También podría gustarte
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Soldadura de Acero InoxidableDocumento31 páginasSoldadura de Acero InoxidableRichard Nelson Antonio Espinoza100% (1)
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Propiedades de Los Materiales y DTDocumento43 páginasPropiedades de Los Materiales y DTFulvio BolaoAún no hay calificaciones
- Centro tecnológico de soldaduras EXSA: Campos de aplicación del acero inoxidableDocumento24 páginasCentro tecnológico de soldaduras EXSA: Campos de aplicación del acero inoxidableSantiago Julian MamaniAún no hay calificaciones
- Aceros InoxidablesDocumento48 páginasAceros Inoxidablesjuventino vazquezAún no hay calificaciones
- Soldaduras de Aceros InoxidablesDocumento33 páginasSoldaduras de Aceros InoxidablesJosue RavinesAún no hay calificaciones
- Acero Inoxidable2Documento24 páginasAcero Inoxidable2Miguel Zubieta CuentasAún no hay calificaciones
- Soldaduras de Aceros InoxidablesDocumento33 páginasSoldaduras de Aceros InoxidablesMichael Mayo100% (1)
- Curso Soldadura Acero Inoxidable Composicion Propiedades Clasificacion Austeniticos Ferriticos Martensiticos Soluciones PDFDocumento32 páginasCurso Soldadura Acero Inoxidable Composicion Propiedades Clasificacion Austeniticos Ferriticos Martensiticos Soluciones PDFricardoferAún no hay calificaciones
- Tema 10 - Aceros de Grano FinoDocumento43 páginasTema 10 - Aceros de Grano FinoElmar Cuellar100% (1)
- NMX B 83 1988Documento35 páginasNMX B 83 198800pedro100% (2)
- A Ceros in Oxid AbleDocumento15 páginasA Ceros in Oxid AbleRodrigo CarizAún no hay calificaciones
- 7 Manual Metalografia A36Documento54 páginas7 Manual Metalografia A36Beto LoayzaAún no hay calificaciones
- Aisi 316Documento5 páginasAisi 316bdibujante89Aún no hay calificaciones
- pernos_en_uDocumento20 páginaspernos_en_uespinozaemilio514Aún no hay calificaciones
- Tipos de Aceros Inoxidables Utilizados en La Construcción de Estructuras de BuquesDocumento15 páginasTipos de Aceros Inoxidables Utilizados en La Construcción de Estructuras de BuquesJorge KobashigawaAún no hay calificaciones
- .. La Paloma Metales ..Documento5 páginas.. La Paloma Metales ..ZobyAún no hay calificaciones
- Electrodos para Soldar Aceros InoxidablesDocumento27 páginasElectrodos para Soldar Aceros InoxidablesDavid Alfonso Caraballo100% (1)
- Magnesio y BerilioDocumento10 páginasMagnesio y BerilioFer AguiarAún no hay calificaciones
- Aceros AusteniticosDocumento58 páginasAceros AusteniticosCristobal JM CreativAún no hay calificaciones
- Clase 8 Corrosión Influenciada Metalurgicamente 2018Documento60 páginasClase 8 Corrosión Influenciada Metalurgicamente 2018Bryam Jesus Salvador VejaranoAún no hay calificaciones
- 2_TubosDocumento20 páginas2_TubosraulAún no hay calificaciones
- Aceros Inoxidables - TeoríaDocumento53 páginasAceros Inoxidables - TeoríaWilliam AlfaroAún no hay calificaciones
- Aceros InoxidablesDocumento4 páginasAceros InoxidablesFernandoFloresAún no hay calificaciones
- Curso Hierro FundidoDocumento54 páginasCurso Hierro FundidoRodrigo Cariz100% (1)
- Capi Aceros - Final1Documento35 páginasCapi Aceros - Final1Mauricio CoriniAún no hay calificaciones
- Curso Revestimiento Duro Recubrimientos Maquinaria PesadaDocumento83 páginasCurso Revestimiento Duro Recubrimientos Maquinaria Pesadaalefeli26100% (1)
- AcerosDocumento8 páginasAcerosAixa MonroyAún no hay calificaciones
- Soldadura de Mantenimiento en Aceros InoxidablesDocumento62 páginasSoldadura de Mantenimiento en Aceros InoxidablesMaricarmen Benavente100% (1)
- Ficha Tecnica de Soldadura ZetaDocumento33 páginasFicha Tecnica de Soldadura ZetaAddiel Alamilla100% (1)
