - Individual y ColaborativoDocumento50 páginasFase 3 - Individual y Colaborativomaria gonzalezAún no hay calificaciones
- Fase3 - Estudio de Casos - Aporte ColaborativoDocumento31 páginasFase3 - Estudio de Casos - Aporte ColaborativoYurasit OvallosAún no hay calificaciones
- Fase 3 - Nicolas TorresDocumento5 páginasFase 3 - Nicolas TorresAlejandro TorresAún no hay calificaciones
- Preinforme Práctica 4 y 5 Laboratorio de CarnicosDocumento5 páginasPreinforme Práctica 4 y 5 Laboratorio de CarnicosMaria Del R. QuinteroAún no hay calificaciones
- Anexo 2 Fase 2 Formulación y Balance Salchicha - Colaborativo - Version 10Documento70 páginasAnexo 2 Fase 2 Formulación y Balance Salchicha - Colaborativo - Version 10EdnaSolanoAún no hay calificaciones
- A Informe 6. Elaboración de Embutidos Escaldados I Salchicha Tipo SuizaDocumento15 páginasA Informe 6. Elaboración de Embutidos Escaldados I Salchicha Tipo SuizaJosseline Hernandez100% (1)
- Embutidos CrudosDocumento6 páginasEmbutidos CrudosRobinson Damian VargasAún no hay calificaciones
- Informe Hot DogDocumento31 páginasInforme Hot DogAnonymous XziLqfq8Aún no hay calificaciones
- Informe de Laboratorio Fisica GeneralDocumento20 páginasInforme de Laboratorio Fisica GeneralJorge GuzmánAún no hay calificaciones
- Hoja de Seguridad Del Yogur EnteroDocumento2 páginasHoja de Seguridad Del Yogur EnteroJorge Guzmán100% (1)
- Modulo Unidad 1 Del Curso Refrigeración Aplicada UNADDocumento143 páginasModulo Unidad 1 Del Curso Refrigeración Aplicada UNADJorge GuzmánAún no hay calificaciones
- Ficha Tecnica Mermelada de FresaDocumento1 páginaFicha Tecnica Mermelada de FresaJorge GuzmánAún no hay calificaciones
- Alteraciones en Frutas y Hortalizas Por MicroorganismosDocumento9 páginasAlteraciones en Frutas y Hortalizas Por MicroorganismosJorge GuzmánAún no hay calificaciones
- Deterg. Liquido 250 F.TDocumento1 páginaDeterg. Liquido 250 F.TJorge Guzmán0% (1)
- Diagrama Proceso Carnicos 2Documento100 páginasDiagrama Proceso Carnicos 2Jorge Guzmán100% (2)
- Clipadora Automatica Lorenzo Barroso K4L-90 666666-35719Documento2 páginasClipadora Automatica Lorenzo Barroso K4L-90 666666-35719Jorge GuzmánAún no hay calificaciones
- Mezclador Doble Eje 1500 Ci Talsa 09401149Documento5 páginasMezclador Doble Eje 1500 Ci Talsa 09401149Jorge GuzmánAún no hay calificaciones
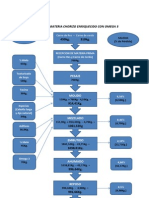
- Balance de Materia Chorizo ParrilaDocumento2 páginasBalance de Materia Chorizo ParrilaJorge Guzmán80% (15)
- Manual Manejo de Frío para La Conservación de AlimentosDocumento235 páginasManual Manejo de Frío para La Conservación de AlimentosFelipe González100% (9)
- Horno Automatico A Vapor r1000 2x5 Ci Talsa 666666-39403Documento6 páginasHorno Automatico A Vapor r1000 2x5 Ci Talsa 666666-39403Jorge GuzmánAún no hay calificaciones
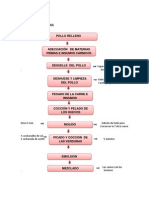
- Diagrama de Flujo Pollo RellenoDocumento2 páginasDiagrama de Flujo Pollo RellenoJorge Guzmán100% (6)
- CXS 089sDocumento6 páginasCXS 089sJorge GuzmánAún no hay calificaciones
- Conductividad Final Practica de Operaciones UnitariasDocumento33 páginasConductividad Final Practica de Operaciones UnitariasFranz Stiven Poma MendozaAún no hay calificaciones
