También podría gustarte
- UF1125 - Técnicas de programación en fabricación mecánicaDe EverandUF1125 - Técnicas de programación en fabricación mecánicaAún no hay calificaciones
- SCMCIECUATROINVENTARIOSDocumento35 páginasSCMCIECUATROINVENTARIOSAnonymous uKxrEpJ2vAún no hay calificaciones
- MRP y ErpDocumento36 páginasMRP y ErpMiguel Angel Gutierrez DueñasAún no hay calificaciones
- MRP 1Documento43 páginasMRP 1Alberto EstrellaAún no hay calificaciones
- Diseño del sistema de producción capacidadDocumento41 páginasDiseño del sistema de producción capacidadJeison CalderonAún no hay calificaciones
- Etapas de La Admi - de La Produccion 2018 II 2Documento33 páginasEtapas de La Admi - de La Produccion 2018 II 2Pavel Cáceres7Aún no hay calificaciones
- Practica7 (2015)Documento3 páginasPractica7 (2015)Jose Alonso Zeballos PintoAún no hay calificaciones
- IN142 - S10p - Presentación - Plan de Operaciones - VFDocumento35 páginasIN142 - S10p - Presentación - Plan de Operaciones - VFsharonAún no hay calificaciones
- Sistema costos históricos procesosDocumento5 páginasSistema costos históricos procesosGMCAún no hay calificaciones
- AO Practica 10 Control Actividad Produccion - PAC ALUMNODocumento14 páginasAO Practica 10 Control Actividad Produccion - PAC ALUMNOIsahi HernandezAún no hay calificaciones
- GCS115 Tema 3.1 Relacion Make Y 3.2 InventarioDocumento22 páginasGCS115 Tema 3.1 Relacion Make Y 3.2 InventarioAHDISJBNVCDSVAún no hay calificaciones
- Costos Por ProcesosDocumento90 páginasCostos Por ProcesosMiguel Fossa GarciaAún no hay calificaciones
- Guia Labo Flujo de Una PiezaDocumento5 páginasGuia Labo Flujo de Una PiezaYa MiraAún no hay calificaciones
- Costos 001Documento115 páginasCostos 001Erika Natalia Castelblanco CuestaAún no hay calificaciones
- Project CharterDocumento3 páginasProject CharterronvillarAún no hay calificaciones
- Planeacià N de La Produccià N 2Documento31 páginasPlaneacià N de La Produccià N 2fiewsasrlAún no hay calificaciones
- Sesión #12 Cálculo Del Número de TrabajadoresDocumento20 páginasSesión #12 Cálculo Del Número de TrabajadoresDANISSA JANIRA CASTILLO ORTIZAún no hay calificaciones
- Balance de LineaDocumento33 páginasBalance de LineaMARIANA NOSSA AVELLANEDAAún no hay calificaciones
- Sap PPDocumento49 páginasSap PPErik Miranda santosAún no hay calificaciones
- Caso de Estudio MRPDocumento1 páginaCaso de Estudio MRPGabriel CallahuaraAún no hay calificaciones
- Practica 5 Planea y Requerim de Capacidad ALUMNODocumento3 páginasPractica 5 Planea y Requerim de Capacidad ALUMNOJazmin Edith Rosas GalvanAún no hay calificaciones
- Capítulo 9 FlowshopDocumento14 páginasCapítulo 9 Flowshopjosedo86Aún no hay calificaciones
- IngenieríaDocumento29 páginasIngenieríaJose flores floresAún no hay calificaciones
- 014 2012 Tmfabpro 01 - 30.10.12Documento38 páginas014 2012 Tmfabpro 01 - 30.10.12David Borja HuarachiAún no hay calificaciones
- Metodos de ProduccionDocumento1195 páginasMetodos de ProduccionJuan Sebastian Castillo Gonzalez100% (3)
- Gestión Logística Clase 3 MayoDocumento39 páginasGestión Logística Clase 3 Mayo45340891Aún no hay calificaciones
