También podría gustarte
- Configuración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209De EverandConfiguración de moldes, matrices y cabezales de equipos para la transformación de polímeros. QUIT0209Aún no hay calificaciones
- Partes de Una Maquina de ExtrusionDocumento10 páginasPartes de Una Maquina de Extrusionws9hdpmfxrAún no hay calificaciones
- Tecnologia de PlasticosDocumento47 páginasTecnologia de PlasticosijromerAún no hay calificaciones
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108De EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Aún no hay calificaciones
- Extrusion de PVCDocumento11 páginasExtrusion de PVCGusta Hugo Huamani FonsecaAún no hay calificaciones
- Procesamiento de PolímerosDocumento68 páginasProcesamiento de PolímerosJulio César MurgueytioAún no hay calificaciones
- Tolerancias GeometricasDocumento186 páginasTolerancias GeometricasluisAún no hay calificaciones
- Procesado termoplásticos: ExtrusiónDocumento89 páginasProcesado termoplásticos: ExtrusiónAmin MartinezAún no hay calificaciones
- Fabricación cables eléctricos BrasilDocumento48 páginasFabricación cables eléctricos BrasilkatyAún no hay calificaciones
- Grupo2 Moldeo SopladoDocumento20 páginasGrupo2 Moldeo Sopladomiguel jaramilloAún no hay calificaciones
- Procesoe Instalaciones de Laminado y Calandrado Grupo DDocumento38 páginasProcesoe Instalaciones de Laminado y Calandrado Grupo DFelipe Espejo CarchipullaAún no hay calificaciones
- Proceso de ExtrusionDocumento34 páginasProceso de ExtrusionVictor Tomas LealAún no hay calificaciones
- Procesamiento de PolimerosDocumento80 páginasProcesamiento de PolimerosJose Luis SolanoAún no hay calificaciones
- Extrusion Laminado EstiradoDocumento16 páginasExtrusion Laminado EstiradoPablo Enrique Pérez GómezAún no hay calificaciones
- ExtrusionDocumento17 páginasExtrusionCintia SarrAún no hay calificaciones
- Tipos de moldes para plásticos de menos deDocumento26 páginasTipos de moldes para plásticos de menos dedarioAún no hay calificaciones
- Semana 04 Proceso MaDocumento74 páginasSemana 04 Proceso MaLuisito Andèrson Soto RodasAún no hay calificaciones
- Moldeo Por Inyeccion de Un Recipiente de PoliestirenoDocumento15 páginasMoldeo Por Inyeccion de Un Recipiente de PoliestirenoSlocky10740Aún no hay calificaciones
- Tecnología de Los Procesos de Conformado de PolímerosDocumento90 páginasTecnología de Los Procesos de Conformado de PolímerosGabriel CamaAún no hay calificaciones
- Extrusión e InyecciónDocumento21 páginasExtrusión e InyecciónDaniel BarahonaAún no hay calificaciones
- Presentación 3Documento13 páginasPresentación 3ManoloAún no hay calificaciones
- ExtrusionDocumento131 páginasExtrusionKaren SierraAún no hay calificaciones
- Componentes de La ExtrusoraDocumento35 páginasComponentes de La Extrusorarodolfo100% (1)
- Proceso de extrusión-soplado para fabricación de envases plásticosDocumento27 páginasProceso de extrusión-soplado para fabricación de envases plásticosAlejandra Mantilla PabónAún no hay calificaciones
- Tuberías de producción y packers: componentes y análisis de esfuerzosDocumento38 páginasTuberías de producción y packers: componentes y análisis de esfuerzoskateryneAún no hay calificaciones
- Extrusion PDFDocumento22 páginasExtrusion PDFNeftali GutierrezAún no hay calificaciones
- SopladoDocumento26 páginasSopladoAlissLokithaEmoxithaAún no hay calificaciones
