También podría gustarte
- Informe Trampa de Crudo de La Plataforma UDocumento18 páginasInforme Trampa de Crudo de La Plataforma UJose Guarnizo GarciaAún no hay calificaciones
- Informe Trampa de Crudo de La Plataforma HDocumento18 páginasInforme Trampa de Crudo de La Plataforma HJose Guarnizo GarciaAún no hay calificaciones
- Met RP Ut 018 2023Documento5 páginasMet RP Ut 018 2023Oscar BasantesAún no hay calificaciones
- Ut-13abril23 BrinsaDocumento2 páginasUt-13abril23 BrinsaInspectores BogotaAún no hay calificaciones
- 2014 - 05-Reporte de END - Ultrasonido - Eje Chancadora HP400-4 - CondestableDocumento7 páginas2014 - 05-Reporte de END - Ultrasonido - Eje Chancadora HP400-4 - CondestablecesarAún no hay calificaciones
- Ppona-Da-001 HRDocumento8 páginasPpona-Da-001 HRDomingo OropezaAún no hay calificaciones
- It. 28.13 - Tanque de Crudo TK-1501Documento24 páginasIt. 28.13 - Tanque de Crudo TK-1501Jose Guarnizo GarciaAún no hay calificaciones
- RT Gastroscopio GIF-H170 2032744 Hospital Docente de Trujillo Oct23Documento6 páginasRT Gastroscopio GIF-H170 2032744 Hospital Docente de Trujillo Oct23hieldeabejaAún no hay calificaciones
- Informe Tecnico de Ensayo Tintes Penetrantes A Gancho de Grua ApoloDocumento5 páginasInforme Tecnico de Ensayo Tintes Penetrantes A Gancho de Grua ApoloLisset Villanueva RamirezAún no hay calificaciones
- 1117 SW GT Utpa 1117 Utpa Soldadura Puente Grua AgoferDocumento5 páginas1117 SW GT Utpa 1117 Utpa Soldadura Puente Grua AgoferCarlos Anibal OrtizAún no hay calificaciones
- FR-IT-ME-TD-02-026 - 21 - Linea de Flujo SSQ 21Documento102 páginasFR-IT-ME-TD-02-026 - 21 - Linea de Flujo SSQ 21DAMIAN ALEJANDROAún no hay calificaciones
- Informe Estectura Metalica Icm - Test Group SasDocumento9 páginasInforme Estectura Metalica Icm - Test Group Sasdiego.hernandez02Aún no hay calificaciones
- Sistema de Gestión de Calidad - OperacionesDocumento1 páginaSistema de Gestión de Calidad - OperacionesvictorAún no hay calificaciones
- 1057S00271005037163CP 0098 - 3 02 04 01Documento4 páginas1057S00271005037163CP 0098 - 3 02 04 01Esteban AlvarezAún no hay calificaciones
- HDV TSN 535 ActualizadaDocumento29 páginasHDV TSN 535 Actualizadalider.mantenimiento23Aún no hay calificaciones
- Registros de Partículas MagnéticasDocumento2 páginasRegistros de Partículas Magnéticaslucho san miguelAún no hay calificaciones
- Informe 00126-2021-Termotecnica-Paut-Ods 009-Linea de Interconexion de 8 in SCH XS-24 Agosto 2021Documento4 páginasInforme 00126-2021-Termotecnica-Paut-Ods 009-Linea de Interconexion de 8 in SCH XS-24 Agosto 2021luisvmiguel hueto castilloAún no hay calificaciones
- Registro de Inspección Y Mantenimiento para Dispositivos de Alivio de PresiónDocumento1 páginaRegistro de Inspección Y Mantenimiento para Dispositivos de Alivio de PresiónJosé Daniel ArenasAún no hay calificaciones
- Informe Utpa Separador 5-02-23Documento7 páginasInforme Utpa Separador 5-02-23robertAún no hay calificaciones
- 2305-090 Farmacol Armario 1634 Control de CalidadDocumento8 páginas2305-090 Farmacol Armario 1634 Control de CalidadWilliam fernando RestrepoAún no hay calificaciones
