También podría gustarte
- Desarrollo de Software Ágil: Extreme Programming y ScrumDe EverandDesarrollo de Software Ágil: Extreme Programming y ScrumCalificación: 5 de 5 estrellas5/5 (1)
- Proyecto de Placa HuellaDocumento59 páginasProyecto de Placa HuellaLeonardo Brito100% (3)
- Estudio de Caso Mr. Hart & BingDocumento4 páginasEstudio de Caso Mr. Hart & BingDelly Miluzka Santos67% (3)
- Caso Zapatos AndinosDocumento4 páginasCaso Zapatos AndinosJavier Eduardo HURTADO BERVEL75% (4)
- Gestión Ágil de Proyectos: Cómo Hacer más Felices a sus Clientes mientras Reduce Costos Monetarios, Temporales y de Esfuerzo (Libro en Español/Agile Project Management Spanish Book)De EverandGestión Ágil de Proyectos: Cómo Hacer más Felices a sus Clientes mientras Reduce Costos Monetarios, Temporales y de Esfuerzo (Libro en Español/Agile Project Management Spanish Book)Calificación: 4 de 5 estrellas4/5 (2)
- Victor - Reveco Aplicativa 2 L1Documento4 páginasVictor - Reveco Aplicativa 2 L1Victor Rebeco VenegasAún no hay calificaciones
- Caso Práctico Unidad 2 - Gestión de La CalidadDocumento7 páginasCaso Práctico Unidad 2 - Gestión de La CalidadJairo Antonio Becerra CastroAún no hay calificaciones
- Propuesta de Programa de Capacitación para La Empresa Confecciones Diana GómezDocumento7 páginasPropuesta de Programa de Capacitación para La Empresa Confecciones Diana GómezlinaAún no hay calificaciones
- Calidad Total y Mejoramiento Continuo - Tarea 02Documento9 páginasCalidad Total y Mejoramiento Continuo - Tarea 02Roberto Hurtado100% (2)
- Francisco - Cárcamo - Tarea 2 - Calidad TotalDocumento6 páginasFrancisco - Cárcamo - Tarea 2 - Calidad TotalfranciscoAún no hay calificaciones
- Tercera Evaluación 2022 I G 1Documento4 páginasTercera Evaluación 2022 I G 1floriAún no hay calificaciones
- Actividad 2 Gerencia de Talento HumanoDocumento6 páginasActividad 2 Gerencia de Talento HumanoNatalia GómezAún no hay calificaciones
- CASO PRÁCTICO Nro 3Documento5 páginasCASO PRÁCTICO Nro 3Humberto Erick ChacónAún no hay calificaciones
- Felipe Aguilera Calidad Total y Mejoramiento Continuo SEMANA 3Documento7 páginasFelipe Aguilera Calidad Total y Mejoramiento Continuo SEMANA 3Pipee AguileraAún no hay calificaciones
- Examen Parcial - Semana 4 - Inv - Segundo Bloque-Gestion de La Calidad en Seguridad y Salud para El Trabajo - (Grupo2)Documento11 páginasExamen Parcial - Semana 4 - Inv - Segundo Bloque-Gestion de La Calidad en Seguridad y Salud para El Trabajo - (Grupo2)claudia100% (2)
- Analisis Six SigmaDocumento19 páginasAnalisis Six Sigmamarilin sanchezAún no hay calificaciones
- Keylor Andres Alvarado Ramirez Caso de Estudio IIC-2023Documento3 páginasKeylor Andres Alvarado Ramirez Caso de Estudio IIC-2023keylorramirezAún no hay calificaciones
- Guia para Evaluar Los Objetivos de La Organizacion-Trabajo de AplicacionDocumento14 páginasGuia para Evaluar Los Objetivos de La Organizacion-Trabajo de AplicacionSa YemorAún no hay calificaciones
- Pauta de FeedbackDocumento4 páginasPauta de FeedbackCarolina AlzamoraAún no hay calificaciones
- Actividad de Evaluación Cuestionario #3 - Revisión Del IntentoDocumento10 páginasActividad de Evaluación Cuestionario #3 - Revisión Del Intentoedwin sanchez garciaAún no hay calificaciones