- Extrusión de Tubo y PerfilDocumento7 páginasExtrusión de Tubo y PerfilEscalona Mondragón Dafne ShessidAún no hay calificaciones
- Extrusión: proceso para crear objetos con sección transversal definidaDocumento10 páginasExtrusión: proceso para crear objetos con sección transversal definidaJavier Gallegos100% (1)
- CLASE 02 Packer y TaponDocumento56 páginasCLASE 02 Packer y TaponS DilucenteAún no hay calificaciones
- Soplado de TermoplasticosDocumento28 páginasSoplado de TermoplasticosLaury Kiryu0% (1)
- Extrusión. AngelesDocumento47 páginasExtrusión. AngelesDeJotaAún no hay calificaciones
- Procesos de Manufactura: Dr. Ing. Jaime Salazar MontenegroDocumento55 páginasProcesos de Manufactura: Dr. Ing. Jaime Salazar MontenegroUrsula alca floresAún no hay calificaciones
- Procesos de Fabricación de Materiales PoliméricosDocumento121 páginasProcesos de Fabricación de Materiales PoliméricosRola BridgeAún no hay calificaciones
- Moldeo de polímeros por extrusiónDocumento33 páginasMoldeo de polímeros por extrusiónMoulitieAún no hay calificaciones
- Informe Del TrabajoDocumento20 páginasInforme Del TrabajoAlvaro Ivan Irala BarriosAún no hay calificaciones
- ExtrusionDocumento4 páginasExtrusionFranshesco Sánchez :vAún no hay calificaciones
- Tubería Estructurada HDPE RIBLOCDocumento17 páginasTubería Estructurada HDPE RIBLOCSmith Linneo Ortega MachacaAún no hay calificaciones
- MANUFACTURA-INFORME 2-ExtrusiónDocumento28 páginasMANUFACTURA-INFORME 2-ExtrusiónBrandon RamirezAún no hay calificaciones
- Extrusión de PolímerosDocumento40 páginasExtrusión de PolímerosPalma Caro LisAún no hay calificaciones
- EXTRUSORADocumento11 páginasEXTRUSORADiego Medrano HidalgoAún no hay calificaciones
- Unidad V ConformadoDocumento79 páginasUnidad V Conformadoluis carlos jimenez gamerosAún no hay calificaciones
- Clase de Extrusion Dic 05-2013Documento64 páginasClase de Extrusion Dic 05-2013Fernando Henao Henao100% (1)
- Presentacion Elaboracion de CigüeñalDocumento16 páginasPresentacion Elaboracion de CigüeñalfelipeAún no hay calificaciones
- Piezas de Plástico Moldeadas Por SopladoDocumento28 páginasPiezas de Plástico Moldeadas Por Sopladoantonio humberto egoavilmalmaAún no hay calificaciones
- EXTRUSION CorregidoDocumento6 páginasEXTRUSION Corregidojose aguilar roqueAún no hay calificaciones
- Enrollamiento filamentario vía húmeda y secasDocumento19 páginasEnrollamiento filamentario vía húmeda y secasJesus Alfredo Soria SanchezAún no hay calificaciones
- ECUAMATRIZDocumento15 páginasECUAMATRIZJosh FysAún no hay calificaciones
- Procesos de Deformación Plástica (Laminación)Documento6 páginasProcesos de Deformación Plástica (Laminación)Leo GriefAún no hay calificaciones
- Curso de Extrusion IiDocumento98 páginasCurso de Extrusion Iialfgraga604387% (15)
- PULTRUSIONDocumento8 páginasPULTRUSIONDavid Antonio Pimienta PérezAún no hay calificaciones
- PROCESO DE EXTRUSIÓNDocumento32 páginasPROCESO DE EXTRUSIÓNjames val100% (1)
- Guias ResueltasDocumento43 páginasGuias ResueltasChristian OrtizAún no hay calificaciones
- Presentacion EmpacadoresDocumento31 páginasPresentacion Empacadoresania olsuuarAún no hay calificaciones
- Tema 1-2a - TMM - Conformado de MaterialesDocumento90 páginasTema 1-2a - TMM - Conformado de MaterialesOscar OcañoAún no hay calificaciones
- Extrusión de Tubo y PerfilDocumento5 páginasExtrusión de Tubo y Perfilhengleny100% (1)