- PCP05 Programación de OperacionesDocumento30 páginasPCP05 Programación de OperacionesChristopher Gómez ZelaAún no hay calificaciones
- Ingeniería de LA ProducciónDocumento46 páginasIngeniería de LA ProducciónSTALIN ARIEL SACOTO CORTEZAún no hay calificaciones
- 02 203 TPS 2 FelixDocumento9 páginas02 203 TPS 2 FelixNeddy Judith Guevara RodriguezAún no hay calificaciones
- Solución de EjerciciosDocumento4 páginasSolución de EjerciciosOmar AndradeAún no hay calificaciones
- Procedimiento de Puesta A Tierra PLM - SPCCDocumento18 páginasProcedimiento de Puesta A Tierra PLM - SPCCLuis Enrique Yanallaye ArandaAún no hay calificaciones
- PCP05 Programación de OperacionesDocumento30 páginasPCP05 Programación de OperacionesYanira Yarleque VelasquezAún no hay calificaciones
- Plan Maestro de ProducciónDocumento37 páginasPlan Maestro de ProducciónMarisamh270% (1)
- Taller Final Diseño de Planta PDFDocumento46 páginasTaller Final Diseño de Planta PDFAngie PérezAún no hay calificaciones
- 2017-1.1 ESAN Balance Linea PMARINDocumento22 páginas2017-1.1 ESAN Balance Linea PMARINJuan DavidAún no hay calificaciones
- Sesion 22 PDF Tecnicas de Lotificacion 1-4Documento20 páginasSesion 22 PDF Tecnicas de Lotificacion 1-4Mozko Hinojosa100% (1)
- Pco Ii Ua 5Documento28 páginasPco Ii Ua 5antony liberato duranAún no hay calificaciones
- Examen FinalDocumento8 páginasExamen FinalJORGE LUIS PEÑA CAMPOSAún no hay calificaciones
- Costeo Por Actividades ExposicionDocumento9 páginasCosteo Por Actividades ExposicionLYLYAN ISABELAún no hay calificaciones
- Planes de Sesion de Control Prcesos IndustrialesDocumento19 páginasPlanes de Sesion de Control Prcesos IndustrialesJavier Fernando Cossío CalderónAún no hay calificaciones
- Ee Fabricacion de Prendas Vestir Del Cnof Publicado 07-03-2016Documento10 páginasEe Fabricacion de Prendas Vestir Del Cnof Publicado 07-03-2016Rafael Cahuana HuarcayaAún no hay calificaciones
- Tema 7 Planificación y Control de La ProducciónDocumento41 páginasTema 7 Planificación y Control de La ProducciónKelly Russo Angulo100% (1)
- Trabajo de Mejora ContinuaDocumento26 páginasTrabajo de Mejora ContinuaCristian Meza100% (1)
- Balanceo de LíneaDocumento27 páginasBalanceo de LíneaALEXANDER PAREJA RIVASAún no hay calificaciones
- Antep Roy EctoDocumento11 páginasAntep Roy Ectodiego2122Aún no hay calificaciones
- Practica 9 Mecánica MRP ALUMNODocumento12 páginasPractica 9 Mecánica MRP ALUMNOIsahi HernandezAún no hay calificaciones
- Urbe - ProduccionDocumento14 páginasUrbe - ProduccionCarlosMartinezAún no hay calificaciones
- Sesion 7 MRP 202120Documento26 páginasSesion 7 MRP 202120diego anthony paredes jaureguiAún no hay calificaciones
- Guia Practica Logistica UnoDocumento20 páginasGuia Practica Logistica Unoreings cenaAún no hay calificaciones
- Guia Practica Logistica UnoDocumento20 páginasGuia Practica Logistica Unoreings cenaAún no hay calificaciones
- Taller Constructibilidad Sp94 Rev.1 Ultima - CompressedDocumento106 páginasTaller Constructibilidad Sp94 Rev.1 Ultima - Compressedhilda100% (1)