- Formato Short KaizenDocumento6 páginasFormato Short KaizenAnggy de RinconAún no hay calificaciones
- Entrega Previa 1 Semana 4 Gestion Del Talento HumanoDocumento7 páginasEntrega Previa 1 Semana 4 Gestion Del Talento HumanoReinel Florez100% (1)
- Plantilla Actividad Semana8Documento9 páginasPlantilla Actividad Semana8yannis aguirreAún no hay calificaciones
- Estudio de Caso Solo Carga 2026Documento6 páginasEstudio de Caso Solo Carga 2026Bryans EdurickAún no hay calificaciones
- Manufactura EsbeltaDocumento11 páginasManufactura EsbeltaManuel EscalanteAún no hay calificaciones
- Cesar - Fernandez Tarea 6Documento7 páginasCesar - Fernandez Tarea 6Cesar Fernandez NavarroAún no hay calificaciones
- Tarea Semana 5 Johnatan CartesDocumento3 páginasTarea Semana 5 Johnatan Cartesjohnatan cartes FigueroaAún no hay calificaciones
- Fase 4 Individual Jaime FigueredoDocumento7 páginasFase 4 Individual Jaime FigueredoANGIE LORENA GUIO FERNANDEZAún no hay calificaciones
- CASO SINCRONICO HARVARD MANAGEMENTOR No 5. Mejora de ProcesosDocumento6 páginasCASO SINCRONICO HARVARD MANAGEMENTOR No 5. Mejora de ProcesosLAURA PAOLA QUIMBAYO HERNANDEZAún no hay calificaciones
- Tarea 2 Mejoramiento Continuo IaccDocumento4 páginasTarea 2 Mejoramiento Continuo IaccPachirisu100% (3)
- Examen Final - Procesos Administrativos PDFDocumento9 páginasExamen Final - Procesos Administrativos PDFdaniela muñozAún no hay calificaciones
- Lluvia de Ideas.Documento6 páginasLluvia de Ideas.Lupita GRAún no hay calificaciones
- Quiz Proceso AdministrativoDocumento8 páginasQuiz Proceso AdministrativoAngie Castañeda SotoAún no hay calificaciones
- Informe de AuditoriaDocumento5 páginasInforme de AuditoriaLizeth TorresAún no hay calificaciones
- Evaluacion Final Escenario 8 PROCESO ADMINISTRATIVODocumento17 páginasEvaluacion Final Escenario 8 PROCESO ADMINISTRATIVODaniela LaverdeAún no hay calificaciones
- Evidencia 2 Formato Descripcion y Analisis de CargoDocumento9 páginasEvidencia 2 Formato Descripcion y Analisis de CargoDavid SerratoAún no hay calificaciones
- Caso - 1 Auditoría Interna Sistema Gestión CalidadDocumento4 páginasCaso - 1 Auditoría Interna Sistema Gestión CalidadmariamAún no hay calificaciones
- Ejemplo Descripcion IiparcialDocumento5 páginasEjemplo Descripcion IiparcialAnny OrtizAún no hay calificaciones
- Lluvia de IdeasDocumento4 páginasLluvia de Ideasjorge luisAún no hay calificaciones
- Toma de decisiones-JOSE MONTESDocumento1 páginaToma de decisiones-JOSE MONTESJose Andrés Montes GonzalesAún no hay calificaciones
- Tarea 25 Sept - Camila SegoviaDocumento3 páginasTarea 25 Sept - Camila SegoviaCamila SegoviaAún no hay calificaciones
- Gestión de Talento Humano RDocumento14 páginasGestión de Talento Humano RRaul Andrei Mendoza PeñaAún no hay calificaciones
- Identificación de Alternativas de Solución: Mponer Su Criterio o Dejar Todo El Trabajo en Manos de Los DemásDocumento2 páginasIdentificación de Alternativas de Solución: Mponer Su Criterio o Dejar Todo El Trabajo en Manos de Los DemásSkydennis SantanderAún no hay calificaciones
- Daniel LilloLTarea2Documento8 páginasDaniel LilloLTarea2daniel0% (1)
