También podría gustarte
- Esmerilado ChingonDocumento27 páginasEsmerilado ChingonjuanAún no hay calificaciones
- Catalogo Endress-Hauser Proline Promass F 300Documento21 páginasCatalogo Endress-Hauser Proline Promass F 300Jhon Sanchez Ch100% (1)
- Iso 31000 de 2018 y 2009Documento5 páginasIso 31000 de 2018 y 2009Iraima Lucía0% (1)
- Evaluacion Inicial SGSST Buena VistaDocumento36 páginasEvaluacion Inicial SGSST Buena VistaWILSON BLANCOAún no hay calificaciones
- Ex Entrada Adm UNMSM ASMDocumento12 páginasEx Entrada Adm UNMSM ASMKade CHAún no hay calificaciones
- TAREA 06 FisicaDocumento21 páginasTAREA 06 FisicaMayela Borja100% (1)
- EXPOSICION A POLVO ORGANICO SodimacDocumento30 páginasEXPOSICION A POLVO ORGANICO SodimacSXHESXHO BullangueroAún no hay calificaciones
- Evaluacion Post-Capacitacion - Riesgo MecanicoDocumento1 páginaEvaluacion Post-Capacitacion - Riesgo Mecanicoandres vargas100% (1)
- Esfuerzos Efectivos y Incremento de Esfuerzo VerticalDocumento19 páginasEsfuerzos Efectivos y Incremento de Esfuerzo VerticalEdward HVAún no hay calificaciones
- Maquinado Diapositiva 1 y 7Documento12 páginasMaquinado Diapositiva 1 y 7Laura Francisco OlivaresAún no hay calificaciones
- Copia de FORMATO ESG-SSTVF 04Documento38 páginasCopia de FORMATO ESG-SSTVF 04Nataly Falla ValderramaAún no hay calificaciones
- Hoja de Seguridad AerosolDocumento8 páginasHoja de Seguridad AerosolYsik Mora CAún no hay calificaciones
- Diagnostico CurricularDocumento9 páginasDiagnostico CurricularYeison Albeiro TRIANA FOREROAún no hay calificaciones
- Reglamento Aprendiz Sena TallerDocumento3 páginasReglamento Aprendiz Sena TallerJulieth Tapias AriasAún no hay calificaciones
- Analisis Casuistica Trabajo Sesion 2Documento3 páginasAnalisis Casuistica Trabajo Sesion 2FèlixSaulChapaApazaAún no hay calificaciones
- My Future VacationsDocumento4 páginasMy Future Vacationssamuel jimenezAún no hay calificaciones
- Ensayo FinalDocumento8 páginasEnsayo FinalmariafernandaAún no hay calificaciones
- Copia de Taller 2 Ejercicios FX Si - 26 OctubreDocumento7 páginasCopia de Taller 2 Ejercicios FX Si - 26 OctubreJose Fonseca GuioAún no hay calificaciones
- Reglamento Del Aprendiz y Debido ProcesoDocumento8 páginasReglamento Del Aprendiz y Debido ProcesoJose Daniel Ramos BarraganAún no hay calificaciones
- Análisis de La Inseguridad en La Localidad de Usaquén Aponte IvánDocumento14 páginasAnálisis de La Inseguridad en La Localidad de Usaquén Aponte IváncmAún no hay calificaciones
- Cuentas T Y Balance de PruebaDocumento3 páginasCuentas T Y Balance de PruebaSandraSuarezAún no hay calificaciones
- Diseños Longitudinales - 1Documento12 páginasDiseños Longitudinales - 1michaelAún no hay calificaciones
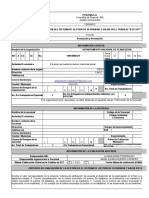
- FORMATO Evaluacion Inicial SG SSTDocumento7 páginasFORMATO Evaluacion Inicial SG SSTsg sst ferreteria horizonteAún no hay calificaciones
- 1.5. Casos Reglamento Del Aprendiz SENADocumento28 páginas1.5. Casos Reglamento Del Aprendiz SENAJorge Humberto Muñoz RamosAún no hay calificaciones
- Taller Matriz de Compatibilidad de Sustancias Químicas y Rombo NFPADocumento7 páginasTaller Matriz de Compatibilidad de Sustancias Químicas y Rombo NFPAJampool AlvarezzAún no hay calificaciones
- t1 Mapa Conceptual Del Poder PúblicoDocumento5 páginast1 Mapa Conceptual Del Poder PúblicoELIANA LEMUS MOTOAAún no hay calificaciones
- Plan Familiar de Emergencias PDFDocumento12 páginasPlan Familiar de Emergencias PDFDAVID ROSERO MONTALVOAún no hay calificaciones
- Matriz Compatibilidad Quimica 2015Documento8 páginasMatriz Compatibilidad Quimica 2015Patricia MayaAún no hay calificaciones
