También podría gustarte
- UF1125 - Técnicas de programación en fabricación mecánicaDe EverandUF1125 - Técnicas de programación en fabricación mecánicaAún no hay calificaciones
- Técnicas básicas de corte, ensamblado y acabado de productos textiles. TCPF0309De EverandTécnicas básicas de corte, ensamblado y acabado de productos textiles. TCPF0309Aún no hay calificaciones
- Sesión 4 - PROCESO DE PRODUCCIONDocumento23 páginasSesión 4 - PROCESO DE PRODUCCIONgleiserAún no hay calificaciones
- Costura ExpressDocumento9 páginasCostura Expresslapioji01Aún no hay calificaciones
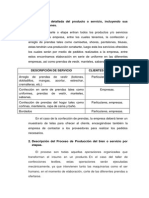
- A7a Especificaciones y Diseños de ProductosDocumento10 páginasA7a Especificaciones y Diseños de ProductosFede MendezAún no hay calificaciones
- Sesion 02 Analisis Incremental y Adm ProdDocumento49 páginasSesion 02 Analisis Incremental y Adm ProdArnaldoTrinidadMacedoAún no hay calificaciones
- Taller y Apuntes de ClaseDocumento10 páginasTaller y Apuntes de ClaseLuisa DominguezAún no hay calificaciones
- Flujo Del Proceso Productivo y Escalas de ProduccionDocumento39 páginasFlujo Del Proceso Productivo y Escalas de ProduccionAdamary Reyes HernándezAún no hay calificaciones
- Estudio TécnicoDocumento25 páginasEstudio TécnicoFranco Pedraza AguileraAún no hay calificaciones
- Estudio Técnico OperativoDocumento17 páginasEstudio Técnico OperativoMarianyela Montilla Sandoval100% (2)
- Clase 07 Proy. 2022Documento28 páginasClase 07 Proy. 2022wilder tipaAún no hay calificaciones
- Las 7 M de Un Proceso ProductivoDocumento3 páginasLas 7 M de Un Proceso ProductivoRicardo DavilaAún no hay calificaciones
- Unidad 3 Ingeniería Del ProyectoDocumento41 páginasUnidad 3 Ingeniería Del Proyectojesus ayalaAún no hay calificaciones
- Las 7 M'sDocumento3 páginasLas 7 M'sPaula Sanchez Dela BarqueraAún no hay calificaciones
- Evidencia - 6 - Modelo - de - Un - Centro - de - Distribucion OMICRONDocumento14 páginasEvidencia - 6 - Modelo - de - Un - Centro - de - Distribucion OMICRONRAFAELAún no hay calificaciones
- Tarea 4. Trabajo Práctico. Yuliana Salazar. C.I. 26.571.096Documento67 páginasTarea 4. Trabajo Práctico. Yuliana Salazar. C.I. 26.571.096karily mendezAún no hay calificaciones
- Fabricacion de La Maleta (Costos - Segunda Entrega)Documento5 páginasFabricacion de La Maleta (Costos - Segunda Entrega)María Alejandra RodríguezAún no hay calificaciones
- Flujo Del Proceso Productivo y Escalas de ProduccionDocumento7 páginasFlujo Del Proceso Productivo y Escalas de ProduccionJORFUENTHAún no hay calificaciones
- Ingeniería Del ProyectoDocumento14 páginasIngeniería Del Proyectojefferson roseroAún no hay calificaciones
- Estudio Tecnico Del Proceso ProductivoDocumento8 páginasEstudio Tecnico Del Proceso ProductivodannenelAún no hay calificaciones
- Buenas Prácticas para Mejorar El Área de Corte de Una Empresa Textil de La Ciudad de RiobambaDocumento23 páginasBuenas Prácticas para Mejorar El Área de Corte de Una Empresa Textil de La Ciudad de RiobambaBeto Morales GarcíaAún no hay calificaciones
- Sesion N10 IngenieriadelproyectodelprocesoindustrialDocumento27 páginasSesion N10 IngenieriadelproyectodelprocesoindustrialMadeleine PalaciosAún no hay calificaciones
- Esquema de Estudio TecnicoDocumento7 páginasEsquema de Estudio TecnicoKarlita M.Aún no hay calificaciones
- OMICRON Evidencia - 6 - Modelo - de - Un - Centro - de - Distribucion OMICRONDocumento15 páginasOMICRON Evidencia - 6 - Modelo - de - Un - Centro - de - Distribucion OMICRONRAFAELAún no hay calificaciones
- Qué Es El Proceso ProductivoDocumento3 páginasQué Es El Proceso ProductivoCindy Karina Puente GraciaAún no hay calificaciones
- Actividad 3 Mantenimiento y Conservación de Las Instalaciones PDFDocumento65 páginasActividad 3 Mantenimiento y Conservación de Las Instalaciones PDFSamuel Garnica0% (1)