- TSG 580 Procedimiento de Ut Estructuras de Puentes Aashtoaws d1.5m d1.5 Rev ADocumento21 páginasTSG 580 Procedimiento de Ut Estructuras de Puentes Aashtoaws d1.5m d1.5 Rev Ajaime huertasAún no hay calificaciones
- 453 Ir 04 - PSH 001 PDFDocumento2 páginas453 Ir 04 - PSH 001 PDFPercyGàlvezLòpezAún no hay calificaciones
- Reporte de Inspeccion Por Ultrasonido Phased Array: Código: P.PROY-F05-V3 23/09/2019Documento4 páginasReporte de Inspeccion Por Ultrasonido Phased Array: Código: P.PROY-F05-V3 23/09/2019Oscar BonillaAún no hay calificaciones
- App MXC Utpa 2020 002Documento5 páginasApp MXC Utpa 2020 002THE JAMPAún no hay calificaciones
- It 00 Uns MP Grua Portico Birriel 80i30t Rym OsmaDocumento20 páginasIt 00 Uns MP Grua Portico Birriel 80i30t Rym OsmaALEX GODOFREDO NUÑEZ ROMEROAún no hay calificaciones
- Paut Mepi CB2 0022Documento2 páginasPaut Mepi CB2 0022Jaime Galmiche AriasAún no hay calificaciones
- Procedimiento para END de SoldaduraDocumento7 páginasProcedimiento para END de SoldaduraCHRISTIAN TINEOAún no hay calificaciones
- UT Procedimiento AWS D1.1Documento57 páginasUT Procedimiento AWS D1.1Christian Santillan75% (4)
- (407-2021) Inspección Técnica Tanque de Lavado T-0041 SCPDocumento10 páginas(407-2021) Inspección Técnica Tanque de Lavado T-0041 SCPEduardo LuchettiAún no hay calificaciones
- Procedimiento UttDocumento6 páginasProcedimiento UttCarolina PBAún no hay calificaciones
- Mantto Gral Valvula de Control Taller CentroDocumento17 páginasMantto Gral Valvula de Control Taller CentroELKIN JESUS SUAREZ CALVOAún no hay calificaciones
- Informe 00086-2021-Termotecnica-Paut-Ods 009-Linea de Interconexion-01 Julio 2021Documento5 páginasInforme 00086-2021-Termotecnica-Paut-Ods 009-Linea de Interconexion-01 Julio 2021luisvmiguel hueto castilloAún no hay calificaciones
- NDT-378-Brazo de Control Trasero 851Documento5 páginasNDT-378-Brazo de Control Trasero 851Abel muñoz cortesAún no hay calificaciones
- NFE 2923 Q CE 001 - A Instruments and Valves CertificatesDocumento1163 páginasNFE 2923 Q CE 001 - A Instruments and Valves CertificatesDaniel RamírezAún no hay calificaciones
- CLT 86446 CFDocumento5 páginasCLT 86446 CFShirley Tatiana ROBAYO MARTINEZAún no hay calificaciones
- Inspeccion Mediante Ultrasonido - Laminacion 27-04-11Documento14 páginasInspeccion Mediante Ultrasonido - Laminacion 27-04-11Guido Alonso Vasquez QuirozAún no hay calificaciones
- Procedimiento AFDocumento18 páginasProcedimiento AFCarlos TijerinaAún no hay calificaciones
- Eje Macizo Ot 26733Documento5 páginasEje Macizo Ot 26733Abel muñoz cortesAún no hay calificaciones
- SGI-P-CRC-004 (Ensamble de Culatas y Su Instalación)Documento13 páginasSGI-P-CRC-004 (Ensamble de Culatas y Su Instalación)guerreropizarro.pAún no hay calificaciones
- ITI-PLS-151 PRE-OPERACIONAL Prueba UltrasonidoDocumento9 páginasITI-PLS-151 PRE-OPERACIONAL Prueba UltrasonidoJavier F Pacheco PAún no hay calificaciones
- Backlog Cardan Bb2 Th25Documento12 páginasBacklog Cardan Bb2 Th25Sandro Edward Rojas AlvarezAún no hay calificaciones
