También podría gustarte
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Especificacion y Clasificacion de Los Tugstenos Aws PDFDocumento2 páginasEspecificacion y Clasificacion de Los Tugstenos Aws PDFjavoidea696526Aún no hay calificaciones
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoDe EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoCalificación: 5 de 5 estrellas5/5 (1)
- Electrodos y Material-De-Aporte TigDocumento11 páginasElectrodos y Material-De-Aporte TigAdonis Cutipa CesinarroAún no hay calificaciones
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSADe EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAAún no hay calificaciones
- Codificación de Los ElectrodosDocumento3 páginasCodificación de Los ElectrodosHerreriaTecnoferroAún no hay calificaciones
- Proceso TIG (GTAW) PDFDocumento96 páginasProceso TIG (GTAW) PDFAnthony Riquelme Castillo100% (1)
- Tema 3 Daniel Israel Flores AyaviriDocumento7 páginasTema 3 Daniel Israel Flores AyaviriDaniel Ysrael Flores AyaviriAún no hay calificaciones
- 02 Gtaw 20120306 PDFDocumento16 páginas02 Gtaw 20120306 PDFMario MolinaAún no hay calificaciones
- 05-Clasificacion de Electrodos Por Aws OkDocumento39 páginas05-Clasificacion de Electrodos Por Aws OkCarlos Antonio Jimenez MoralesAún no hay calificaciones
- Proceso TIG: Fundamentos y aplicaciones de la soldadura TIGDocumento15 páginasProceso TIG: Fundamentos y aplicaciones de la soldadura TIGJhon JunesAún no hay calificaciones
- Gtaw 2Documento9 páginasGtaw 2GustavoChuctayaAún no hay calificaciones
- Soldadura TigDocumento21 páginasSoldadura Tiganthony100% (1)
- Tecnologías de Unión- tema 6 -Soldeo por arcoDocumento13 páginasTecnologías de Unión- tema 6 -Soldeo por arcoEvander LunaAún no hay calificaciones
- Autonomo Electrodos GtawDocumento9 páginasAutonomo Electrodos GtawAlex GonzálezAún no hay calificaciones
- Electrodos de Tungsteno para El TIGDocumento3 páginasElectrodos de Tungsteno para El TIGJulio Alberto CornejoAún no hay calificaciones
- Soldadura TigDocumento19 páginasSoldadura TigYamila BenitezAún no hay calificaciones
- Diseño de estructuras soldadas TIGDocumento29 páginasDiseño de estructuras soldadas TIGEnrique Escobar LozanoAún no hay calificaciones
- Apuntes TIG. Seleccionar El Tungsteno AdecuadoDocumento1 páginaApuntes TIG. Seleccionar El Tungsteno AdecuadoJose Fernandez LopezAún no hay calificaciones
- Soldadura TigDocumento15 páginasSoldadura TigsamuelAún no hay calificaciones
- TIPOS DE ELECTRODOS ORIGINALDocumento35 páginasTIPOS DE ELECTRODOS ORIGINALRafael JaramilloAún no hay calificaciones
- Soldadura TIGDocumento21 páginasSoldadura TIGJose PerezAún no hay calificaciones
- Trabajo Monografico Soldaduras y ElectrodosDocumento8 páginasTrabajo Monografico Soldaduras y ElectrodosKhenyi Clemente ChahuayoAún no hay calificaciones
- Curso Proceso TigDocumento97 páginasCurso Proceso TigAlarick Ooh100% (2)
- Soldadura TigDocumento27 páginasSoldadura Tigmauricio santiago cristobalAún no hay calificaciones
- Que es un electrodo y sus tiposDocumento9 páginasQue es un electrodo y sus tiposGabriel OrtegaAún no hay calificaciones
- Qué Es Un ElectrodoDocumento12 páginasQué Es Un ElectrodoJoseph Richard Blanco NinaAún no hay calificaciones
- Materiales de aportación MIG/MAG y TIGDocumento16 páginasMateriales de aportación MIG/MAG y TIGAnto MoralesAún no hay calificaciones
- Proceso TIG: Soldadura de Arco Eléctrico con Tungsteno Protegida por GasDocumento31 páginasProceso TIG: Soldadura de Arco Eléctrico con Tungsteno Protegida por GasLeonardo Laverde PulidoAún no hay calificaciones
- Proceso GtawDocumento11 páginasProceso GtawLIBARDO LAGOSAún no hay calificaciones