- SIP2015-M4-Proceso Moldeo Por InyecciónDocumento70 páginasSIP2015-M4-Proceso Moldeo Por InyecciónEDSON FRANCISCO MARTINEZ ALCANTARAún no hay calificaciones
- Tarea 6. Ejercicios Con Resistencias en SerieDocumento2 páginasTarea 6. Ejercicios Con Resistencias en SerieJesús Rolando Castillo AlcaláAún no hay calificaciones
- Proceso Administrativo G 4.1Documento2 páginasProceso Administrativo G 4.1Jesús Rolando Castillo AlcaláAún no hay calificaciones
- ProcesoDocumento5 páginasProcesoJesús Rolando Castillo AlcaláAún no hay calificaciones
- T-2 CompresiblesDocumento1 páginaT-2 CompresiblesJesús Rolando Castillo AlcaláAún no hay calificaciones
- Proceso Administrativo G 6.2Documento2 páginasProceso Administrativo G 6.2Jesús Rolando Castillo AlcaláAún no hay calificaciones
- Principios de La SustentabilidadDocumento21 páginasPrincipios de La SustentabilidadJesús Rolando Castillo AlcaláAún no hay calificaciones
- Reporte Practica 9Documento11 páginasReporte Practica 9Jesús Rolando Castillo AlcaláAún no hay calificaciones
- Ejercicios de Sumatorias 5Documento1 páginaEjercicios de Sumatorias 5Jesús Rolando Castillo AlcaláAún no hay calificaciones
- Evidencias Tebault Lee HectorDocumento28 páginasEvidencias Tebault Lee HectorJesús Rolando Castillo AlcaláAún no hay calificaciones
- Reporte Practica 8Documento7 páginasReporte Practica 8Jesús Rolando Castillo AlcaláAún no hay calificaciones
- Practica4 - 3 - Circuitos Mixto Con Resistencias - Sep2021Documento7 páginasPractica4 - 3 - Circuitos Mixto Con Resistencias - Sep2021Jesús Rolando Castillo AlcaláAún no hay calificaciones
- Unidad I: Teorema Fundamental Del Cálculo 1.1 Medición Aproximada de Figuras AmorfasDocumento4 páginasUnidad I: Teorema Fundamental Del Cálculo 1.1 Medición Aproximada de Figuras AmorfasJesús Rolando Castillo AlcaláAún no hay calificaciones
- Flip-Flops y Dispositivos RelacionadosDocumento15 páginasFlip-Flops y Dispositivos RelacionadosJesús Rolando Castillo AlcaláAún no hay calificaciones
- Estatica Unidad IV Equilibrio de Cuerpo RigidoDocumento11 páginasEstatica Unidad IV Equilibrio de Cuerpo RigidoJesús Rolando Castillo AlcaláAún no hay calificaciones
- PnumaDocumento18 páginasPnumaJesús Rolando Castillo AlcaláAún no hay calificaciones
- Desarrollo de Apuntes de Dinamica Ing MecanicaDocumento62 páginasDesarrollo de Apuntes de Dinamica Ing MecanicaJesús Rolando Castillo AlcaláAún no hay calificaciones
- Esmerilado ElectroquimicoDocumento17 páginasEsmerilado ElectroquimicoJesús Rolando Castillo AlcaláAún no hay calificaciones
- Proceso de esmeriladoDocumento33 páginasProceso de esmeriladoJesús Rolando Castillo AlcaláAún no hay calificaciones
- 1.° de Marzo de 2025, 2 P. M. Cía. Carrizo Internacional Sala VirtualDocumento31 páginas1.° de Marzo de 2025, 2 P. M. Cía. Carrizo Internacional Sala VirtualJesús Rolando Castillo AlcaláAún no hay calificaciones
- Proceso de Esmeriladoy AbrsivosDocumento18 páginasProceso de Esmeriladoy AbrsivosJesús Rolando Castillo AlcaláAún no hay calificaciones
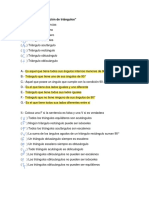
- Clasificación de triángulos: tipos y propiedadesDocumento1 páginaClasificación de triángulos: tipos y propiedadesJesús Rolando Castillo AlcaláAún no hay calificaciones
- Examen Unidad 2Documento1 páginaExamen Unidad 2Jesús Rolando Castillo AlcaláAún no hay calificaciones