- Caso Práctico Laboratorio de NanopartículasDocumento2 páginasCaso Práctico Laboratorio de Nanopartículas23328Aún no hay calificaciones
- Parcial 2 HSEQ Intento 1Documento9 páginasParcial 2 HSEQ Intento 1Samuel LòpezAún no hay calificaciones
- Trabajo de Innovacion 2Documento22 páginasTrabajo de Innovacion 2Samuel CisnerosAún no hay calificaciones
- Ejemplo de Un Diagnostico OrganizacionalDocumento2 páginasEjemplo de Un Diagnostico OrganizacionalEiler Peñaranda JaramilloAún no hay calificaciones
- Caso Final Video Electronics CompanyDocumento1 páginaCaso Final Video Electronics CompanyRenzo Patricio Casós PortocarreroAún no hay calificaciones
- Caso Hank Kolb PDFDocumento8 páginasCaso Hank Kolb PDFRebecca Turcios100% (1)
- Metodologias AgilesDocumento2 páginasMetodologias AgilesMarco RodriguezAún no hay calificaciones
- A#9 CamuDocumento7 páginasA#9 CamuCarlos Magaña Uribe100% (1)
- Felipe Aguilera - CALMC1202-4 - SEMANA 2Documento6 páginasFelipe Aguilera - CALMC1202-4 - SEMANA 2Pipee AguileraAún no hay calificaciones
- Proyecto RHDocumento10 páginasProyecto RHMauricio NavarroAún no hay calificaciones
- Capacitacion FasesDocumento3 páginasCapacitacion FasesanalidpadronAún no hay calificaciones
- S09.s1 Práctica Calificada N°2Documento4 páginasS09.s1 Práctica Calificada N°2AlejandroRDAún no hay calificaciones
- Informe ProyectoDocumento11 páginasInforme ProyectodanielAún no hay calificaciones
- Caso PrácticoDocumento5 páginasCaso PrácticoJesus Ignacio Santiago RochaAún no hay calificaciones
- Foro 1. Los Costos de Calidad y Productividad.Documento6 páginasForo 1. Los Costos de Calidad y Productividad.perez156655Aún no hay calificaciones
- Actividad 2 EquipoDocumento5 páginasActividad 2 EquipoYesenia Guiomar G.AAún no hay calificaciones
- UF1255 - Planificación y desarrollo de carrozados y reformas de importanciaDe EverandUF1255 - Planificación y desarrollo de carrozados y reformas de importanciaAún no hay calificaciones
- Diapositiva - Semana 07 - Gestión Del ConocimienoDocumento30 páginasDiapositiva - Semana 07 - Gestión Del ConocimienoSegundo Robledo AbadAún no hay calificaciones
- Diapositiva - Semana 06 - Gestión Del ConocimienoDocumento31 páginasDiapositiva - Semana 06 - Gestión Del ConocimienoSegundo Robledo AbadAún no hay calificaciones
- DocumentoElectronico PDFDocumento1 páginaDocumentoElectronico PDFSegundo Robledo AbadAún no hay calificaciones
- DocumentoElectronico PDFDocumento1 páginaDocumentoElectronico PDFSegundo Robledo AbadAún no hay calificaciones
- Metodologias Formales ESDocumento14 páginasMetodologias Formales ESSegundo Robledo AbadAún no hay calificaciones
- Compuertas Logicas - 1Documento5 páginasCompuertas Logicas - 1Israel GomezAún no hay calificaciones
- Diario Oficial El Peruano, Edición 9762. 20 de Julio de 2017Documento48 páginasDiario Oficial El Peruano, Edición 9762. 20 de Julio de 2017www.oficial.coAún no hay calificaciones
- Sistemas Empresariales ERP, CRM y SCMDocumento8 páginasSistemas Empresariales ERP, CRM y SCMvidcarAún no hay calificaciones
- Tema 68Documento22 páginasTema 68José DanielAún no hay calificaciones