- E3 VioletaDocumento4 páginasE3 Violetacamelod555Aún no hay calificaciones
- Ensayo Soldadura GTAW 2Documento12 páginasEnsayo Soldadura GTAW 2Alex GonzálezAún no hay calificaciones
- Electrodos Utilizados Con SMAW, MIG, MAG, TIG FCAWDocumento15 páginasElectrodos Utilizados Con SMAW, MIG, MAG, TIG FCAWdavidAún no hay calificaciones
- Guia Oper TIGDocumento28 páginasGuia Oper TIGLuis Isla ZegarraAún no hay calificaciones
- Procesos de SoldadurasDocumento90 páginasProcesos de Soldadurasfermamu67% (3)
- Practica 7Documento7 páginasPractica 7VOLNEY HUMBERTOAún no hay calificaciones
- 09 Soldadura IIDocumento23 páginas09 Soldadura IIPaipa LdeAún no hay calificaciones
- GTAW o TIGDocumento33 páginasGTAW o TIGMauricio ObrequeAún no hay calificaciones
- Soldadura GTAWDocumento34 páginasSoldadura GTAWjosuepirir307Aún no hay calificaciones
- SOLDADURADocumento14 páginasSOLDADURAGonzalo NicoliAún no hay calificaciones
- 7ma. Clase - Electrodos de Tungsteno de Soldadura Tig. PDFDocumento17 páginas7ma. Clase - Electrodos de Tungsteno de Soldadura Tig. PDFVeryto Mac CabAún no hay calificaciones
- Soldadura TigDocumento16 páginasSoldadura TigAndres Martinez Meza100% (2)
- Laboratorio 3 PMDocumento15 páginasLaboratorio 3 PMmarilynAún no hay calificaciones
- Cuadro ComparativoDocumento2 páginasCuadro ComparativoHaidee Longart50% (2)
- Clases de Soldadudras ElectricasDocumento11 páginasClases de Soldadudras ElectricasMiller Alvarado CarretoAún no hay calificaciones
- Trabajo de Soldadura 9° CicloDocumento5 páginasTrabajo de Soldadura 9° CicloIsai Keoma Chirinos DiazAún no hay calificaciones
- Soldadura InoxDocumento5 páginasSoldadura InoxAlberto Rubio YañezAún no hay calificaciones
- Clasificacion de Los ElectrodosDocumento4 páginasClasificacion de Los ElectrodosMario Anibal Cando Sanchez100% (1)
- Manual Soldador - 2parteDocumento18 páginasManual Soldador - 2partetata faican100% (6)
- Procesos de SoldaduraDocumento143 páginasProcesos de SoldaduraFernando SanchezAún no hay calificaciones
- AmperajeDocumento6 páginasAmperajeMaicol HuacarpumaAún no hay calificaciones
- Aplicación de Los Procesos de SoldaduraDocumento19 páginasAplicación de Los Procesos de SoldaduraVerónica RuizAún no hay calificaciones
- Procesos de Soldadura PDFDocumento37 páginasProcesos de Soldadura PDFfernando100% (1)
- Tipos de ElectrodosDocumento3 páginasTipos de ElectrodosJuanitoAún no hay calificaciones
- Soldadura de Arco EléctricoDocumento24 páginasSoldadura de Arco Eléctricofrancko loredoAún no hay calificaciones
- Soldadura IiDocumento32 páginasSoldadura IiJosua Abraham VelázquezAún no hay calificaciones
- Vocabulario Técnico SoldaduraDocumento12 páginasVocabulario Técnico SoldaduraBetty RodolfoAún no hay calificaciones
- ElectrodosDocumento12 páginasElectrodosGabriel OrtegaAún no hay calificaciones
- GtawDocumento17 páginasGtawAdonis laraAún no hay calificaciones
- Soldadura Arco Electrico IV, VDocumento8 páginasSoldadura Arco Electrico IV, VAndres Martinez MezaAún no hay calificaciones
- AcrónimosDocumento4 páginasAcrónimoslabingles89Aún no hay calificaciones
- Ejercicos Acto MentalDocumento4 páginasEjercicos Acto Mentallabingles89Aún no hay calificaciones
- Ejercicios FI, Parte IDocumento1 páginaEjercicios FI, Parte Ilabingles89Aún no hay calificaciones
- Examen FII 1°evaluaciónDocumento1 páginaExamen FII 1°evaluaciónlabingles89Aún no hay calificaciones
- Modelo Cuadrantes Cerebrales Test AlumnosDocumento5 páginasModelo Cuadrantes Cerebrales Test AlumnosJimmy Gilberto Davila VelezAún no hay calificaciones
- Act Simb 1,6Documento26 páginasAct Simb 1,6labingles89Aún no hay calificaciones