- Turbogenerador n.2 (1187 MW) - UnlockedDocumento9 páginasTurbogenerador n.2 (1187 MW) - UnlockeddanieldayettddAún no hay calificaciones
- Certificacion 5841 Transmat (Grúa Telescópica) 13-06-24Documento6 páginasCertificacion 5841 Transmat (Grúa Telescópica) 13-06-24Alexis DiazAún no hay calificaciones
- Camión Grua SinotrukDocumento7 páginasCamión Grua Sinotrukvg chileAún no hay calificaciones
- 00406-068-UTT-REV00 - Correa CTA-02 LT 1 07-07-2023Documento3 páginas00406-068-UTT-REV00 - Correa CTA-02 LT 1 07-07-2023arturo castilloAún no hay calificaciones
- Protocolos 35-MCC-501Documento3 páginasProtocolos 35-MCC-501Leonel SanchezAún no hay calificaciones
- Ndt-381-Horquillas (U.t.) - Caex 861Documento6 páginasNdt-381-Horquillas (U.t.) - Caex 861Abel muñoz cortesAún no hay calificaciones
- HT059 Insp. NDT de Pin y Estructura de Chumacera-01-11-2023Documento4 páginasHT059 Insp. NDT de Pin y Estructura de Chumacera-01-11-2023SKANSKA2014Aún no hay calificaciones
- Selección Probador CompactoDocumento4 páginasSelección Probador CompactoMelina SbhAún no hay calificaciones
- Pca-021 Reparacion de SoldadurasDocumento10 páginasPca-021 Reparacion de SoldadurasJuan Eduardo JeRicoAún no hay calificaciones
- Eje Macizo Ot 26734Documento5 páginasEje Macizo Ot 26734Abel muñoz cortesAún no hay calificaciones
- Eje Macizo Ot 26736Documento5 páginasEje Macizo Ot 26736Abel muñoz cortesAún no hay calificaciones
- 2016 PECC-088-UT-Servimecol-OtancheDocumento3 páginas2016 PECC-088-UT-Servimecol-Otanchecielo108Aún no hay calificaciones
- Registro Ut-3410-Tk-004-03Documento2 páginasRegistro Ut-3410-Tk-004-03Sammy MancillaAún no hay calificaciones
- Nuevo Formato VT Udc's - Ok (Guia Operativa)Documento8 páginasNuevo Formato VT Udc's - Ok (Guia Operativa)MAR MUAún no hay calificaciones
- Samaria 752 - Ail - Drcal - LDL - CNL - NGT - Dsi - GR - 26 - Ene - 22 - V0Documento34 páginasSamaria 752 - Ail - Drcal - LDL - CNL - NGT - Dsi - GR - 26 - Ene - 22 - V0Sarita BonitaAún no hay calificaciones
- Air Tanks Espesores de Pared Nov 2018 PDFDocumento41 páginasAir Tanks Espesores de Pared Nov 2018 PDFJUAN JOSE VESGA RUEDAAún no hay calificaciones
- NDT 380 Drag Link Caex 861Documento6 páginasNDT 380 Drag Link Caex 861Abel muñoz cortesAún no hay calificaciones
- 2021-0702 GP49Documento48 páginas2021-0702 GP49marcoAún no hay calificaciones
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109De EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por arranque de viruta. FMEH0109Calificación: 5 de 5 estrellas5/5 (2)
- Refuerzo Inglés 2ºESO 08-09Documento49 páginasRefuerzo Inglés 2ºESO 08-09DanielAún no hay calificaciones
- Code Region DP132 LG DVDDocumento1 páginaCode Region DP132 LG DVDEdward Enrique Duran GarayAún no hay calificaciones
- Ladriillera El Diamante - Docx FINALLLLLDocumento26 páginasLadriillera El Diamante - Docx FINALLLLLJulio Cesar Cruz Trelles50% (2)
- Liquidacion de Mano de ObraDocumento5 páginasLiquidacion de Mano de ObraYehison SanchezAún no hay calificaciones