- Semana 2 - Gestion Integral 2023Documento25 páginasSemana 2 - Gestion Integral 2023Juan CarlosAún no hay calificaciones
- Marcado y RotuladoDocumento43 páginasMarcado y RotuladoHAROLD ESCORCIAAún no hay calificaciones
- Diagramas de FlujoDocumento24 páginasDiagramas de FlujoAndréTelloAún no hay calificaciones
- 7 Elementos de La Calidad Justo A TiempoDocumento8 páginas7 Elementos de La Calidad Justo A TiempoYilda GriegoAún no hay calificaciones
- Estudio Técnico y Marco Legal TEMA 6 13 MAYO 2020Documento13 páginasEstudio Técnico y Marco Legal TEMA 6 13 MAYO 2020saludAún no hay calificaciones
- Act Cap 11Documento7 páginasAct Cap 11Merari SerraltaAún no hay calificaciones
- 2do Parcial EvaluacionDocumento56 páginas2do Parcial EvaluacionMadelyn Roman RodriguezAún no hay calificaciones
- Actividad de Costos 4Documento13 páginasActividad de Costos 4Nidia Esmeralda RODRIGUEZ EUGENIO100% (1)
- Ingeniería de Proyecto PDFDocumento25 páginasIngeniería de Proyecto PDFSHADY ANELL AVENDA�O DIAZAún no hay calificaciones
- Tarea 2 ResumenVideos SanchezAguilarDocumento6 páginasTarea 2 ResumenVideos SanchezAguilarLaura AAún no hay calificaciones
- Operaciones y Logística TRABAJO FINALDocumento22 páginasOperaciones y Logística TRABAJO FINALAnthony Huaylla MuñozAún no hay calificaciones
- Cuestionario Uno - Estudio TécnicoDocumento8 páginasCuestionario Uno - Estudio Técnicojorge escobarAún no hay calificaciones
- Tarea4 Adminmod1 PDFDocumento16 páginasTarea4 Adminmod1 PDFadrianaAún no hay calificaciones
- Química IndustrialDocumento9 páginasQuímica IndustrialAnalía TropeanoAún no hay calificaciones
- Resumen Gestión de OperacionesDocumento9 páginasResumen Gestión de OperacionesMariano CardosoAún no hay calificaciones
- Capítulo 3 Estudio Tecnico PDFDocumento19 páginasCapítulo 3 Estudio Tecnico PDFArnold Vargas100% (1)
- Práctica Calificada 1 DST 2021 10Documento7 páginasPráctica Calificada 1 DST 2021 10javier romero menesesAún no hay calificaciones
- Unidad 1 SCM Gestion de OperacionesDocumento34 páginasUnidad 1 SCM Gestion de OperacionesEnmanuelOrozcoAún no hay calificaciones
- DISEÑO DEL TRABAJO DT 1ffDocumento33 páginasDISEÑO DEL TRABAJO DT 1ffsustephanieAún no hay calificaciones
- Tecníco - Parte 1pptxDocumento27 páginasTecníco - Parte 1pptxClaudia AlmeidaAún no hay calificaciones
- Ingenieria de ProyectosDocumento10 páginasIngenieria de ProyectosChristian GodoyAún no hay calificaciones
- Procesos ProductivosDocumento20 páginasProcesos ProductivosHermes Abanto FloresAún no hay calificaciones
- Ing ProyectoDocumento32 páginasIng ProyectoMayumi Allcca LuceroAún no hay calificaciones
- ESTUDIO TÉCNICO ResumenDocumento11 páginasESTUDIO TÉCNICO ResumenNilson Alexander Guerrero Higuera50% (6)
- Proyecto EconomiaDocumento7 páginasProyecto EconomiaAndresAún no hay calificaciones
- DmithDocumento55 páginasDmithYURIAún no hay calificaciones
- Proceso de Fab y PronosticosDocumento10 páginasProceso de Fab y PronosticosOsmar VillanuevaAún no hay calificaciones
- UTP PCO Parte 3Documento141 páginasUTP PCO Parte 3karlo valzAún no hay calificaciones
- Lectura - Diseño Del Proceso ProductivoDocumento6 páginasLectura - Diseño Del Proceso ProductivoIsaac PaucarAún no hay calificaciones
- Claudio Maturana Tarea1Documento6 páginasClaudio Maturana Tarea1Claudio maturanaAún no hay calificaciones
- Gipem U1 Ulises Flores AiDocumento8 páginasGipem U1 Ulises Flores AiUlises Flores HernandezAún no hay calificaciones
- Proyecto de Simulación en Una Empera de CalzadoDocumento8 páginasProyecto de Simulación en Una Empera de CalzadoLuz Gabriela Romo ManzanoAún no hay calificaciones