- Estudio Del Concepto de Diametro Equivalente para Transferencia de Calor Por Conveccion Forzada en Canales Anulares by Dario M TossDocumento101 páginasEstudio Del Concepto de Diametro Equivalente para Transferencia de Calor Por Conveccion Forzada en Canales Anulares by Dario M TossEuler CauchiAún no hay calificaciones
- Analisis Termoestructural ANSYSDocumento0 páginasAnalisis Termoestructural ANSYSmowli_777Aún no hay calificaciones
- Practica 1Documento16 páginasPractica 1Leo PonceAún no hay calificaciones
- Examen en Línea 1 (EL1-1) - Revisión de IntentosDocumento9 páginasExamen en Línea 1 (EL1-1) - Revisión de IntentosAnaly Carrasco ManchayAún no hay calificaciones
- Tema 4Documento91 páginasTema 4Cristian SalvadorAún no hay calificaciones
- Guia 6: Temperatura Y Calor: Problema 1Documento6 páginasGuia 6: Temperatura Y Calor: Problema 1andrez guerreroAún no hay calificaciones
- Practica CalorimetriaDocumento15 páginasPractica CalorimetriaRebeca PedrazaAún no hay calificaciones
- Introducción A Las Operaciones UnitariasDocumento3 páginasIntroducción A Las Operaciones Unitariasleidy xiomaraAún no hay calificaciones
- Conveccion y ConduccionDocumento4 páginasConveccion y ConduccionRenata AstudilloAún no hay calificaciones
- APA Transferencia de CalorDocumento16 páginasAPA Transferencia de CalorRicaardo CastellanossAún no hay calificaciones
- SecadoDocumento26 páginasSecadoValeriaAún no hay calificaciones
- La MaderaDocumento14 páginasLa Maderaaugusto barriosAún no hay calificaciones
- Principal-Presentacion Del Curso Transmisión de Calor - VirtualDocumento29 páginasPrincipal-Presentacion Del Curso Transmisión de Calor - Virtualkaren ramosAún no hay calificaciones
- Aletas, Tipos de AletaDocumento10 páginasAletas, Tipos de AletaPlutarco Chuquihuanga Córdova100% (1)
- Tesis FinalDocumento78 páginasTesis FinalPedro Martinez0% (1)
- Presentacion Optimizacion ManiDocumento42 páginasPresentacion Optimizacion ManiRubenAún no hay calificaciones
- AlimentaciónDocumento338 páginasAlimentaciónAna Maria PerezAún no hay calificaciones
- ASOLAMIENTODocumento16 páginasASOLAMIENTOPati CardenasAún no hay calificaciones
- Planificación de Ciencias Naturales 6° - VivianaMolinaDocumento15 páginasPlanificación de Ciencias Naturales 6° - VivianaMolinaDelfina CastilloAún no hay calificaciones
- Analisis de Pruebas de Presion (Well Testing)Documento45 páginasAnalisis de Pruebas de Presion (Well Testing)DICKSON TOYOAún no hay calificaciones
- Clase Temper y CalorDocumento6 páginasClase Temper y Calorjorge manoloAún no hay calificaciones
- Comportamiento Témico de Las RocasDocumento4 páginasComportamiento Témico de Las RocasJOSE LUIS ANAHUA PALOMINOAún no hay calificaciones
- Principios y Fundamentos de La Transferencia de MasaDocumento22 páginasPrincipios y Fundamentos de La Transferencia de Masaramonlennon100% (1)
- 5 Cálculo de Carga de EnfriamientoDocumento22 páginas5 Cálculo de Carga de EnfriamientoDavraceAún no hay calificaciones
- Cuarto Simulacro Física Componente TermodinámicaDocumento11 páginasCuarto Simulacro Física Componente TermodinámicaDuvan Florián LaitonAún no hay calificaciones
- Transferencia de Calor, Conducción, Convección y Radiación PDFDocumento6 páginasTransferencia de Calor, Conducción, Convección y Radiación PDFAngel Iván GrrAún no hay calificaciones