- Mapa Conceptual - Generalidades de La MetrologiaDocumento1 páginaMapa Conceptual - Generalidades de La Metrologialabingles89Aún no hay calificaciones
- LayoutDocumento1 páginaLayoutlabingles89Aún no hay calificaciones
- Poliacrilato de sodio: Propiedades y aplicaciones del polímero superabsorbenteDocumento14 páginasPoliacrilato de sodio: Propiedades y aplicaciones del polímero superabsorbenteRAFAEL ANTHONY SANCHEZ COLLQUEAún no hay calificaciones
- Informe de Formacion de Alquenos Reacciones de EliminaciónDocumento2 páginasInforme de Formacion de Alquenos Reacciones de EliminaciónJefferson CárdenasAún no hay calificaciones
- Los BroncesDocumento3 páginasLos BroncesAndrea0408Aún no hay calificaciones
- Ejercicios Propuestos y Leyes de Los GasesDocumento41 páginasEjercicios Propuestos y Leyes de Los GasesJuan David Moreno MartínezAún no hay calificaciones
- Certificado de Calidad (Sistema Propulsor Andrew G)Documento3 páginasCertificado de Calidad (Sistema Propulsor Andrew G)JuniorJavier Olivo FarreraAún no hay calificaciones
- Informe Gestion de MantenimientoDocumento20 páginasInforme Gestion de MantenimientoDeyner Ayala RamosAún no hay calificaciones
- Resistencia Termica Kevlar WikipediaDocumento1 páginaResistencia Termica Kevlar WikipediaRuben PerezAún no hay calificaciones
- TUBERIASDocumento13 páginasTUBERIASNAIN ANDIAAún no hay calificaciones
- 8.MATERIALES BITUMINOSOS EL CEMENTO ASFALTICO Y LAS EMULSIONES ASFALTICASfDocumento5 páginas8.MATERIALES BITUMINOSOS EL CEMENTO ASFALTICO Y LAS EMULSIONES ASFALTICASfMichell JimenezAún no hay calificaciones
- Practica 1 Terminado Aire AcondicionadoDocumento13 páginasPractica 1 Terminado Aire AcondicionadoPamelaAún no hay calificaciones
- Introducción Qimica4Documento4 páginasIntroducción Qimica4daniAún no hay calificaciones
- Segundo Parcialequilibrios II-2021 p4Documento1 páginaSegundo Parcialequilibrios II-2021 p4JORGE LUIS ZAMBRANA OCAÑAAún no hay calificaciones
- Accesorios Manuales SamoaDocumento28 páginasAccesorios Manuales SamoaJuanSantillanAún no hay calificaciones
- Práctica 3 Propiedades de Metales y NO MetaleDocumento7 páginasPráctica 3 Propiedades de Metales y NO MetaleAlvarado OsvaldoAún no hay calificaciones
- Document (6) HHDocumento2 páginasDocument (6) HHMaynor ErazoAún no hay calificaciones
- Alcohol EsDocumento5 páginasAlcohol EsPeluffoLuisAún no hay calificaciones
- Ponencia Diseño de Muros Feb-21 RamcodesDocumento38 páginasPonencia Diseño de Muros Feb-21 RamcodesAlberto MoraAún no hay calificaciones
- PRESENTACIÓNDocumento83 páginasPRESENTACIÓNKristhofer LezcanoAún no hay calificaciones
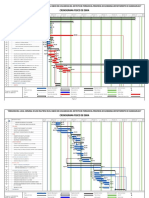
- Cronograma Fisico de ObraDocumento6 páginasCronograma Fisico de ObraAntonio Escobar DiazAún no hay calificaciones
- AUTOEVALUACIÓNDocumento10 páginasAUTOEVALUACIÓNIsrael José MendozaAún no hay calificaciones
- Generador de Hidruros y HornoDocumento23 páginasGenerador de Hidruros y HornoLuis Armando Lozoya MárquezAún no hay calificaciones
- Supermix InformeDocumento8 páginasSupermix InformeMarcos GómezAún no hay calificaciones
- Conexiones SPT acero inoxidable 7.62kV proyecto electrificación ruralDocumento3 páginasConexiones SPT acero inoxidable 7.62kV proyecto electrificación ruraljofielsantos3530Aún no hay calificaciones
- Hoja Técnica Admix 900-600-400 FT 2 PDFDocumento1 páginaHoja Técnica Admix 900-600-400 FT 2 PDFnoele47Aún no hay calificaciones
- CapacitacionDocumento15 páginasCapacitacionNataly Montoya GutierrezAún no hay calificaciones
- Calculo de Viscocidad en Mezcla de Gases RojasDocumento12 páginasCalculo de Viscocidad en Mezcla de Gases RojasAdmi BlackstarAún no hay calificaciones