- Estudio Del Trabajo IiDocumento194 páginasEstudio Del Trabajo IiMelissa Horna VillacortaAún no hay calificaciones
- Act#7 KXHG (Estudio Del Trabajo)Documento9 páginasAct#7 KXHG (Estudio Del Trabajo)karla hernandezAún no hay calificaciones
- Capacidad de ProducciónDocumento17 páginasCapacidad de ProducciónJeyson Javier MENDEZ RINCONAún no hay calificaciones
- Ejercicios Capacidad ExcelDocumento14 páginasEjercicios Capacidad ExcelHarold BarrosAún no hay calificaciones
- Planeacion de La ProduccionDocumento46 páginasPlaneacion de La Produccionmauriciopachon79Aún no hay calificaciones
- Gestión de plantas industriales: Estrategias de distribución y equilibrado de líneas de producciónDocumento26 páginasGestión de plantas industriales: Estrategias de distribución y equilibrado de líneas de producciónadolfoAún no hay calificaciones
- MRPDocumento26 páginasMRPAlejandra Morales QuezadaAún no hay calificaciones
- MRP I - Planeación de Requerimientos de MaterialesDocumento27 páginasMRP I - Planeación de Requerimientos de MaterialesLeonardo Israel Gil SaraviaAún no hay calificaciones
- Proyecto de Inversion Produccion - Comercializacion - Bolsas - OxobiodegradablesDocumento111 páginasProyecto de Inversion Produccion - Comercializacion - Bolsas - OxobiodegradablesKarla Pérez FernándezAún no hay calificaciones
- Geometría 5to Grado (Cuadriláteros II)Documento10 páginasGeometría 5to Grado (Cuadriláteros II)LuisEnriqueCamacSaavedraAún no hay calificaciones
- Geometría 5to Grado (Polígonos I)Documento12 páginasGeometría 5to Grado (Polígonos I)LuisEnriqueCamacSaavedraAún no hay calificaciones
- Geometría 5to Grado (Triángulos II)Documento12 páginasGeometría 5to Grado (Triángulos II)LuisEnriqueCamacSaavedraAún no hay calificaciones
- Geometría 5to Grado (Cuadriláteros I)Documento11 páginasGeometría 5to Grado (Cuadriláteros I)LuisEnriqueCamacSaavedraAún no hay calificaciones
- Automatizacion en La Industria Auto - Mot PDFDocumento5 páginasAutomatizacion en La Industria Auto - Mot PDFJhonatan Chavez SotoAún no hay calificaciones
- Cem184392 PDFDocumento97 páginasCem184392 PDFwalterAún no hay calificaciones
- Geometría 5to Grado (Polígonos II)Documento8 páginasGeometría 5to Grado (Polígonos II)LuisEnriqueCamacSaavedraAún no hay calificaciones
- Mac 2Documento7 páginasMac 2LuisEnriqueCamacSaavedraAún no hay calificaciones
- Practica Entrada Ingenieria de Servicios 20201 PDFDocumento1 páginaPractica Entrada Ingenieria de Servicios 20201 PDFLuisEnriqueCamacSaavedraAún no hay calificaciones
- Presentacion Delifruit Etiqeutas PDFDocumento9 páginasPresentacion Delifruit Etiqeutas PDFLuisEnriqueCamacSaavedraAún no hay calificaciones
- Trabajo Grupal Etiquetas PDFDocumento9 páginasTrabajo Grupal Etiquetas PDFLuisEnriqueCamacSaavedraAún no hay calificaciones
- Tercerizacion de Servicios Trabajo PDFDocumento9 páginasTercerizacion de Servicios Trabajo PDFLuisEnriqueCamacSaavedraAún no hay calificaciones
- Tercerizacion de Servicios 2020 1 PDFDocumento13 páginasTercerizacion de Servicios 2020 1 PDFLuisEnriqueCamacSaavedraAún no hay calificaciones