- I. Contesta Correctamente Las PreguntasDocumento1 páginaI. Contesta Correctamente Las PreguntasJesús Rolando Castillo AlcaláAún no hay calificaciones
- Taladrado: proceso, tipos de taladros y seguridadDocumento32 páginasTaladrado: proceso, tipos de taladros y seguridadJesús Rolando Castillo AlcaláAún no hay calificaciones
- Brooke Taylor El Matemático InglésDocumento1 páginaBrooke Taylor El Matemático InglésJesús Rolando Castillo AlcaláAún no hay calificaciones
- COMUNICACIÓNDocumento6 páginasCOMUNICACIÓNJesús Rolando Castillo AlcaláAún no hay calificaciones
- Fabricación de Almidón de Mandioca y MaízDocumento26 páginasFabricación de Almidón de Mandioca y Maízatila117Aún no hay calificaciones
- C. Lectura 4º Grado YaDocumento11 páginasC. Lectura 4º Grado YaFanel ChihuantitoAún no hay calificaciones
- Boletin Sociedad Geológica Del Perú. Volumen 111 Año 2016. Serie Tematica: Geotecnia y Riesgos GeológicosDocumento91 páginasBoletin Sociedad Geológica Del Perú. Volumen 111 Año 2016. Serie Tematica: Geotecnia y Riesgos GeológicosSonia Luz Bermudez LozanoAún no hay calificaciones
- JDocumento11 páginasJDiaz RodrigoAún no hay calificaciones
- INFORME 4 QUIMICA LaboratorioDocumento4 páginasINFORME 4 QUIMICA LaboratorioMarilyn ZubietaAún no hay calificaciones
- Catalogo Aire Comprimido 2011Documento23 páginasCatalogo Aire Comprimido 2011venom_calvoAún no hay calificaciones
- Ficha Electrica Videobroncoscopio Bf-1th190Documento2 páginasFicha Electrica Videobroncoscopio Bf-1th190DEPARTAMENTO TECNICOAún no hay calificaciones
- Arquitectura RusaDocumento17 páginasArquitectura RusaJahir A. Bocanegra MariñosAún no hay calificaciones
- Hocol Rev.1Documento2 páginasHocol Rev.1John Duran Prevención Daño MecánicoAún no hay calificaciones
- Analisis de Precios Unitarios para MurosDocumento6 páginasAnalisis de Precios Unitarios para MurosAnonymous Q11mOcGW4Aún no hay calificaciones
- Computo y Presupuesto - BOGGIODocumento58 páginasComputo y Presupuesto - BOGGIOJulieta Aymara PalaciosAún no hay calificaciones
- PFC - Curso Superior en Dirección de Seguridad PrivadaDocumento27 páginasPFC - Curso Superior en Dirección de Seguridad PrivadaYessica PérezAún no hay calificaciones
- Ficha Simplificada Palacio MunicipalDocumento4 páginasFicha Simplificada Palacio MunicipalkathyAún no hay calificaciones
- Taller Parcial TermoDocumento3 páginasTaller Parcial Termodaniel ortizAún no hay calificaciones
- Clasificación y Características de Los Equipos de FiltraciónDocumento12 páginasClasificación y Características de Los Equipos de FiltraciónIsabel BenitezAún no hay calificaciones
- Bomba INFUSOMAT FMS PDFDocumento2 páginasBomba INFUSOMAT FMS PDFIvan IsaackAún no hay calificaciones
- Vinculo Entre La Arquitectura y La ConstrucciónDocumento12 páginasVinculo Entre La Arquitectura y La ConstrucciónJavier VasquezAún no hay calificaciones
- IEEE80Documento247 páginasIEEE80Irvinng Leeal O100% (1)
- Bosch Hoy 2018 PDFDocumento52 páginasBosch Hoy 2018 PDFAngel Javier Rodríguez CoronaAún no hay calificaciones
- Matriz de PeligrosDocumento13 páginasMatriz de PeligrosEdward Smiith Kastro73% (11)
- Lab 2 Hidraulica 2Documento11 páginasLab 2 Hidraulica 2Guido Mauricio Rojas BordaAún no hay calificaciones
- Ejercicios 14 15Documento8 páginasEjercicios 14 15Juan CarlosAún no hay calificaciones
- Como Convertir Cualquier Documento en PDFDocumento2 páginasComo Convertir Cualquier Documento en PDFChadAún no hay calificaciones