- Trabajo de Investigación 2022 Mayo Opcion A GradoDocumento37 páginasTrabajo de Investigación 2022 Mayo Opcion A GradoNelida RojasAún no hay calificaciones
- Cartilla Riesgos BiologicosDocumento17 páginasCartilla Riesgos BiologicosSOFIA CARVAJAL OSPINAAún no hay calificaciones
- Solucion Ejercicio IvDocumento24 páginasSolucion Ejercicio IvEliana OSSA VELEZAún no hay calificaciones
- Taller 9Documento3 páginasTaller 9Paola Andrea ManosalvaAún no hay calificaciones
- Como Trabaja El HistoriadorDocumento6 páginasComo Trabaja El HistoriadorYenny Lozano MorenoAún no hay calificaciones
- Ensayo Iso 31000 de 2009Documento3 páginasEnsayo Iso 31000 de 2009LuisferCastroGalaraga100% (2)
- Hoja de Datos de Seguridad para Desengrasante de Motores.80572-80572Documento10 páginasHoja de Datos de Seguridad para Desengrasante de Motores.80572-80572argenis torres mantillaAún no hay calificaciones
- 3.politica de Convivencia LaboralDocumento1 página3.politica de Convivencia LaboralJorgeLuisMtzAún no hay calificaciones
- Taller de IluminacionDocumento21 páginasTaller de IluminacionJuliedt MelgarejoAún no hay calificaciones
- Establecimiento de Objetivos y Metas MedioambientalesDocumento2 páginasEstablecimiento de Objetivos y Metas MedioambientalesJose Luis RodriguezAún no hay calificaciones
- 1 Cuadro Comparativo de La Cosntitucion de 1886 y 1991Documento6 páginas1 Cuadro Comparativo de La Cosntitucion de 1886 y 1991Anonymous mC80DYAún no hay calificaciones
- Procedimiento de Investigacion de AtelDocumento16 páginasProcedimiento de Investigacion de Atelkeenis herreraAún no hay calificaciones
- Politica de CalidadDocumento9 páginasPolitica de CalidadYamile Sanguino RoperoAún no hay calificaciones
- Hds Sikadur ADocumento11 páginasHds Sikadur AGenesis Alejandra Mancilla CaniuAún no hay calificaciones
- Taller Practico Und. 5 - Ciclo ContableDocumento7 páginasTaller Practico Und. 5 - Ciclo ContableYudy Andrea PULIDO GONZALEZAún no hay calificaciones
- Plan Familiar de Emergencia Fam - MartinezDocumento8 páginasPlan Familiar de Emergencia Fam - MartinezJhon MartinezAún no hay calificaciones
- Planteamiento de Problema en Santa MartaDocumento2 páginasPlanteamiento de Problema en Santa MartaMaite Quinto0% (1)
- Ejemplo de Valoracion TLVDocumento39 páginasEjemplo de Valoracion TLVJUAN LINARES ZELADAAún no hay calificaciones
- MSDS - Sika Antisol SDocumento11 páginasMSDS - Sika Antisol SMiguel MonAún no hay calificaciones
- Ejemplo Matriz y PreguntasDocumento2 páginasEjemplo Matriz y PreguntasRaul PesantesAún no hay calificaciones
- MAPA CONCEPTUAL RiesgosDocumento2 páginasMAPA CONCEPTUAL Riesgosmiguel angel ruiz olivarAún no hay calificaciones
- Taller de Iluminacion y RuidoDocumento11 páginasTaller de Iluminacion y RuidoAlaia Zavala50% (2)
- 2 PRESENTACION SG SST Colmena Formar para AbrilDocumento54 páginas2 PRESENTACION SG SST Colmena Formar para AbrilJose Julian100% (1)
- Actividad Eje 2 Seminario de InvestigacionDocumento7 páginasActividad Eje 2 Seminario de InvestigacionSergio Fabian Bayona ReyAún no hay calificaciones
- Folleto Formalizacion LaboralDocumento2 páginasFolleto Formalizacion LaboralJose Luis ManzanaresAún no hay calificaciones
- Actividad #5Documento7 páginasActividad #5Angelica CarrascalAún no hay calificaciones
- Cómo Hacer Un Árbol de ProblemasDocumento6 páginasCómo Hacer Un Árbol de Problemasclara mejiaAún no hay calificaciones
- Diseño de Un Modelo de Diagnóstico EstratégicoDocumento5 páginasDiseño de Un Modelo de Diagnóstico EstratégicomardonioAún no hay calificaciones
- Triptico Tipos de ReciclajeDocumento2 páginasTriptico Tipos de ReciclajeCamila Diaz MiseAún no hay calificaciones
- Formato Charlas y Capacitaciones 2Documento1 páginaFormato Charlas y Capacitaciones 2Daniela Cristina Valenzuela N.Aún no hay calificaciones
