También podría gustarte
- Norma ASME B30.5 2018 en EspañolDocumento65 páginasNorma ASME B30.5 2018 en EspañolLucas Gutierrez100% (10)
- Resumen Del Libro de Control Total de Calidad de Kaoru IshikawaDocumento21 páginasResumen Del Libro de Control Total de Calidad de Kaoru IshikawaEdmundo Del Aguila Paredes75% (8)
- EvaporitasDocumento41 páginasEvaporitasReysa Trujillo RamosAún no hay calificaciones
- Teoria de Las Restricciones TocDocumento15 páginasTeoria de Las Restricciones TocNeiry Aceituno100% (1)
- Aplicacion de Seis Sigma en Una MicroempresaDocumento8 páginasAplicacion de Seis Sigma en Una MicroempresaSteven Luis Maiz CespedesAún no hay calificaciones
- Lean ManufacturingDocumento49 páginasLean ManufacturingsantitosoyAún no hay calificaciones
- DESPERDICIOSDocumento4 páginasDESPERDICIOSFERNANDA BECERRAAún no hay calificaciones
- Mapa Conceptual Kaizen y Six SigmaDocumento5 páginasMapa Conceptual Kaizen y Six SigmaEduardo FloresAún no hay calificaciones
- SMEDDocumento20 páginasSMEDYair PerezAún no hay calificaciones
- Creación de Microempresa Procesadora de Lácteos en El Cantón Pallatanga.Documento122 páginasCreación de Microempresa Procesadora de Lácteos en El Cantón Pallatanga.Fresh FernandezAún no hay calificaciones
- Control de PisoDocumento53 páginasControl de PisoJosé Rafael Peña GutierrezAún no hay calificaciones
- Diseño de Experimentos Usando MinitabDocumento36 páginasDiseño de Experimentos Usando MinitabAllen Steven SegoviaAún no hay calificaciones
- Ingenieria de La Calidad PurificadoraDocumento15 páginasIngenieria de La Calidad PurificadoraJhovani Mendoza HernándezAún no hay calificaciones
- Actividad 8 Equipo 22Documento4 páginasActividad 8 Equipo 22LuisArredondo100% (1)
- Mantenimiento Productivo TotalDocumento55 páginasMantenimiento Productivo TotalSalvador Deyvi RojasAún no hay calificaciones
- Lean ManufacturingDocumento16 páginasLean ManufacturingCesar Valdiviezo SilvaAún no hay calificaciones
- Aditivos Utilizados en Tortilla de MaizDocumento22 páginasAditivos Utilizados en Tortilla de MaizEfren BarrancoAún no hay calificaciones
- Casos para Six SigmaDocumento10 páginasCasos para Six SigmaAndrea PerezAún no hay calificaciones
- Manos MilagrosasDocumento3 páginasManos MilagrosasDiannaRodríguezAún no hay calificaciones
- Info Del Método KaizenDocumento4 páginasInfo Del Método KaizenfrankAún no hay calificaciones
- Ensayo de MetrologiaDocumento15 páginasEnsayo de MetrologiaDaniel celestino villavaAún no hay calificaciones
- Poka YokeDocumento16 páginasPoka YokeNorberto Alejandro Ordinario de ArcosAún no hay calificaciones
- Practica 5Documento8 páginasPractica 5Rikardo VergaraAún no hay calificaciones
- Sistema de Producción ToyotaDocumento18 páginasSistema de Producción ToyotaFrancisco Javier Lopez HernandezAún no hay calificaciones
- Foro JitDocumento1 páginaForo JitBryan HZAún no hay calificaciones
- Despliegue de La Calidad Demandada y PlanificadaDocumento10 páginasDespliegue de La Calidad Demandada y PlanificadagaviotaperezAún no hay calificaciones
- Los 7 Principios de La Gestión de La Cadena de SuministroDocumento2 páginasLos 7 Principios de La Gestión de La Cadena de SuministroJesus ChavezAún no hay calificaciones
- Resumen La CarreraDocumento19 páginasResumen La CarreraFabioCastañedaArceAún no hay calificaciones
- Proyecto Estudio Del Trabajo 2Documento22 páginasProyecto Estudio Del Trabajo 2Angel Miguel Vazquez HernandezAún no hay calificaciones
- 21 Zacatecas Durazno VFDocumento59 páginas21 Zacatecas Durazno VFCarlos Rene Mamani TrujilloAún no hay calificaciones
- TOYOTISMODocumento21 páginasTOYOTISMOYessicaAún no hay calificaciones
- Manufactura de Clase MundialDocumento5 páginasManufactura de Clase Mundialchino1487100% (1)
- Grupos TecnológicosDocumento21 páginasGrupos TecnológicosGerardo Corral Lugo50% (2)
