También podría gustarte
- SIG-PR-CS-003-Procedimiento Liquidos PenetrantesDocumento9 páginasSIG-PR-CS-003-Procedimiento Liquidos PenetrantesKevyn50% (2)
- CÓDIGO ASME SECCIÓN V ARTICULO 6, en Español - 2019Documento18 páginasCÓDIGO ASME SECCIÓN V ARTICULO 6, en Español - 2019secomet eirl73% (11)
- Inspeccion de Cordones de Soldadura Con Tintas Penetrantes (v01)Documento6 páginasInspeccion de Cordones de Soldadura Con Tintas Penetrantes (v01)Juan Carlos Nuñez Vera100% (1)
- Informe-N° 001-2022-Revision Del EtDocumento18 páginasInforme-N° 001-2022-Revision Del EtJuan Carlos Gomez RiveraAún no hay calificaciones
- Criterio de Aceptacion Segun AWS D1.1Documento5 páginasCriterio de Aceptacion Segun AWS D1.1jhon_201288% (8)
- Procedimiento para Pruebas de Vacio en TanquesDocumento8 páginasProcedimiento para Pruebas de Vacio en TanquesCamilo Araujo100% (4)
- Ultrasonidos: Nivel IIDe EverandUltrasonidos: Nivel IICalificación: 5 de 5 estrellas5/5 (1)
- Liquidos Penetrantes Nivel II ExamenDocumento16 páginasLiquidos Penetrantes Nivel II Examenmlmod75% (8)
- Código AsmeDocumento18 páginasCódigo Asmealexis chuquitucto vigoAún no hay calificaciones
- Pets Liquidos Penetrantes-1Documento5 páginasPets Liquidos Penetrantes-1ChinoGengAún no hay calificaciones
- Procedimiento de Inspección de Tintes Penetrantes Rev. 0Documento6 páginasProcedimiento de Inspección de Tintes Penetrantes Rev. 0yahirrocagalindo100% (1)
- Asme Seccion V Articulo 5 Ut EspanolDocumento14 páginasAsme Seccion V Articulo 5 Ut Espanoldavid ortiz lutzow100% (2)
- Curso de Radiografia Industrial Nivel II (Modo de Compatibilidad)Documento26 páginasCurso de Radiografia Industrial Nivel II (Modo de Compatibilidad)Paúl Álvarez100% (1)
- Código Asme Sección V Articulo 6 - 2015Documento18 páginasCódigo Asme Sección V Articulo 6 - 2015Nilton Inca TitoAún no hay calificaciones
- Procedimiento de Aplicación de Pintura en Sala EléctricaDocumento7 páginasProcedimiento de Aplicación de Pintura en Sala EléctricaAngel Vilchez100% (1)
- Inspección Visual AsmeDocumento20 páginasInspección Visual AsmeDaniel Aguirre88% (26)
- Maniobra MitsubishiDocumento34 páginasManiobra MitsubishiMario Sanchez Oliver100% (1)
- Procedimiento - Líquidos Penetrantes PTDocumento6 páginasProcedimiento - Líquidos Penetrantes PTBreyner RodriguezAún no hay calificaciones
- Examen General de Inspeccion Visual - 1Documento5 páginasExamen General de Inspeccion Visual - 187eleo100% (12)
- Examen General PT Nivel IIDocumento6 páginasExamen General PT Nivel IIMartin Mendoza Leon50% (2)
- 2008 Procedimiento de Tintas Penetrantes Aws D1.1 Astm e 165 PDFDocumento19 páginas2008 Procedimiento de Tintas Penetrantes Aws D1.1 Astm e 165 PDFLuis AcevedoAún no hay calificaciones
- Procedimientos de Inspección de ENDDocumento10 páginasProcedimientos de Inspección de ENDivanbf94% (16)
- Código Asme Sección V Articulo 6 - 2013Documento18 páginasCódigo Asme Sección V Articulo 6 - 2013jlighto2100% (5)
- Procedimiento Liquidos Penetrantes PDFDocumento10 páginasProcedimiento Liquidos Penetrantes PDFNayeli MstAún no hay calificaciones