- La Psicología Laboral en Una Ciencia Dirigida A La AplicaciónDocumento5 páginasLa Psicología Laboral en Una Ciencia Dirigida A La AplicaciónmariavranjesAún no hay calificaciones
- Elasticidad de La DemandaDocumento32 páginasElasticidad de La DemandaAndy Hamerson LARICO TACUSIAún no hay calificaciones
- Ensayo de Teilor y FayollDocumento6 páginasEnsayo de Teilor y FayollIngrid RinconesAún no hay calificaciones
- Análisis Recorrido Del ClienteDocumento8 páginasAnálisis Recorrido Del ClienteNicolle BaronAún no hay calificaciones
- Esmerilado y Otros Procesos Abrasivos Cap 25Documento9 páginasEsmerilado y Otros Procesos Abrasivos Cap 25Maria Fernanda Maldonado GámbuleAún no hay calificaciones
- Maquinado Por AbrasivosDocumento4 páginasMaquinado Por AbrasivosOctavio Medrano FloresAún no hay calificaciones
- ProcesoDocumento5 páginasProcesoJesús Rolando Castillo AlcaláAún no hay calificaciones
- Proceso Administrativo G 6.2Documento2 páginasProceso Administrativo G 6.2Jesús Rolando Castillo AlcaláAún no hay calificaciones
- T-2 CompresiblesDocumento1 páginaT-2 CompresiblesJesús Rolando Castillo AlcaláAún no hay calificaciones
- Reporte Practica 8Documento7 páginasReporte Practica 8Jesús Rolando Castillo AlcaláAún no hay calificaciones
- Ejercicios de Sumatorias 5Documento1 páginaEjercicios de Sumatorias 5Jesús Rolando Castillo AlcaláAún no hay calificaciones
- Tarea 6. Ejercicios Con Resistencias en SerieDocumento2 páginasTarea 6. Ejercicios Con Resistencias en SerieJesús Rolando Castillo AlcaláAún no hay calificaciones
- Proceso Administrativo G 4.1Documento2 páginasProceso Administrativo G 4.1Jesús Rolando Castillo AlcaláAún no hay calificaciones
- Reporte Practica 9Documento11 páginasReporte Practica 9Jesús Rolando Castillo AlcaláAún no hay calificaciones
- Estatica Unidad IV Equilibrio de Cuerpo RigidoDocumento11 páginasEstatica Unidad IV Equilibrio de Cuerpo RigidoJesús Rolando Castillo AlcaláAún no hay calificaciones
- Proceso de ExtrusiónDocumento34 páginasProceso de ExtrusiónJesús Rolando Castillo AlcaláAún no hay calificaciones
- Evidencias Tebault Lee HectorDocumento28 páginasEvidencias Tebault Lee HectorJesús Rolando Castillo AlcaláAún no hay calificaciones
- Esmerilado ElectroquimicoDocumento17 páginasEsmerilado ElectroquimicoJesús Rolando Castillo AlcaláAún no hay calificaciones
- Principios de La SustentabilidadDocumento21 páginasPrincipios de La SustentabilidadJesús Rolando Castillo AlcaláAún no hay calificaciones
- PnumaDocumento18 páginasPnumaJesús Rolando Castillo AlcaláAún no hay calificaciones
- Practica4 - 3 - Circuitos Mixto Con Resistencias - Sep2021Documento7 páginasPractica4 - 3 - Circuitos Mixto Con Resistencias - Sep2021Jesús Rolando Castillo AlcaláAún no hay calificaciones
- Flip-Flops y Dispositivos RelacionadosDocumento15 páginasFlip-Flops y Dispositivos RelacionadosJesús Rolando Castillo AlcaláAún no hay calificaciones
- 1.° de Marzo de 2025, 2 P. M. Cía. Carrizo Internacional Sala VirtualDocumento31 páginas1.° de Marzo de 2025, 2 P. M. Cía. Carrizo Internacional Sala VirtualJesús Rolando Castillo AlcaláAún no hay calificaciones
- Unidad I: Teorema Fundamental Del Cálculo 1.1 Medición Aproximada de Figuras AmorfasDocumento4 páginasUnidad I: Teorema Fundamental Del Cálculo 1.1 Medición Aproximada de Figuras AmorfasJesús Rolando Castillo AlcaláAún no hay calificaciones
- Brooke Taylor El Matemático InglésDocumento1 páginaBrooke Taylor El Matemático InglésJesús Rolando Castillo AlcaláAún no hay calificaciones
- Proceso de Esmeriladoy AbrsivosDocumento18 páginasProceso de Esmeriladoy AbrsivosJesús Rolando Castillo AlcaláAún no hay calificaciones