- Registro Notas Ing. Servicio 2020 1 20-6-2020 PDFDocumento1 páginaRegistro Notas Ing. Servicio 2020 1 20-6-2020 PDFLuisEnriqueCamacSaavedraAún no hay calificaciones
- PY. INFORMATICOS XENON S.A.C Final PDFDocumento45 páginasPY. INFORMATICOS XENON S.A.C Final PDFLuisEnriqueCamacSaavedraAún no hay calificaciones
- Presentacion Delifruit Etiqeutas PDFDocumento9 páginasPresentacion Delifruit Etiqeutas PDFLuisEnriqueCamacSaavedraAún no hay calificaciones
- Envases y Embalajes de Aluminio PDFDocumento32 páginasEnvases y Embalajes de Aluminio PDFLuisEnriqueCamacSaavedra100% (1)
- Negocios Internacionales - Escuela de Ingeniería Industrial PDFDocumento5 páginasNegocios Internacionales - Escuela de Ingeniería Industrial PDFLuisEnriqueCamacSaavedraAún no hay calificaciones
- Comunicacion Visual y PackagingDocumento1 páginaComunicacion Visual y PackagingLuisEnriqueCamacSaavedraAún no hay calificaciones
- Cerro VerdeDocumento326 páginasCerro VerdeSarah PerezAún no hay calificaciones
- Leche de Almendras LucenaLozadaPaulaXimena2016 PDFDocumento165 páginasLeche de Almendras LucenaLozadaPaulaXimena2016 PDFJacka OrtizAún no hay calificaciones
- La importancia de los servicios y su impacto en la economíaDocumento21 páginasLa importancia de los servicios y su impacto en la economíaLuisEnriqueCamacSaavedraAún no hay calificaciones
- Mapa Mental ServiciosDocumento1 páginaMapa Mental ServiciosLuisEnriqueCamacSaavedraAún no hay calificaciones
- Informe Final Proyectos Informaticos-2016 PDFDocumento54 páginasInforme Final Proyectos Informaticos-2016 PDFLuisEnriqueCamacSaavedraAún no hay calificaciones
- Análisis de etiquetas de productos alimenticiosDocumento17 páginasAnálisis de etiquetas de productos alimenticiosLuisEnriqueCamacSaavedraAún no hay calificaciones
- Logo Grupo 1 PDFDocumento1 páginaLogo Grupo 1 PDFLuisEnriqueCamacSaavedraAún no hay calificaciones
- Envases de aluminio: características y aplicacionesDocumento17 páginasEnvases de aluminio: características y aplicacionesLuisEnriqueCamacSaavedraAún no hay calificaciones
- Diseño Del Empaque PDFDocumento1 páginaDiseño Del Empaque PDFLuisEnriqueCamacSaavedraAún no hay calificaciones
- Diseño Del Envase PDFDocumento1 páginaDiseño Del Envase PDFLuisEnriqueCamacSaavedraAún no hay calificaciones
- UPN-LOGISTICA - UG-sem-3-VPODocumento25 páginasUPN-LOGISTICA - UG-sem-3-VPOBreydik Vasco AlcantaraAún no hay calificaciones
- Informe FinalDocumento13 páginasInforme FinalPaola VillamilAún no hay calificaciones
- A1 JSCDocumento4 páginasA1 JSCyoselin sánchez castañedaAún no hay calificaciones
- Modelos de negocios en la economía digitalDocumento1 páginaModelos de negocios en la economía digitalAilton TrigoAún no hay calificaciones
- IncotermsDocumento1 páginaIncotermsNatalia RamirezAún no hay calificaciones
- Coca TransporteDocumento2 páginasCoca TransporteSandrrytha HernandezAún no hay calificaciones
- Aceleración de Proyectos Pacasmayo - Chan Chan: Investigación sobre modelo de negocio para ladrillerosDocumento62 páginasAceleración de Proyectos Pacasmayo - Chan Chan: Investigación sobre modelo de negocio para ladrillerosJose Carlos Torres LopezAún no hay calificaciones