- PR-EnD-011 Inspección y Ensayo Por Ultrasonido Rev00Documento17 páginasPR-EnD-011 Inspección y Ensayo Por Ultrasonido Rev00LUIS EDUARDO MEJIA JUAREZAún no hay calificaciones
- Inspeccion Por Líquidos Penetrantes - Rev0Documento9 páginasInspeccion Por Líquidos Penetrantes - Rev0Marco Andres Ortiz Tito100% (1)
- Astm E165-02Documento16 páginasAstm E165-02Ivan Bautista Fuentes100% (8)
- Codigo ASME Seccion V Articulo 7 - 2010 en EspañolDocumento41 páginasCodigo ASME Seccion V Articulo 7 - 2010 en EspañolAsdrúbal Delgado80% (5)
- Residuos en MataderosDocumento6 páginasResiduos en MataderosYenifher Ladino100% (1)
- Procedimiento Técnico (PT)Documento17 páginasProcedimiento Técnico (PT)carlosAún no hay calificaciones
- Procedimiento de Flushing MD - CMPT - H-H-H-Z-400a Rev c01Documento20 páginasProcedimiento de Flushing MD - CMPT - H-H-H-Z-400a Rev c01Aldair Jimenez100% (1)
- Criterios Asme Seccion VDocumento7 páginasCriterios Asme Seccion VJaimeAgrayAún no hay calificaciones
- P-SI-012 Procedimiento Prueba de Conejo (Drit) para Tubing y CasingDocumento5 páginasP-SI-012 Procedimiento Prueba de Conejo (Drit) para Tubing y CasingYuli RamosAún no hay calificaciones
- ASME BPVC V Art5 UT (Espaà Ol)Documento14 páginasASME BPVC V Art5 UT (Espaà Ol)Javier Oyarce100% (4)
- Manual de Liquidos Penetrantes. VISITE HTTPDocumento59 páginasManual de Liquidos Penetrantes. VISITE HTTPveroni-k-andrea100% (6)
- Curso Criterios de Aceptacion Medicion de Espesores e Integridad YpfbDocumento139 páginasCurso Criterios de Aceptacion Medicion de Espesores e Integridad Ypfbvticonaq06100% (1)
- Procedimiento Liquidos Penetrantes 1Documento6 páginasProcedimiento Liquidos Penetrantes 1Carlos Rudas RamirezAún no hay calificaciones
- Procedimiento Resane Exterior de Tuberías Rev ADocumento12 páginasProcedimiento Resane Exterior de Tuberías Rev APaolo Isumi Ripas LanzaAún no hay calificaciones
- Manual Inpeccion VisualDocumento182 páginasManual Inpeccion VisualMario Salazar100% (4)
- Reto U3 EMAT 2 Día 81 Al Día 104Documento10 páginasReto U3 EMAT 2 Día 81 Al Día 104Yisus90% (1)
- Norma Soldadura Aws d1.1Documento58 páginasNorma Soldadura Aws d1.1jpobando95% (22)
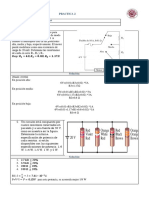
- Tarea Componentes y ElectronicaDocumento6 páginasTarea Componentes y ElectronicaStef Vos OrellanaAún no hay calificaciones
- Procedimiento de Inspeccion Por Liquidos Penetrantes de Weldolet de 10" en Tubo de 24"Documento7 páginasProcedimiento de Inspeccion Por Liquidos Penetrantes de Weldolet de 10" en Tubo de 24"Axel GonzalesAún no hay calificaciones
- Pi - 09 - 04 - 00 RECIPIENTES A PRESION (FASE DE USO Y OPERACION) PDFDocumento9 páginasPi - 09 - 04 - 00 RECIPIENTES A PRESION (FASE DE USO Y OPERACION) PDFJose Miguel Piña RodriguezAún no hay calificaciones
- Inspeccion Por Liquidos PenetrantesDocumento7 páginasInspeccion Por Liquidos Penetrantesrichardiaz21Aún no hay calificaciones
- Artículo 6Documento5 páginasArtículo 6Jaime AcevedoAún no hay calificaciones