- Abb. Pol LauraDocumento16 páginasAbb. Pol LauraPol Laura PayiAún no hay calificaciones
- Elementos Circuitales Dinámicos - S1 PDFDocumento32 páginasElementos Circuitales Dinámicos - S1 PDFandresAún no hay calificaciones
- Unidad 1 - Segunda Edición IHEDocumento23 páginasUnidad 1 - Segunda Edición IHEzaphkielAún no hay calificaciones
- 22 Punto de Ablandamiento Final 2019Documento15 páginas22 Punto de Ablandamiento Final 2019WILSON NIETO GONZALEZ100% (1)
- Detalle Pozo A TierraDocumento1 páginaDetalle Pozo A TierraMiguel Angel Lizana MarcasAún no hay calificaciones
- METALOGENIADocumento5 páginasMETALOGENIAEloy Taylor PerezAún no hay calificaciones
- Hierro LLLDocumento11 páginasHierro LLLGabriela CamachoAún no hay calificaciones
- Notas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesDe EverandNotas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesAún no hay calificaciones
- Lentes de contacto: composición química y propiedadesDe EverandLentes de contacto: composición química y propiedadesCalificación: 3 de 5 estrellas3/5 (2)
- El método de los elementos finitos: Un enfoque teórico prácticoDe EverandEl método de los elementos finitos: Un enfoque teórico prácticoCalificación: 3 de 5 estrellas3/5 (4)
- Principios básicos de bioquímica de los alimentosDe EverandPrincipios básicos de bioquímica de los alimentosCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Minerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.De EverandMinerales y vitaminas: Micronutrientes esenciales en la alimentación, nutrición y salud.Calificación: 3 de 5 estrellas3/5 (2)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Fisicoquímica III: Estructura y transformaciones de la materia. Intercambios de energíaDe EverandFisicoquímica III: Estructura y transformaciones de la materia. Intercambios de energíaAún no hay calificaciones
- Fundamentos de procesos químicosDe EverandFundamentos de procesos químicosCalificación: 5 de 5 estrellas5/5 (3)
- Fisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposDe EverandFisicoquímica II: Materia, electricidad y magnetismo. Fuerzas y camposAún no hay calificaciones
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)
- Bioquímica: metabolismo energético, conceptos y aplicaciónDe EverandBioquímica: metabolismo energético, conceptos y aplicaciónCalificación: 4 de 5 estrellas4/5 (7)
- Técnicas y medidas básicas en el laboratorio de químicaDe EverandTécnicas y medidas básicas en el laboratorio de químicaCalificación: 4.5 de 5 estrellas4.5/5 (6)
- Nanotecnología: Fundamentos y aplicacionesDe EverandNanotecnología: Fundamentos y aplicacionesAún no hay calificaciones
- Investigación de mecanismos de reacción en química orgánicaDe EverandInvestigación de mecanismos de reacción en química orgánicaAún no hay calificaciones
- La química al alcance de todosDe EverandLa química al alcance de todosCalificación: 1 de 5 estrellas1/5 (1)
- Fundamentos de química aplicados a las ciencias de la saludDe EverandFundamentos de química aplicados a las ciencias de la saludAún no hay calificaciones
- Nomenclatura de las sustancias químicasDe EverandNomenclatura de las sustancias químicasCalificación: 5 de 5 estrellas5/5 (2)
- Lecciones de Química HeterocíclicaDe EverandLecciones de Química HeterocíclicaCalificación: 5 de 5 estrellas5/5 (1)