También podría gustarte
- Ceramicos y PorcelanatosDocumento42 páginasCeramicos y PorcelanatosRodrigo Paucar Aedo100% (1)
- Proceso de Fabricación de BaldosasDocumento9 páginasProceso de Fabricación de BaldosasWilliams Anthony Díaz NelsonAún no hay calificaciones
- Manual de UsuarioDocumento221 páginasManual de Usuariowaly200100% (1)
- Carga Lateral en PilotesDocumento47 páginasCarga Lateral en PilotesWilliams Anthony Díaz NelsonAún no hay calificaciones
- Pisos - Porcelanato y Ceramica - TeoriaDocumento18 páginasPisos - Porcelanato y Ceramica - TeoriaFranco Agesta100% (1)
- Informe Del BarnizDocumento22 páginasInforme Del BarnizRoyer Fray HO100% (1)
- Material de PisosDocumento24 páginasMaterial de PisosErika MonterrozaAún no hay calificaciones
- Ladrillos CeramicosDocumento15 páginasLadrillos CeramicosAle Arancibia WayarAún no hay calificaciones
- Produccion de AzulejosDocumento21 páginasProduccion de AzulejosErika RuizAún no hay calificaciones
- Proyecto Hidroelectrica Presa DanxhoDocumento9 páginasProyecto Hidroelectrica Presa DanxhoUriel PeraltaAún no hay calificaciones
- Control de Calidad para El LadrilloDocumento4 páginasControl de Calidad para El LadrilloJonatan Rojas CanazaAún no hay calificaciones
- Arcillas y Productos Cerámicos2Documento33 páginasArcillas y Productos Cerámicos2Jhon Ledezma100% (1)
- Cuadro de Variables de InventariosDocumento1 páginaCuadro de Variables de Inventariosspprojects100% (1)
- Formula Bogue - Mecanismo de Hidratacion Del CementoDocumento18 páginasFormula Bogue - Mecanismo de Hidratacion Del CementoBrian Herrera Travezaño0% (1)
- Ejemplo Estudio Basico de Seguridad SaludDocumento15 páginasEjemplo Estudio Basico de Seguridad SaludNacho Posada BalanzatAún no hay calificaciones
- InformeDocumento51 páginasInformeLuz Luz100% (1)
- Partes de La Computadora.Documento3 páginasPartes de La Computadora.Williams Anthony Díaz Nelson100% (1)
- T.D.R Montaje de Tijerales y Estructura Metalica. IE TintiDocumento5 páginasT.D.R Montaje de Tijerales y Estructura Metalica. IE TintiThania naydiaAún no hay calificaciones
- Proceso de Fabricación de Baldosas CerámicasDocumento4 páginasProceso de Fabricación de Baldosas CerámicasbobcharlyAún no hay calificaciones
- Cemento Portland Tipo 1.Ppt JaDocumento4 páginasCemento Portland Tipo 1.Ppt JaNelsonSaavedraAún no hay calificaciones
- Proceso de Fabricación de Baldosas CerámicasDocumento48 páginasProceso de Fabricación de Baldosas CerámicasCarlos RodriguezAún no hay calificaciones
- YesoDocumento4 páginasYesoAnthony Saenz FernandezAún no hay calificaciones
- Usos y Aplicaciones Del YesoDocumento4 páginasUsos y Aplicaciones Del YesoSebastian Gonzalez100% (1)
- Alanoca Cazon Elmer Humberto.1er Practico Detitulacion de Hiloss 2Documento5 páginasAlanoca Cazon Elmer Humberto.1er Practico Detitulacion de Hiloss 2Veronica A. CamperoAún no hay calificaciones
- Y ESODocumento13 páginasY ESOraulAún no hay calificaciones
- Cemento Blanco ToltecaDocumento3 páginasCemento Blanco Toltecagcanovas20072367Aún no hay calificaciones
- Práctica #04 de CerámicaDocumento14 páginasPráctica #04 de CerámicaRAUL ROJAS RAMOSAún no hay calificaciones
- Fabricación Del VidrioDocumento16 páginasFabricación Del VidrioRivera Cervantes DavidAún no hay calificaciones
- Revestimiento de Mesones CocinaDocumento3 páginasRevestimiento de Mesones CocinaDenzel Miranda MaciasAún no hay calificaciones
- Informe 10 - Ceramica IDocumento22 páginasInforme 10 - Ceramica IruttAún no hay calificaciones
- Proyecto Industrial Fabrica de BaldosasDocumento7 páginasProyecto Industrial Fabrica de BaldosasLeticia HergertAún no hay calificaciones