- Reparación ductosDocumento21 páginasReparación ductosRoberto G. SilvaAún no hay calificaciones
- Tema 4. ELASTOMEROS TERMOPLASTICOSDocumento11 páginasTema 4. ELASTOMEROS TERMOPLASTICOSimeldoAún no hay calificaciones
- Buzones para AlcantarilladoDocumento7 páginasBuzones para AlcantarilladoDavid De La CruzAún no hay calificaciones
- Ficha Técnica Tornillos 3Documento2 páginasFicha Técnica Tornillos 3juan joseAún no hay calificaciones
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (200)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- Reconstrucción de dientes endodonciados: Pautas de actuación clínicaDe EverandReconstrucción de dientes endodonciados: Pautas de actuación clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- Fisiopatología de las enfermedades cardiovascularesDe EverandFisiopatología de las enfermedades cardiovascularesCalificación: 5 de 5 estrellas5/5 (1)
- El libro conciso de la punción seca: Manual del terapeuta para las aplicaciones en los puntos gatillo miofasciales (Color)De EverandEl libro conciso de la punción seca: Manual del terapeuta para las aplicaciones en los puntos gatillo miofasciales (Color)Calificación: 3 de 5 estrellas3/5 (2)
- Interpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasDe EverandInterpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasAún no hay calificaciones
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- Desastres y emergencias. Prevención, mitigación y preparaciónDe EverandDesastres y emergencias. Prevención, mitigación y preparaciónCalificación: 4 de 5 estrellas4/5 (5)
- Prescripción de ejercico físico para la saludDe EverandPrescripción de ejercico físico para la saludCalificación: 5 de 5 estrellas5/5 (1)
- Trucos para Leer la Mente de los Demás: Cómo Adivinar el Pensamiento de los Demás con Poco Esfuerzo. 2 Libros en 1 - Secretos de la Psicología Oscura, Cómo ser un Detector de MentirasDe EverandTrucos para Leer la Mente de los Demás: Cómo Adivinar el Pensamiento de los Demás con Poco Esfuerzo. 2 Libros en 1 - Secretos de la Psicología Oscura, Cómo ser un Detector de MentirasCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Dieta Para El Reflujo Biliar y Gastritis Alcalina - Incluye 20 Deliciosas Recetas Libres de Gluten y de Lácteos Para Tratar y Aliviar el Reflujo Biliar y Sus Molestos SíntomasDe EverandDieta Para El Reflujo Biliar y Gastritis Alcalina - Incluye 20 Deliciosas Recetas Libres de Gluten y de Lácteos Para Tratar y Aliviar el Reflujo Biliar y Sus Molestos SíntomasCalificación: 4 de 5 estrellas4/5 (9)
- Neuroanatomía: Fundamentos de neuroanatomía estructural, funcional y clínicaDe EverandNeuroanatomía: Fundamentos de neuroanatomía estructural, funcional y clínicaCalificación: 4 de 5 estrellas4/5 (16)
- Neurociencia para vencer la depresión: La esprial ascendenteDe EverandNeurociencia para vencer la depresión: La esprial ascendenteCalificación: 4.5 de 5 estrellas4.5/5 (10)
- La vibración de las ondas cerebrales: Recuperar el ritmo de una vida saludable y felizDe EverandLa vibración de las ondas cerebrales: Recuperar el ritmo de una vida saludable y felizCalificación: 5 de 5 estrellas5/5 (7)
- Sistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)De EverandSistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)Calificación: 5 de 5 estrellas5/5 (9)
- Notas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesDe EverandNotas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesAún no hay calificaciones
- El péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaDe EverandEl péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaCalificación: 4.5 de 5 estrellas4.5/5 (27)