- Desarrollo de Apuntes de Dinamica Ing MecanicaDocumento62 páginasDesarrollo de Apuntes de Dinamica Ing MecanicaJesús Rolando Castillo AlcaláAún no hay calificaciones
- I. Contesta Correctamente Las PreguntasDocumento1 páginaI. Contesta Correctamente Las PreguntasJesús Rolando Castillo AlcaláAún no hay calificaciones
- TaladradoDocumento32 páginasTaladradoJesús Rolando Castillo AlcaláAún no hay calificaciones
- Ejercicio 1Documento1 páginaEjercicio 1Jesús Rolando Castillo AlcaláAún no hay calificaciones
- COMUNICACIÓNDocumento6 páginasCOMUNICACIÓNJesús Rolando Castillo AlcaláAún no hay calificaciones
- Examen Unidad 2Documento1 páginaExamen Unidad 2Jesús Rolando Castillo AlcaláAún no hay calificaciones
- VilaDocumento1 páginaVilaEnzo CionofrinoAún no hay calificaciones
- Taller CompletoDocumento92 páginasTaller CompletoAlexanderGonzalezAún no hay calificaciones
- Solución Practica 1 VectoresDocumento5 páginasSolución Practica 1 VectoresmarioinsturainrAún no hay calificaciones
- Ejercicio Voluntario Nº6. Unidad Didáctica 2Documento5 páginasEjercicio Voluntario Nº6. Unidad Didáctica 2Yolber PichardoAún no hay calificaciones
- Geode SiaDocumento26 páginasGeode SiaKelvin Abarca gaytanAún no hay calificaciones
- N. Prácticas de Laboratorio para Física I Cátedra 2014Documento4 páginasN. Prácticas de Laboratorio para Física I Cátedra 2014Pako NuriAún no hay calificaciones
- Lab Mecanica de Materiales 4Documento4 páginasLab Mecanica de Materiales 4Luiz Carlos Moreno OrdazAún no hay calificaciones
- Ensayo A 5Documento8 páginasEnsayo A 5albaroAún no hay calificaciones
- Pesaje y Medicion de Volumen y Densidad 4Documento30 páginasPesaje y Medicion de Volumen y Densidad 4Luis Miguel ZarateAún no hay calificaciones
- Lista de Ejercicios 1 - 2020-I PDFDocumento2 páginasLista de Ejercicios 1 - 2020-I PDFwilian cayllahueAún no hay calificaciones
- 05 DinamicaDocumento19 páginas05 DinamicaadrianaAún no hay calificaciones
- P3-081-23 - Fralib S.A.C.Documento4 páginasP3-081-23 - Fralib S.A.C.BRIDA - Bruce PachasAún no hay calificaciones
- Superficies Cuádricas IIDocumento22 páginasSuperficies Cuádricas IIJuan Ariel Paredes VillasantiAún no hay calificaciones
- Metodo DirectoDocumento24 páginasMetodo DirectoRosmery Cristina Valeriano PozoAún no hay calificaciones
- 06 Bloqueo de Energia y Mat PeligrososDocumento27 páginas06 Bloqueo de Energia y Mat PeligrososDpto SeguridadAún no hay calificaciones
- Correlación de RangosDocumento3 páginasCorrelación de RangosMANCCO PEREZ JUAN GUILLERMOAún no hay calificaciones
- FORMULITADocumento14 páginasFORMULITAJherson Condori MolloAún no hay calificaciones
- TPR15 p02Documento2 páginasTPR15 p02Neiver Villalobos RojasAún no hay calificaciones
- Guía # 19, Efecto FotoeléctricoDocumento3 páginasGuía # 19, Efecto FotoeléctricoFERNANDO JOSÉ DE LEÓN ANDRADEAún no hay calificaciones
- Tema:: PolinomiosDocumento3 páginasTema:: PolinomiosJoni GTAún no hay calificaciones
- Justificación de La Acción SísmicaDocumento11 páginasJustificación de La Acción Sísmicaobras publicaAún no hay calificaciones
- CLASE 3 Máquinas II-ScribdDocumento21 páginasCLASE 3 Máquinas II-ScribdCarlos Cruz DoloriertAún no hay calificaciones
- Memoria de Descriptiva Tensionado de Cables V2Documento18 páginasMemoria de Descriptiva Tensionado de Cables V2Juan DiazAún no hay calificaciones
- Examen Curso Análisis No Lineal en Estructuras de AceroDocumento2 páginasExamen Curso Análisis No Lineal en Estructuras de AceroAldobecAún no hay calificaciones
- Pretarea Esmeralda AguilarDocumento4 páginasPretarea Esmeralda AguilarAlejandro chaparroAún no hay calificaciones
- Experimento de QuimicaDocumento13 páginasExperimento de QuimicaDori MurilloAún no hay calificaciones