- Cuestionari 04 ENSAMBLES Y UNIONESDocumento4 páginasCuestionari 04 ENSAMBLES Y UNIONESCeci CastilloAún no hay calificaciones
- Lacas y BarnicesDocumento27 páginasLacas y BarnicesIrving Vizconde NuñezAún no hay calificaciones
- Tabla Excel para Cálculo de LadrillosDocumento5 páginasTabla Excel para Cálculo de LadrillosElias100% (2)
- Pruebas de Calidad de Adhesivos.1Documento11 páginasPruebas de Calidad de Adhesivos.1eclipseazulAún no hay calificaciones
- Informe Certificacion de CalidadDocumento4 páginasInforme Certificacion de CalidadmarielaAún no hay calificaciones
- Hornos IntermitentesDocumento9 páginasHornos IntermitentesMaricieloGonzálesHuamán0% (1)
- Escaleras de Hormigon ArmadoDocumento2 páginasEscaleras de Hormigon ArmadoDenzel Miranda MaciasAún no hay calificaciones
- Trabajo Tec Limos LosetasDocumento24 páginasTrabajo Tec Limos LosetasCVasquez LimberAún no hay calificaciones
- Caso Practico Baldosas HidráulicasDocumento2 páginasCaso Practico Baldosas HidráulicasEstefany AscateAún no hay calificaciones
- El CementoDocumento11 páginasEl CementoChristian Chambi100% (1)
- 11 Aglutinantes Sinteticos 014Documento48 páginas11 Aglutinantes Sinteticos 014Cruz MJAún no hay calificaciones
- El LadrilloDocumento8 páginasEl LadrilloEusebio Tocas MenaAún no hay calificaciones
- Desencalado y PurgadoDocumento10 páginasDesencalado y PurgadoDiego Alejandro Asencio Cuellar0% (1)
- Clasificacion de Los Materiales CeramicosDocumento8 páginasClasificacion de Los Materiales CeramicosLuis Fernando Morales AnguloAún no hay calificaciones
- Filler CalizoDocumento2 páginasFiller CalizoHilda S. ChoqueAún no hay calificaciones
- YesoDocumento2 páginasYesomarycieloAún no hay calificaciones
- Industria Forestal CimalDocumento2 páginasIndustria Forestal CimalDiego Alberto Soliz JimenezAún no hay calificaciones
- Teñido de Fibras CelulosasDocumento2 páginasTeñido de Fibras CelulosasaruchileAún no hay calificaciones
- WARNESDocumento3 páginasWARNESerikaAún no hay calificaciones
- Arcilla RojaDocumento6 páginasArcilla RojaFabian MarcAún no hay calificaciones
- Elaboración Del Cemento Aluminoso o Cemento Aluminato de CalcioDocumento4 páginasElaboración Del Cemento Aluminoso o Cemento Aluminato de CalcioAlexis YCAún no hay calificaciones
- Molienda de EsmaltesDocumento41 páginasMolienda de EsmaltesAntonio DiezAún no hay calificaciones
- Equipamiento Planta de LacteosDocumento33 páginasEquipamiento Planta de LacteosCarlos Espinoza Azogue100% (1)
- Manual de Montaje Nichos.Documento22 páginasManual de Montaje Nichos.matahuasiAún no hay calificaciones
- Yeso InvestigacionDocumento10 páginasYeso Investigacionandyessica100% (1)
- Procesamiento de La Industria de Tuberias PVCDocumento7 páginasProcesamiento de La Industria de Tuberias PVCpercyAún no hay calificaciones
- Desarrollo JhonatexDocumento19 páginasDesarrollo JhonatexLuis VillafuerteAún no hay calificaciones
- Resumen de MaderasDocumento3 páginasResumen de MaderasJose Andres Enriquez LAún no hay calificaciones
- Informe de Proceso de Fabricacion de Yeso Actual OkDocumento25 páginasInforme de Proceso de Fabricacion de Yeso Actual OkCristiam TrinidadAún no hay calificaciones
- Polimeros Informe 4 Marco Teorico y MaterialesDocumento6 páginasPolimeros Informe 4 Marco Teorico y MaterialesJoel PantojaAún no hay calificaciones
- Analisis Proceso Planta de PulpaDocumento17 páginasAnalisis Proceso Planta de PulpaAnonymous LBJOe5UAeAún no hay calificaciones
- Cómo Se Obtiene El BarnizDocumento3 páginasCómo Se Obtiene El BarnizmaylintejedorAún no hay calificaciones