- Unidad 5 Justo A TiempoDocumento22 páginasUnidad 5 Justo A TiempoGuillermo Garcia100% (2)
- Taller Simulación ExcelDocumento3 páginasTaller Simulación ExcelfelipeAún no hay calificaciones
- Circulo de DemingDocumento1 páginaCirculo de DemingKlidy Barbaran100% (1)
- Practica ErgonomiaDocumento17 páginasPractica ErgonomiaAldair ÁlvarezAún no hay calificaciones
- Proyecto Lean Six SigmaDocumento14 páginasProyecto Lean Six SigmaDaniel Lagos RamirezAún no hay calificaciones
- Unidad II Analisis de Las OperacionesDocumento12 páginasUnidad II Analisis de Las OperacionesLUIS FELIPE ORTIZ GALICIAAún no hay calificaciones
- Smed CartoneraDocumento9 páginasSmed CartoneraLalo Cuz NicoAún no hay calificaciones
- I .-Modapts Teoria 2021Documento20 páginasI .-Modapts Teoria 2021Imanol el GAMERAún no hay calificaciones
- La MetaDocumento9 páginasLa MetaVictor SandovalAún no hay calificaciones
- Tarea Individual (Investigar El Tema) - Tfg-Ai-04 Medibles de Manufactura Esbelta.Documento6 páginasTarea Individual (Investigar El Tema) - Tfg-Ai-04 Medibles de Manufactura Esbelta.EDNA GUADALUPE ESCALANTE MORAAún no hay calificaciones
- Kanban Presentacion Final Final-1Documento14 páginasKanban Presentacion Final Final-1andres bravoAún no hay calificaciones
- Herramientas Heinjuka y KanbanDocumento3 páginasHerramientas Heinjuka y KanbanHector Eduardo Dzul GutierrezAún no hay calificaciones
- Kaoru IshikawaDocumento33 páginasKaoru IshikawaMarcela CarvajalAún no hay calificaciones
- Sistemas de Produccion ToyotaDocumento7 páginasSistemas de Produccion ToyotaKarinaCelesteAún no hay calificaciones
- Lean Manufacturing-Acosta-Velasquez-CalderonDocumento21 páginasLean Manufacturing-Acosta-Velasquez-Calderonengengeng1Aún no hay calificaciones
- 3.3 Herramientas Lean ManufacturingDocumento7 páginas3.3 Herramientas Lean ManufacturingLuis Demetrio Peralta MadrigalAún no hay calificaciones
- Marco Teorico LeanDocumento39 páginasMarco Teorico LeanMartín MirelesAún no hay calificaciones
- 3 ToyotismoDocumento14 páginas3 ToyotismoNatalie SilvaAún no hay calificaciones
- La MetaDocumento14 páginasLa MetaLarry Rivas BeltrameAún no hay calificaciones
- Ingenieria Industrial PlantillasDocumento135 páginasIngenieria Industrial PlantillasJosé Francisco RochaAún no hay calificaciones
- Reingenieria Capitulo 1Documento26 páginasReingenieria Capitulo 1Lupita De La CruzAún no hay calificaciones
- 1.unidad II Estudio de MercadoDocumento32 páginas1.unidad II Estudio de Mercadoisabela garzaAún no hay calificaciones
- Word 2 JumexDocumento6 páginasWord 2 JumexJaquelin Lizbeth Tome LindoAún no hay calificaciones
- Tesis Con El Modelo KmatDocumento63 páginasTesis Con El Modelo KmatBRISEIDAAún no hay calificaciones
- Nuevo Presentación de Microsoft PowerPoint Gerencia 1 PDFDocumento44 páginasNuevo Presentación de Microsoft PowerPoint Gerencia 1 PDFAlejandra ColindresAún no hay calificaciones
- Lectura - Jit & KanbanDocumento18 páginasLectura - Jit & KanbanMadeline Siccha RuizAún no hay calificaciones
- Historia de Justo A TiempODocumento3 páginasHistoria de Justo A TiempOJesusAbrahamFernandezLlecllishAún no hay calificaciones
- Sistemas Producción EsbeltaDocumento20 páginasSistemas Producción Esbeltajose daniel capos herediaAún no hay calificaciones
- Ensayo Justo A TiempoDocumento6 páginasEnsayo Justo A TiempoLEIDY NAYELI HERNANDEZ LABASTIDA100% (1)
- Huawei Y635-L01 Manual de UsuarioDocumento78 páginasHuawei Y635-L01 Manual de Usuariowarrior_2008Aún no hay calificaciones
- Los Grupos Sanguineos y La AlimentacionDocumento81 páginasLos Grupos Sanguineos y La Alimentacionwarrior_2008100% (2)
- Patrones en El Analisis de DrenajesDocumento40 páginasPatrones en El Analisis de Drenajeswarrior_2008100% (1)
- Sistema de CirculacionDocumento19 páginasSistema de Circulacionwarrior_2008Aún no hay calificaciones