- Aceros InoxidablesDocumento30 páginasAceros InoxidablesPedro VarettoAún no hay calificaciones
- 03 TratamtosTérmicosGarut12010Documento35 páginas03 TratamtosTérmicosGarut12010joaquin BertolloAún no hay calificaciones
- SOLDADURA DE ALUMINIO, HIERRO FUNDIDO Y ACERODocumento51 páginasSOLDADURA DE ALUMINIO, HIERRO FUNDIDO Y ACEROLUIS FRANCO GONZALO QUISPE HUANCAAún no hay calificaciones
- Estudio de Las Propiedades Mecanicas de Aceros deDocumento21 páginasEstudio de Las Propiedades Mecanicas de Aceros deCarlos Armando Valdivia TrigosoAún no hay calificaciones
- Aceros InoxDocumento4 páginasAceros Inoxpatricio wachtendorffAún no hay calificaciones
- Mantenimiento Por Soldadura en Equipos de MineriaDocumento74 páginasMantenimiento Por Soldadura en Equipos de MineriaAztete Alvarez Fredy50% (2)
- Tema Arboles y EjesDocumento22 páginasTema Arboles y EjesMarina Paulin SchelottoAún no hay calificaciones
- Acero Inoxidable DormerDocumento27 páginasAcero Inoxidable DormerMarcelo adrian RodriguezAún no hay calificaciones
- CAP I. - ACEROS - FINAL2dddDocumento35 páginasCAP I. - ACEROS - FINAL2dddMaykol TorresAún no hay calificaciones
- Soldadura de Aceros Inoxidables AbacDocumento30 páginasSoldadura de Aceros Inoxidables AbacHans QCAún no hay calificaciones
- Acero Al Carbono Estructural ASTM A36Documento32 páginasAcero Al Carbono Estructural ASTM A36Pierre Moro Vigo80% (5)
- Tema 2 - Met. Ferrosos y No FerrososDocumento16 páginasTema 2 - Met. Ferrosos y No FerrososRuben AbrantesAún no hay calificaciones
- Capitulo 2Documento42 páginasCapitulo 2yonnyAún no hay calificaciones
- InoxDocumento5 páginasInoxCarlos Davila VallejoAún no hay calificaciones
- Juntas CamprofileDocumento11 páginasJuntas CamprofileEmilio Navedo GonzálezAún no hay calificaciones
- Soldadbilidad de AcerosDocumento50 páginasSoldadbilidad de AcerosFernandoi100% (1)
- Informe3-4 G15 MaterialesDocumento26 páginasInforme3-4 G15 MaterialesSantiago OrbeaAún no hay calificaciones
- Soldadura para El MantenimientoDocumento141 páginasSoldadura para El Mantenimientoluisja051Aún no hay calificaciones
- Astm A743Documento3 páginasAstm A743Toto ToteAún no hay calificaciones
- Espesificaciones Tecnicas-AcerosIvan BohmanDocumento4 páginasEspesificaciones Tecnicas-AcerosIvan BohmanMrSebolliniAún no hay calificaciones
- PRESENTACION ResistenciaDocumento62 páginasPRESENTACION ResistenciaefrainvidAún no hay calificaciones
- Fichas Tecnicas de EsparragosDocumento5 páginasFichas Tecnicas de EsparragosRoberto Eduardo Salvador MonteroAún no hay calificaciones
- Soldabilidad InoxidablesDocumento42 páginasSoldabilidad InoxidablesIngenieríaAún no hay calificaciones
- Aceros aleados: clasificación, propiedades y aplicacionesDocumento6 páginasAceros aleados: clasificación, propiedades y aplicacionesRocio RolonAún no hay calificaciones
- Aceros Inoxidables FerríticosDocumento3 páginasAceros Inoxidables FerríticosD Missell VillarealAún no hay calificaciones
- Diseno de MazarotasDocumento19 páginasDiseno de MazarotasRonald Gomez OrellanaAún no hay calificaciones
- Acero Inoxidable z1Documento4 páginasAcero Inoxidable z1Jose Luis ChapasAún no hay calificaciones
- 2.clasificacion de Los AcerosDocumento40 páginas2.clasificacion de Los AcerosGeorge Salcedo DiazAún no hay calificaciones
- Unidad 2 MC 118 2019 2 Aceros AleadosDocumento58 páginasUnidad 2 MC 118 2019 2 Aceros AleadosSebastian GamarraAún no hay calificaciones
- Sector público y presupuesto estatalDocumento19 páginasSector público y presupuesto estatalGermán Huamanrayme BustamanteAún no hay calificaciones
- CiclosEconomicosDocumento9 páginasCiclosEconomicosGermán Huamanrayme BustamanteAún no hay calificaciones