- Conformación de Vidrio Plano y TubularDocumento3 páginasConformación de Vidrio Plano y TubularErika Xiomara ArrisiagaAún no hay calificaciones
- 2.3 Proceso de Fabricación de Baldosas Cerámicas - Blog ConstrumaticaDocumento22 páginas2.3 Proceso de Fabricación de Baldosas Cerámicas - Blog ConstrumaticaAlejo LiAún no hay calificaciones
- Química IndustrialDocumento15 páginasQuímica IndustrialGabriela Taisho50% (2)
- Concreto FrescoDocumento9 páginasConcreto FrescoDaniel MontielAún no hay calificaciones
- ARCILLASDocumento21 páginasARCILLASSantiago OlivaresAún no hay calificaciones
- Cronograma de Trabajo II S 2021Documento6 páginasCronograma de Trabajo II S 2021Williams Anthony Díaz NelsonAún no hay calificaciones
- Auditoría de FórmulasDocumento11 páginasAuditoría de FórmulasWilliams Anthony Díaz NelsonAún no hay calificaciones
- Transporte TerrestreDocumento33 páginasTransporte TerrestreWilliams Anthony Díaz NelsonAún no hay calificaciones
- Tipos de Vehículos y CaracterísticasDocumento4 páginasTipos de Vehículos y CaracterísticasWilliams Anthony Díaz NelsonAún no hay calificaciones
- Documento de Williams AnthonyDocumento5 páginasDocumento de Williams AnthonyWilliams Anthony Díaz NelsonAún no hay calificaciones
- Valoración Del InventarioDocumento2 páginasValoración Del InventarioWilliams Anthony Díaz NelsonAún no hay calificaciones
- Tipos de Vehículos y CaracterísticasDocumento7 páginasTipos de Vehículos y CaracterísticasWilliams Anthony Díaz Nelson100% (1)
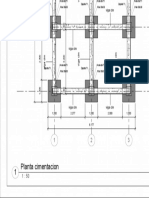
- PlanoDocumento1 páginaPlanoWilliams Anthony Díaz NelsonAún no hay calificaciones
- Alianza MaritimaDocumento7 páginasAlianza MaritimaWilliams Anthony Díaz NelsonAún no hay calificaciones
- Transporte TerrestreDocumento6 páginasTransporte TerrestreWilliams Anthony Díaz NelsonAún no hay calificaciones
- Registro de Empresa MunicipioDocumento1 páginaRegistro de Empresa MunicipioWilliams Anthony Díaz NelsonAún no hay calificaciones
- Detalle de Transaccion 2021 09 20Documento1 páginaDetalle de Transaccion 2021 09 20Williams Anthony Díaz NelsonAún no hay calificaciones
- Transporte TerrestreDocumento5 páginasTransporte TerrestreWilliams Anthony Díaz NelsonAún no hay calificaciones
- HamburgDocumento12 páginasHamburgWilliams Anthony Díaz NelsonAún no hay calificaciones
- Socavacion en Puentes. Borrador 2Documento12 páginasSocavacion en Puentes. Borrador 2Williams Anthony Díaz NelsonAún no hay calificaciones
- Experimento SocavaciónDocumento2 páginasExperimento SocavaciónWilliams AnthonyAún no hay calificaciones
- Título VIIDocumento8 páginasTítulo VIIWilliams Anthony Díaz NelsonAún no hay calificaciones
- Datos ExperimentoDocumento7 páginasDatos ExperimentoWilliams Anthony Díaz NelsonAún no hay calificaciones
- Categorias de Estudio de Impacto AmbientalDocumento5 páginasCategorias de Estudio de Impacto AmbientalWilliams Anthony Díaz NelsonAún no hay calificaciones
- Cap - 2 Espec de Durab Del ConcDocumento28 páginasCap - 2 Espec de Durab Del ConcWilliams Anthony Díaz NelsonAún no hay calificaciones
- Curva GranulométricaDocumento1 páginaCurva GranulométricaWilliams Anthony Díaz NelsonAún no hay calificaciones
- PP2 Segun GruposDocumento5 páginasPP2 Segun GruposWilliams Anthony Díaz NelsonAún no hay calificaciones
- Fase 2 Proyecto IPDocumento16 páginasFase 2 Proyecto IPWilliams Anthony Díaz NelsonAún no hay calificaciones
- Williams Díaz. Identificación para ContenedoresDocumento3 páginasWilliams Díaz. Identificación para ContenedoresWilliams Anthony Díaz NelsonAún no hay calificaciones
- Gruas CharlaDocumento1 páginaGruas CharlaWilliams Anthony Díaz NelsonAún no hay calificaciones