- Contabilidad AdministrativaDocumento14 páginasContabilidad AdministrativaNohelia Nickol VenturaAún no hay calificaciones
- Quiz - Escenario 3 - Segundo Bloque-Teorico - Virtual - Modelos de Toma de Decisiones - (Grupo b22)Documento8 páginasQuiz - Escenario 3 - Segundo Bloque-Teorico - Virtual - Modelos de Toma de Decisiones - (Grupo b22)Marii PeñaAún no hay calificaciones
- Sistema Metrológico y Su Relación Con El Sistema de CalidadDocumento18 páginasSistema Metrológico y Su Relación Con El Sistema de CalidadAlex BedollaAún no hay calificaciones
- Plantilla Fase 3 - Validación Del Modelo de NegocioDocumento14 páginasPlantilla Fase 3 - Validación Del Modelo de NegocioValentina Gaitan GamezAún no hay calificaciones
- Urbano - Peru - Final Monit. 3Documento51 páginasUrbano - Peru - Final Monit. 3luis rodolfoAún no hay calificaciones
- CaseDocumento1 páginaCaseFelipe Eduardo Vargas Valenzuela100% (1)
- CV Andres CastilloDocumento2 páginasCV Andres CastilloAndres CastilloAún no hay calificaciones
- ACDelco Bandas y ManguerasDocumento146 páginasACDelco Bandas y Manguerassmonterrubio100% (2)
- Metodo IsacDocumento5 páginasMetodo IsacDavid Ocaña Vera100% (1)
- SAPONIFICACI - N-DEL-ACETATO-DE-ETILO - Docx Filename - UTF-8''SAPONIFICACIÓN-DEL-ACETATO-DE-ETILODocumento8 páginasSAPONIFICACI - N-DEL-ACETATO-DE-ETILO - Docx Filename - UTF-8''SAPONIFICACIÓN-DEL-ACETATO-DE-ETILOYuri Ticona RuizAún no hay calificaciones
- CV MaprecoDocumento4 páginasCV Mapreco4xkw6ythxbAún no hay calificaciones
- ProyectosDocumento748 páginasProyectosfernandoAún no hay calificaciones
- Century PruebaDocumento9 páginasCentury PruebaJesus CheremoAún no hay calificaciones
- Condiciones Basic Garantia Outlet Cars 2017Documento9 páginasCondiciones Basic Garantia Outlet Cars 2017BrutusAún no hay calificaciones
- Ingenieria Economica 3Documento3 páginasIngenieria Economica 3ManuelMartinezAún no hay calificaciones
- T Espe 018178Documento165 páginasT Espe 018178jhasminAún no hay calificaciones
- Tutorial para La Asignatura de Psicología Del Trabajo PDFDocumento33 páginasTutorial para La Asignatura de Psicología Del Trabajo PDFe-jajam100% (1)
- Diseño Mecatronico IDocumento7 páginasDiseño Mecatronico Idamejia14Aún no hay calificaciones
- 100000H01C HerramientasParaLaComunicacionEfectivaDocumento7 páginas100000H01C HerramientasParaLaComunicacionEfectivaJorge Auccacusi PrincipeAún no hay calificaciones
- Diccionario de Datos LavanderiaDocumento2 páginasDiccionario de Datos LavanderiajosezoyateAún no hay calificaciones
- Cuadro ToyotaDocumento2 páginasCuadro ToyotaANDRES DE JESUS BARBALENA PULIDOAún no hay calificaciones
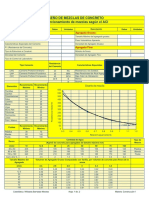
- 3.9 Formato Diseno de Mezclas de ConcretoDocumento2 páginas3.9 Formato Diseno de Mezclas de ConcretoLuupiSs QiintanA'Aún no hay calificaciones
- Unidades de MedidaDocumento2 páginasUnidades de MedidayugusanAún no hay calificaciones
- Norma API RP 500Documento23 páginasNorma API RP 500Alex Flores100% (11)
- 04 Mantenimiento, Maniobras y Seguridad en Los CTDocumento7 páginas04 Mantenimiento, Maniobras y Seguridad en Los CTfelixmfAún no hay calificaciones
- Analisis Costos UnitariosDocumento78 páginasAnalisis Costos UnitariosJuan CarlosAún no hay calificaciones