- (R) Sistema de IzajeDocumento29 páginas(R) Sistema de IzajeRaul Hernandez92% (12)
- Sistema RotatorioDocumento14 páginasSistema Rotatoriowarrior_2008100% (2)
- Estratigrafía SecuencialDocumento46 páginasEstratigrafía SecuencialIHADESI93% (14)
- Sistema RotatorioDocumento14 páginasSistema Rotatoriowarrior_2008100% (2)
- Reflexiones Medioambientales de La Expansión Urbana1Documento11 páginasReflexiones Medioambientales de La Expansión Urbana1yureina parra pinedoAún no hay calificaciones
- Resuelto GUIA 1 CICLO IV MATDocumento11 páginasResuelto GUIA 1 CICLO IV MATAndres RuizAún no hay calificaciones
- Análisis de Caso Caracterización de Agentes Tóxicos Act3Documento8 páginasAnálisis de Caso Caracterización de Agentes Tóxicos Act3Milena RodriguezAún no hay calificaciones
- Marco TeoricoDocumento12 páginasMarco TeoricoJose Luis JustinianoAún no hay calificaciones
- Manual Control de TrabajoDocumento3 páginasManual Control de TrabajocarlosAún no hay calificaciones
- HAZCOMDocumento1 páginaHAZCOMjrraf61Aún no hay calificaciones
- Recetas de AnchovetaDocumento45 páginasRecetas de AnchovetaDanny Gonzales0% (1)
- Armadillo de Los InfanteDocumento6 páginasArmadillo de Los InfanteMichelle TorresAún no hay calificaciones
- Capex y OpexDocumento3 páginasCapex y OpexJuan Jose Pastrana Yague100% (1)
- Grandes Almacenes: La Historia de "El Abc", Un Emporio Comercial Que Fue PotenciaDocumento7 páginasGrandes Almacenes: La Historia de "El Abc", Un Emporio Comercial Que Fue PotenciaInes MacielAún no hay calificaciones
- Examen Parcial de Mecánica de FluidosDocumento2 páginasExamen Parcial de Mecánica de FluidosJamil Duverly Valdiviezo SaavedraAún no hay calificaciones
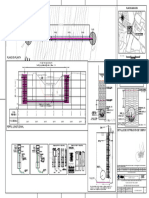
- Plano Cruce Cruce de Río HuaycoloroDocumento1 páginaPlano Cruce Cruce de Río HuaycoloroComercializadora S&EAún no hay calificaciones
- Texto 1 (29 - 33)Documento10 páginasTexto 1 (29 - 33)narfisitamAún no hay calificaciones
- Pauta de Alimentacion Diaria JJ AguirreDocumento3 páginasPauta de Alimentacion Diaria JJ AguirreDaniela HenriquezAún no hay calificaciones
- Plan de Emergencia TerramaqDocumento6 páginasPlan de Emergencia TerramaqGaby Zegarra Lévano100% (2)
- Vi SM Le 23 II VC s0 ClavesDocumento5 páginasVi SM Le 23 II VC s0 ClavescristianorlandobelenramirezAún no hay calificaciones
- Manual Laboratorio de Bioquimica. Presentacion de Practicas Virtuales. Revisado 2021Documento110 páginasManual Laboratorio de Bioquimica. Presentacion de Practicas Virtuales. Revisado 2021Mauricio MedranoAún no hay calificaciones
- Cuentos Martes 16Documento3 páginasCuentos Martes 16Lucia Diaz RodriguezAún no hay calificaciones
- 3 Guia Calculo Integral 2016-2Documento4 páginas3 Guia Calculo Integral 2016-2juan pabloAún no hay calificaciones
- Programa MindfulnessDocumento19 páginasPrograma MindfulnessTn PtriciaAún no hay calificaciones
- Cuadros de ContrasteDocumento5 páginasCuadros de ContrasteSissi HernándezAún no hay calificaciones
- Datos Relevantes Fisiologia Final 20Documento42 páginasDatos Relevantes Fisiologia Final 20Laura IsazaAún no hay calificaciones
- Modelo de TDR CarreterasDocumento64 páginasModelo de TDR CarreterasCarlos CastilloAún no hay calificaciones
- Ley de FaradayDocumento11 páginasLey de FaradayPablo AlonsoAún no hay calificaciones
- Mapa Mental - 202314 - 95839Documento1 páginaMapa Mental - 202314 - 95839joseluisAún no hay calificaciones
- 3.triaje Extrahospitalario BásicoDocumento56 páginas3.triaje Extrahospitalario BásicoMaría Suárez Mula0% (1)
- MaterialismoDocumento11 páginasMaterialismoAngelica VargasAún no hay calificaciones
- Formato Calibracion Pesas - DiplomadoDocumento3 páginasFormato Calibracion Pesas - DiplomadojoelduparAún no hay calificaciones
- ABSORCION, Metabolismo y Excresion FarmacologiaDocumento15 páginasABSORCION, Metabolismo y Excresion FarmacologiaNai SaVittAún no hay calificaciones