- Teoria de Buque DefinicionesDocumento2 páginasTeoria de Buque DefinicionesWilliams Anthony Díaz NelsonAún no hay calificaciones
- Fase 3 PortuariaDocumento20 páginasFase 3 PortuariaWilliams Anthony Díaz NelsonAún no hay calificaciones
- Listlib Libreria Aceites EsencialesDocumento38 páginasListlib Libreria Aceites EsencialesDon Henry100% (1)
- Reporte de Proyecto Semestral de Estudio de Tiempos y MovimientosDocumento14 páginasReporte de Proyecto Semestral de Estudio de Tiempos y MovimientosKein RGAún no hay calificaciones
- Lista de Ejercicios - Modelaje de Programación LinealDocumento3 páginasLista de Ejercicios - Modelaje de Programación LinealALEXANDERAún no hay calificaciones
- NTC 597Documento12 páginasNTC 597asuarez03100% (1)
- Cuando Hay Una Parada Por Falla en La Producción o ServicioDocumento1 páginaCuando Hay Una Parada Por Falla en La Producción o ServiciobeltranAún no hay calificaciones
- 1.proyectos Mineros GeneralidadesDocumento69 páginas1.proyectos Mineros GeneralidadesJonathan Browning100% (1)
- 230923-Informe Kampfer Hyundai County Veh956Documento2 páginas230923-Informe Kampfer Hyundai County Veh956conductores kampferAún no hay calificaciones
- 5 - 6. Plan de Asiste. Electrica ParticipanteDocumento6 páginas5 - 6. Plan de Asiste. Electrica Participantepiero valenciaAún no hay calificaciones
- Preparación de Las SolucionesDocumento4 páginasPreparación de Las SolucionesJuanita ArcoirisAún no hay calificaciones
- Barras de Perforacion Todos Los Tipos.... BuenoDocumento19 páginasBarras de Perforacion Todos Los Tipos.... BuenoDanny Steven LimayAún no hay calificaciones
- Biografia de Frederick Winslow TaylorDocumento1 páginaBiografia de Frederick Winslow TaylorSebastianRedolfiAún no hay calificaciones
- CV - Kandish Pinto - BaristaDocumento2 páginasCV - Kandish Pinto - BaristaYo Ser PinjaAún no hay calificaciones
- Programa ArquitectonicoDocumento22 páginasPrograma ArquitectonicoSusam PalpanAún no hay calificaciones
- Curriculum Vitae - Juan Carlos Ascencio PachecoDocumento7 páginasCurriculum Vitae - Juan Carlos Ascencio PachecoEnrique Renzo Ascencio PachecoAún no hay calificaciones
- Estudio Mercado - Gimnasio EcologicoDocumento9 páginasEstudio Mercado - Gimnasio EcologicoHever GrassAún no hay calificaciones
- Pc-gmt-001 Mantenimiento de Equipos e InfraestructuraDocumento5 páginasPc-gmt-001 Mantenimiento de Equipos e InfraestructuraAnonymous rrkYOGKAún no hay calificaciones
- Estudio de Tiempos (Ford) PDFDocumento200 páginasEstudio de Tiempos (Ford) PDFLeonardo Morales AguiarAún no hay calificaciones
- Gestión Del Cronograma Según El PMBOKDocumento19 páginasGestión Del Cronograma Según El PMBOKRosana CornejoAún no hay calificaciones
- Prueba Mecanicos PreguntasDocumento4 páginasPrueba Mecanicos PreguntasJuan MolinaAún no hay calificaciones
- Propuesta Implementacion SGC - Ejemplo 1Documento16 páginasPropuesta Implementacion SGC - Ejemplo 1Jose Adalberto Sarricolea ValenciaAún no hay calificaciones
- Ca1-1 Semana 4 Reunión 4 Actividad Clase Presencial VirtualDocumento9 páginasCa1-1 Semana 4 Reunión 4 Actividad Clase Presencial VirtualDiego 189Aún no hay calificaciones
- D 1036-17, DronesDocumento33 páginasD 1036-17, DronesManuelAún no hay calificaciones
- Auditoria - VFDocumento133 páginasAuditoria - VFMónica Cecilia Cornejo BonillaAún no hay calificaciones
- Apuntes Generales de MicrófonosDocumento25 páginasApuntes Generales de MicrófonosSebastian ValenzuelaAún no hay calificaciones
- Modelo Ejemplo de Curriculum Vitae Tipo InformaticaDocumento3 páginasModelo Ejemplo de Curriculum Vitae Tipo InformaticaLiNe Isenia DiazAún no hay calificaciones