- Procedimiento PT AsetecDocumento16 páginasProcedimiento PT AsetecLuis Arturo RodríguezAún no hay calificaciones
- PROCEDIMIENTO Permiso de TrabajoDocumento12 páginasPROCEDIMIENTO Permiso de TrabajoMauricio MunozAún no hay calificaciones
- NTC4294 (Materiales y Acabados. Series 1000)Documento19 páginasNTC4294 (Materiales y Acabados. Series 1000)luis fernando guzman rendonAún no hay calificaciones
- Inspeccion Por Liquidos PenetrantesDocumento11 páginasInspeccion Por Liquidos Penetrantesnv9f9qzbs2Aún no hay calificaciones
- SKC S Product Data Sheet EspanolDocumento2 páginasSKC S Product Data Sheet EspanolJacob VillamilAún no hay calificaciones
- Tercer Avance Del Plan de Mantenimiento.Documento25 páginasTercer Avance Del Plan de Mantenimiento.MariéSeguraAún no hay calificaciones
- Procedimiento General para La Examinacion Con Liquidos Penetrantes en Conexiones Tubulares Cargadas EstaticamenteDocumento21 páginasProcedimiento General para La Examinacion Con Liquidos Penetrantes en Conexiones Tubulares Cargadas EstaticamenteManuel OsesAún no hay calificaciones
- Procedimiento CORREGIDO Tintas Penetrantes OchmDocumento8 páginasProcedimiento CORREGIDO Tintas Penetrantes OchmGraciela Ticona LuqueAún no hay calificaciones
- Proc. de Inspeccion Por Liquido PenetranteDocumento8 páginasProc. de Inspeccion Por Liquido PenetranteDavid DaemmejAún no hay calificaciones
- SKC S - Product Data Sheet - EspanolDocumento2 páginasSKC S - Product Data Sheet - Espanolgugu carterAún no hay calificaciones
- 2-.AC-PT-002-Tintes Penetrantes.-REV01Documento12 páginas2-.AC-PT-002-Tintes Penetrantes.-REV01Cesar Astorayme MarochoAún no hay calificaciones
- Inspección Tks. para AireDocumento10 páginasInspección Tks. para AireJ Edinson NavarroAún no hay calificaciones
- Asme Seccion 5 Articulo 6 ExpociconDocumento27 páginasAsme Seccion 5 Articulo 6 Expociconjimmy julian pava vargasAún no hay calificaciones
- Recipientes A Presión Mpo-Rot-Ie-008Documento9 páginasRecipientes A Presión Mpo-Rot-Ie-008Dante RojasAún no hay calificaciones
- Anexo 6 IT 9.69.12 HermeticidadDocumento10 páginasAnexo 6 IT 9.69.12 HermeticidadHector SanchezAún no hay calificaciones
- Procedimiento Escrito ELPDocumento8 páginasProcedimiento Escrito ELPJuanDuqueUribeAún no hay calificaciones
- Procedimiento de Inscxzcxzcpeccion Tintes PenetrantesDocumento7 páginasProcedimiento de Inscxzcxzcpeccion Tintes PenetrantesDavid Luis Cantando CancionesAún no hay calificaciones
- G-021 - Procedimiento para Inspeccion Por Liquidos PenetrantDocumento7 páginasG-021 - Procedimiento para Inspeccion Por Liquidos PenetrantJc SalvogolerAún no hay calificaciones
- Puntos Que Debe Contener Un Procedimiento de End-LpDocumento4 páginasPuntos Que Debe Contener Un Procedimiento de End-LpMarcosAún no hay calificaciones
- Cavitación Y Erosión Por Lodos de Recubrimientos Por Aspersión TérmicaDocumento5 páginasCavitación Y Erosión Por Lodos de Recubrimientos Por Aspersión TérmicaYdalimar FernandezAún no hay calificaciones
- Fallas y AveriasDocumento10 páginasFallas y AveriasAngel MauricioAún no hay calificaciones