- 02 Elementos de La Administración de La MercadotecniaDocumento2 páginas02 Elementos de La Administración de La MercadotecniaDidactik Ceneval Preparación EgelAún no hay calificaciones
- Pedimento Actividad 3Documento2 páginasPedimento Actividad 3Karla RuizAún no hay calificaciones
- 5 2 5ejesDocumento104 páginas5 2 5ejesFernando GarciaAún no hay calificaciones
- Gráfica Plan de Acción Corporativo NudeDocumento1 páginaGráfica Plan de Acción Corporativo NudeNatalia Márquez AlvarezAún no hay calificaciones
- 2022 06 25 SantiagoDocumento107 páginas2022 06 25 SantiagoStefano AmbrosiniAún no hay calificaciones
- Taller EntregaFinal 1.0Documento31 páginasTaller EntregaFinal 1.0jhonathan LeivaAún no hay calificaciones
- Eje 3 Actualizado INVESTIGACION CUANTITATIVADocumento12 páginasEje 3 Actualizado INVESTIGACION CUANTITATIVAJulian Andres CastañedaAún no hay calificaciones
- Balancear reacciones redoxDocumento3 páginasBalancear reacciones redoxAlejandra Mantilla100% (1)
- Análisis stockout construcciónDocumento16 páginasAnálisis stockout construcciónCynthia DiazAún no hay calificaciones
- Indice AuditoriaDocumento11 páginasIndice AuditoriaMartha L ManriqueAún no hay calificaciones
- TIC en logística: comparación de aprovisionamiento, interna y distribuciónDocumento13 páginasTIC en logística: comparación de aprovisionamiento, interna y distribuciónOscar Eduardo LucumiAún no hay calificaciones
- Miopía Del MarketingDocumento4 páginasMiopía Del MarketingMonica Yulieth Merchan VargasAún no hay calificaciones
- UF0349. Caso Práctico Tema 1 "Tipos de Cliente y Argumentario"Documento19 páginasUF0349. Caso Práctico Tema 1 "Tipos de Cliente y Argumentario"Gisel Vaderna0% (1)
- Cómo transformar un negocio del pasadoDocumento53 páginasCómo transformar un negocio del pasadoSebastian Ramirez100% (2)
- Informe Avance 3 MINVUDocumento26 páginasInforme Avance 3 MINVUMMAún no hay calificaciones
- BerruR GDocumento320 páginasBerruR GMartin CamposAún no hay calificaciones
- Estudio de Mercado, Diana CDocumento10 páginasEstudio de Mercado, Diana CNiljhaAún no hay calificaciones
- Cómo Generar Una Estrategia para La Optimización Del Mercadeo de Productos y Servicios Que Incidan Positivamente en El ConsumidorDocumento2 páginasCómo Generar Una Estrategia para La Optimización Del Mercadeo de Productos y Servicios Que Incidan Positivamente en El ConsumidorORDUVAY ESQUIVEL CHAUXAún no hay calificaciones
- VDA 6.3 2016 Noviembre 2019Documento19 páginasVDA 6.3 2016 Noviembre 2019Frida TorresAún no hay calificaciones
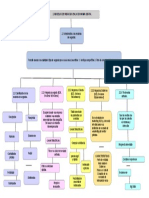
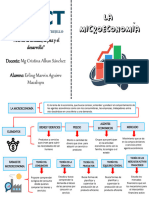
- La MicroeconomíaDocumento2 páginasLa Microeconomíaugel la unionAún no hay calificaciones
- Barcel y BimboDocumento4 páginasBarcel y BimboJUAN0% (1)
- FedEx adapta sus operacionesDocumento17 páginasFedEx adapta sus operacionesAlejandroAún no hay calificaciones
- D Gestion de Operaciones y LogisticaDocumento4 páginasD Gestion de Operaciones y LogisticaGersOn GavilanAún no hay calificaciones