- Sector público y presupuesto estatalDocumento19 páginasSector público y presupuesto estatalGermán Huamanrayme BustamanteAún no hay calificaciones
- Trabajox DDocumento6 páginasTrabajox DGermán Huamanrayme BustamanteAún no hay calificaciones
- 11 Sector ExternoDocumento19 páginas11 Sector ExternoGermán Huamanrayme BustamanteAún no hay calificaciones
- CapitalDocumento8 páginasCapitalGermán Huamanrayme BustamanteAún no hay calificaciones
- 11 Sector ExternoDocumento19 páginas11 Sector ExternoGermán Huamanrayme BustamanteAún no hay calificaciones
- Trabajox DDocumento6 páginasTrabajox DGermán Huamanrayme BustamanteAún no hay calificaciones
- La Importancia de La Dimensión Social Del Derecho en La Educación Moral y CívicaDocumento1 páginaLa Importancia de La Dimensión Social Del Derecho en La Educación Moral y CívicaGermán Huamanrayme BustamanteAún no hay calificaciones
- Los Conflictos Sociales y Jur+ÌdicosDocumento6 páginasLos Conflictos Sociales y Jur+ÌdicosGermán Huamanrayme BustamanteAún no hay calificaciones
- La Decision de Compra Del Consumidor Mcgraw HillDocumento18 páginasLa Decision de Compra Del Consumidor Mcgraw HillJesus Angel RamirezAún no hay calificaciones
- Las Migraciones A Las Zonas de Colonización en La Selva Peruana: Perspectivas y Avances 1979 Por Aramburú, Carlos.Documento11 páginasLas Migraciones A Las Zonas de Colonización en La Selva Peruana: Perspectivas y Avances 1979 Por Aramburú, Carlos.MILAGROS MARIA CAMPOS RODRIGUEZAún no hay calificaciones
- CiclosEconomicosDocumento9 páginasCiclosEconomicosGermán Huamanrayme BustamanteAún no hay calificaciones
- CapitalDocumento8 páginasCapitalGermán Huamanrayme BustamanteAún no hay calificaciones
- Análisis costo-beneficio de proyectos de inversiónDocumento16 páginasAnálisis costo-beneficio de proyectos de inversiónGermán Huamanrayme BustamanteAún no hay calificaciones
- La Importancia de La Dimensión Social Del Derecho en La Educación Moral y CívicaDocumento1 páginaLa Importancia de La Dimensión Social Del Derecho en La Educación Moral y CívicaGermán Huamanrayme BustamanteAún no hay calificaciones
- Tubos Doblado PDFDocumento15 páginasTubos Doblado PDFYsyson Jhoel Sullca ZamoraAún no hay calificaciones
- Análisis costo-beneficio de proyectos de inversiónDocumento16 páginasAnálisis costo-beneficio de proyectos de inversiónGermán Huamanrayme BustamanteAún no hay calificaciones
- Corrosioin DescirpcionDocumento3 páginasCorrosioin DescirpcionGermán Huamanrayme BustamanteAún no hay calificaciones
- La Decision de Compra Del Consumidor Mcgraw HillDocumento18 páginasLa Decision de Compra Del Consumidor Mcgraw HillJesus Angel RamirezAún no hay calificaciones
- Corrosioin DescirpcionDocumento4 páginasCorrosioin DescirpcionGermán Huamanrayme BustamanteAún no hay calificaciones
- Corrosioin DescirpcionDocumento3 páginasCorrosioin DescirpcionGermán Huamanrayme BustamanteAún no hay calificaciones
- Informe Nº001Documento3 páginasInforme Nº001Germán Huamanrayme BustamanteAún no hay calificaciones
- ACERO Inoxidable 316 y 316L Propiedades y CaracterísticasDocumento24 páginasACERO Inoxidable 316 y 316L Propiedades y CaracterísticasDavid Sanchez OrtegaAún no hay calificaciones
- Primer Informe de Analisis InstrumentalDocumento16 páginasPrimer Informe de Analisis InstrumentalGermán Huamanrayme BustamanteAún no hay calificaciones
- 3er Laboratorio de Fisica IVDocumento12 páginas3er Laboratorio de Fisica IVGermán Huamanrayme BustamanteAún no hay calificaciones
- C. ElectroquimicaDocumento65 páginasC. ElectroquimicaGermán Huamanrayme BustamanteAún no hay calificaciones
- NitruracionDocumento5 páginasNitruracionGermán Huamanrayme BustamanteAún no hay calificaciones