- Medicion de CaudalDocumento7 páginasMedicion de CaudalAngela MazaAún no hay calificaciones
- Módulo 1. Equilibrio Estable y Equilibrio InestableDocumento2 páginasMódulo 1. Equilibrio Estable y Equilibrio InestablejudyAún no hay calificaciones
- MEMORIA DESCRIPTIVA - GENERAL - Las BrasasDocumento3 páginasMEMORIA DESCRIPTIVA - GENERAL - Las BrasasJulio ValladaresAún no hay calificaciones
- Sistema Hidraulico de El Tractor AgricolaDocumento6 páginasSistema Hidraulico de El Tractor AgricolaWillianRubenCoronadoVivasAún no hay calificaciones
- Flexion Diagram de V y M de Vigas IsostaticasDocumento11 páginasFlexion Diagram de V y M de Vigas IsostaticasronaldoAún no hay calificaciones
- Ensayo Sistema de CombustibleDocumento2 páginasEnsayo Sistema de CombustibleCristian Campo GutiérrezAún no hay calificaciones
- Reglamento Municipalidad de SiguatepequeDocumento12 páginasReglamento Municipalidad de SiguatepequeJulioC'Ramirez100% (1)
- Manual Hidro Industrial CompaginadoDocumento10 páginasManual Hidro Industrial CompaginadoAldo Morales AguilarAún no hay calificaciones
- Extintor Amerex Modelo de Acetato Clase K para Fuego de Cocina de 6 Litros Modelo B260 Con Certificacion UL Indeci Nfpa 10 NTP 350 043Documento1 páginaExtintor Amerex Modelo de Acetato Clase K para Fuego de Cocina de 6 Litros Modelo B260 Con Certificacion UL Indeci Nfpa 10 NTP 350 043Miguel Castillo RojasAún no hay calificaciones
- Historia de La SoldaduraDocumento5 páginasHistoria de La SoldaduraGioPeñaAún no hay calificaciones
- Proyecto de CienciasDocumento5 páginasProyecto de CienciasJosé Luis100% (3)
- Cuestionario Pavimentacion ResueltoDocumento6 páginasCuestionario Pavimentacion Resueltoreyesdelacruz05Aún no hay calificaciones
- Ensayo Del Proyecto de Metodologia de La InvestigacionDocumento8 páginasEnsayo Del Proyecto de Metodologia de La InvestigacionDennis RiveraAún no hay calificaciones
- Tesis Doctorado Mejora Presición GPSDocumento213 páginasTesis Doctorado Mejora Presición GPSjorgedatAún no hay calificaciones
- Calculos Zapata Anuncio PublicitarioDocumento1 páginaCalculos Zapata Anuncio PublicitarioSebastian DuqueAún no hay calificaciones
- InformeDocumento14 páginasInformeSolance Fernanda Perez SaireAún no hay calificaciones
- Emusión de BetúnDocumento5 páginasEmusión de BetúnFrancisco Jesús Infante PérezAún no hay calificaciones
- 25-137-03 - Manual Dgital TOP Sa26fDocumento25 páginas25-137-03 - Manual Dgital TOP Sa26fRuben MuccilliAún no hay calificaciones
- Clase 1 Esfuerzo Sobre El Suelo (A) - 1Documento26 páginasClase 1 Esfuerzo Sobre El Suelo (A) - 1Andrea Paola Brito CabreraAún no hay calificaciones
- Antenas de AperturaDocumento17 páginasAntenas de AperturaYakuza Korps100% (1)
- Mapa Mental Actividad 3 Evidencia 3 SGCDocumento2 páginasMapa Mental Actividad 3 Evidencia 3 SGCStiven GaleanoAún no hay calificaciones
- Colas PooDocumento4 páginasColas PooIsaac SanchezAún no hay calificaciones
- Trabajo Final Articulo CientíficoDocumento25 páginasTrabajo Final Articulo CientíficoAriasZaldivarJesúsMiguelAún no hay calificaciones