- Tendencias de MarketingDocumento13 páginasTendencias de MarketingMauricio Nacional100% (2)
- Sociedad de Responsabilidad LimitadaDocumento18 páginasSociedad de Responsabilidad LimitadaNayla ChumaceroAún no hay calificaciones
- ARAUCO Juan Manuel AravenaDocumento4 páginasARAUCO Juan Manuel AravenaJuan MaAún no hay calificaciones
- 09 Gerardo Vargas RCM VivienteDocumento0 páginas09 Gerardo Vargas RCM VivientejapeleAún no hay calificaciones
- Act. 2Documento12 páginasAct. 2Alina CelisAún no hay calificaciones
- Apolo Group Sas Rut 21032019Documento5 páginasApolo Group Sas Rut 21032019PedroJoseRuizOcampoAún no hay calificaciones
- Ejemplo de Informe FinancieroDocumento92 páginasEjemplo de Informe FinancierofeccjpAún no hay calificaciones
- Estructura Del Sistema de Control InternoDocumento195 páginasEstructura Del Sistema de Control InternofelipeAún no hay calificaciones
- Aprueban La Reestructuración Del Reglamento de Organización y Funciones (ROF) de La Municipalidad Provincial de CañeteDocumento2 páginasAprueban La Reestructuración Del Reglamento de Organización y Funciones (ROF) de La Municipalidad Provincial de CañeteFidel Francisco Quispe Hinostroza100% (1)
- Tabla III Codigo TributarioDocumento11 páginasTabla III Codigo Tributarioalex diez0% (1)
- Trab 2 Valdivieso VillegasDocumento12 páginasTrab 2 Valdivieso VillegasPepee16Aún no hay calificaciones
- Bigpush ApuntesDocumento26 páginasBigpush ApuntesAmaro Borba100% (1)
- Entrega Final..Documento24 páginasEntrega Final..omar belloAún no hay calificaciones
- Stakeholders - ProFuturo AFPDocumento4 páginasStakeholders - ProFuturo AFPAndrea LujanAún no hay calificaciones
- Se GundaDocumento2 páginasSe GundaRolo100% (1)
- Estandares Cliente AsistencialDocumento926 páginasEstandares Cliente AsistencialHSBCalidadAún no hay calificaciones
- #2 Contabilidad 10 - Periodo 3 - 2021Documento5 páginas#2 Contabilidad 10 - Periodo 3 - 2021Manuel InchimaAún no hay calificaciones
- Método de Administración de Inventarios JatDocumento9 páginasMétodo de Administración de Inventarios Jatbaceonce119304Aún no hay calificaciones
- Loreal - HombresDocumento10 páginasLoreal - HombresCesar Augusto Orbe Bobadilla67% (3)
- Trabajo Practico - Producto de ExportacionDocumento2 páginasTrabajo Practico - Producto de ExportacionJesus Alexander Zenteno MoralesAún no hay calificaciones
- Informe AuditoriaDocumento4 páginasInforme AuditoriaMonica Paola Machado AriasAún no hay calificaciones
- Tabajo de Reconocimiento de AlpinaDocumento32 páginasTabajo de Reconocimiento de AlpinaLuisa Fernanda LOZANO POLANIAAún no hay calificaciones
- I-05-SST Instructivo de Trabajos en Altura Del Almacen 3Documento3 páginasI-05-SST Instructivo de Trabajos en Altura Del Almacen 3Johan Roberth Castillo ChuquicondorAún no hay calificaciones
- Simulacion 1 Guia 2 Documentos SoportesdocDocumento2 páginasSimulacion 1 Guia 2 Documentos SoportesdocDavid FallaAún no hay calificaciones
- Mercadeo Estratégico - Semana 6Documento5 páginasMercadeo Estratégico - Semana 6jerry_miitchellAún no hay calificaciones
- Caso Pratico Informe para AtestiguarDocumento7 páginasCaso Pratico Informe para AtestiguarMariio AlBerttoAún no hay calificaciones
- Proyecto de Aula 6 Semestre de Produccion IndustrialDocumento62 páginasProyecto de Aula 6 Semestre de Produccion IndustrialJairo De Jesús Ahumada OtaloraAún no hay calificaciones
- Curso Inducción II Generalidades de Altamira v3Documento97 páginasCurso Inducción II Generalidades de Altamira v3kaiserbeito100% (1)
- NIIF 9 - Instrumentos Financieros PDFDocumento159 páginasNIIF 9 - Instrumentos Financieros PDFDavid Sánchez AranzaAún no hay calificaciones
- Guia Del Entregable 2 de ContabilidadDocumento12 páginasGuia Del Entregable 2 de ContabilidadAntonio CorderoAún no hay calificaciones