- NitruracionDocumento5 páginasNitruracionGermán Huamanrayme BustamanteAún no hay calificaciones
- Cuarto Año de SecundariaDocumento5 páginasCuarto Año de SecundariaSHEYAún no hay calificaciones
- Analitica Marcha 2Documento9 páginasAnalitica Marcha 2FlorManosalvaChicomaAún no hay calificaciones
- Procesos IndustrialesDocumento7 páginasProcesos IndustrialesEmmanuel Nestitor Vasquez100% (1)
- LantánidosDocumento24 páginasLantánidosAldo Reda Muñoz NavarroAún no hay calificaciones
- AISI 420 vs 430 propiedadesDocumento2 páginasAISI 420 vs 430 propiedadesdenis tenorio alvarezAún no hay calificaciones
- Nomenclatura Parte 1Documento3 páginasNomenclatura Parte 1Liceth VillaAún no hay calificaciones
- Tungsteno PropiedadesDocumento7 páginasTungsteno Propiedadescpjavier29Aún no hay calificaciones
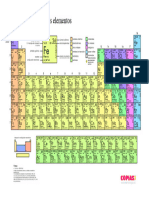
- tabla-periodica-completa-actualizadaDocumento1 páginatabla-periodica-completa-actualizadaCopias Y otras cosas másAún no hay calificaciones
- Extracción de NíquelDocumento3 páginasExtracción de NíquelLenin tiradoAún no hay calificaciones
- Informe Técnico Pilotaje de Cobre - Proyecto Rio Seco PDFDocumento15 páginasInforme Técnico Pilotaje de Cobre - Proyecto Rio Seco PDFEdward KaolinAún no hay calificaciones
- CUESTIONARIO de YoDocumento3 páginasCUESTIONARIO de YoWilfredo Quenta0% (1)
- Grapas y Sujetadores de AluminioDocumento53 páginasGrapas y Sujetadores de AluminioEric Balabarca JulcaAún no hay calificaciones
- 04.-Tabla PeriódicaDocumento12 páginas04.-Tabla Periódicadieg028Aún no hay calificaciones
- Función química de iones y salesDocumento8 páginasFunción química de iones y salesMartín Leonardo Lacuta VaraAún no hay calificaciones
- Ejercicios de Reforzamiento Unidad IIDocumento8 páginasEjercicios de Reforzamiento Unidad IIclarisa oquendoAún no hay calificaciones
- MetaleroDocumento22 páginasMetalerofernando YucraAún no hay calificaciones
- Normalización de AceroDocumento56 páginasNormalización de AceroJoel Nina Benegas100% (2)
- AleacionesDocumento1 páginaAleacionesRaúl Lipa BeniqueAún no hay calificaciones
- SM Básico Tema 4 (Nomenclatura Inorgánica) ClavesDocumento3 páginasSM Básico Tema 4 (Nomenclatura Inorgánica) ClavesJorge GuarnízAún no hay calificaciones
- Trabajo Actividad 2 Metales PreciososDocumento2 páginasTrabajo Actividad 2 Metales PreciososYanitza CueroAún no hay calificaciones
- Tabla Periódica de Los ElementosDocumento23 páginasTabla Periódica de Los ElementosMARIANA ALVARADOAún no hay calificaciones
- Tipos de Aleaciones de Acero Usadas en La ConstrucciónDocumento2 páginasTipos de Aleaciones de Acero Usadas en La ConstrucciónaugustoAún no hay calificaciones
- Tipos de elementos químicos: metales, metaloides y no metalesDocumento2 páginasTipos de elementos químicos: metales, metaloides y no metalesYizeth jhoana Valencia AlarconAún no hay calificaciones
- Nomenclatura Química InorgánicaDocumento55 páginasNomenclatura Química InorgánicaAlejandra Isabel Hinojosa RiosAún no hay calificaciones
- Metodos EpaDocumento2 páginasMetodos EpaRayKoniffVillarruelAchulliAún no hay calificaciones
- Elementos Dañinos para El Medio AmbienteDocumento2 páginasElementos Dañinos para El Medio AmbienteheribertoAún no hay calificaciones
- Enlace Quimico (TEST) PDFDocumento6 páginasEnlace Quimico (TEST) PDFEloy MedinaAún no hay calificaciones
- ANALISIS DE ORO Fire AssayDocumento47 páginasANALISIS DE ORO Fire AssayFELIX CAÑASAún no hay calificaciones
- Nomenclatura Comp InorgDocumento21 páginasNomenclatura Comp InorgLucas BandieriAún no hay calificaciones
- Ejerc Semana1Documento10 páginasEjerc Semana1Antonio A. Chumbiray CastroAún no hay calificaciones