- Proyecto de Investigacion Nataly .Documento12 páginasProyecto de Investigacion Nataly .kelyAún no hay calificaciones
- Poesía Enrique LoynazDocumento19 páginasPoesía Enrique LoynazS.m. Malvado DylanAún no hay calificaciones
- Caso Practico - 1Documento1 páginaCaso Practico - 1jcb_1987Aún no hay calificaciones
- Exigencias Climáticas de Los Frutales de Hoja Caduca Horas de Frío Grados CalorDocumento5 páginasExigencias Climáticas de Los Frutales de Hoja Caduca Horas de Frío Grados CalorCarolina VelosoAún no hay calificaciones
- PG-3I3-00111-H - EPPs RTrabajoDocumento20 páginasPG-3I3-00111-H - EPPs RTrabajoWilly MendozaAún no hay calificaciones
- Locacion de ServiciosDocumento5 páginasLocacion de ServiciosRaul AlccaAún no hay calificaciones
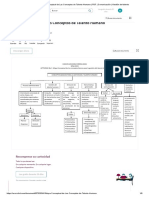
- Mapa Conceptual de Los Conceptos de Talento HumanoDocumento6 páginasMapa Conceptual de Los Conceptos de Talento HumanoMarianna Mercado MejiaAún no hay calificaciones
- Proyecto de TesisDocumento40 páginasProyecto de TesisJOHAN GEORVIN HUILLCA CCASANIAún no hay calificaciones
- PENSAMIENTODocumento62 páginasPENSAMIENTOgilbertoAún no hay calificaciones
- Ox. No MetalicosDocumento3 páginasOx. No MetalicosJuan GutierrezAún no hay calificaciones
- Escuelas Del PensamientoDocumento11 páginasEscuelas Del PensamientoDenisse paola Linares vargasAún no hay calificaciones
- Guía de Estudio Estadistica Basica Semana 03Documento12 páginasGuía de Estudio Estadistica Basica Semana 03Eliza lomeliAún no hay calificaciones
- El Arte de Ser MédicoDocumento3 páginasEl Arte de Ser MédicoJenifer Janina Moreno HoyosAún no hay calificaciones
- Paradoja Del Comediante, LaDocumento37 páginasParadoja Del Comediante, LaroromalaAún no hay calificaciones
- Informe Laboratorio de Fisica Virtual 4 PDFDocumento4 páginasInforme Laboratorio de Fisica Virtual 4 PDFJuan David Arce MartinezAún no hay calificaciones
- Ejercicios (Parte 2) (Autoguardado)Documento12 páginasEjercicios (Parte 2) (Autoguardado)Paco EspinozaAún no hay calificaciones
- Matriz Del Giro AntropologicoDocumento4 páginasMatriz Del Giro AntropologicoTifanny B. SosaAún no hay calificaciones
- ProyectoDocumento11 páginasProyectoBrisa MijaAún no hay calificaciones
- Triptico Trastorno de PersonalidadDocumento3 páginasTriptico Trastorno de PersonalidadAnghy Vega Rojas67% (3)
- Construccion de Cerco Con Block InclinadoDocumento18 páginasConstruccion de Cerco Con Block InclinadoMarkony MacedaAún no hay calificaciones
- Sesion 4 Fuerzas Concurrentes Aplicaciones de La Primera Condición de EquilibrioDocumento3 páginasSesion 4 Fuerzas Concurrentes Aplicaciones de La Primera Condición de EquilibrioMaricela ChiloAún no hay calificaciones
- Transmision de Ondas en FluidosDocumento15 páginasTransmision de Ondas en FluidositzaAún no hay calificaciones
- 2 Llan Mirage 195/75 R16 MR200 308,404 616,807Documento1 página2 Llan Mirage 195/75 R16 MR200 308,404 616,807ADRIANA MORAAún no hay calificaciones
- EGOIN-MaderaLaminada CastellanoDocumento34 páginasEGOIN-MaderaLaminada CastellanoAdri GarciaAún no hay calificaciones
- 1 Ensayo Sobre Los Sujetos Del Cine VenezolanoDocumento2 páginas1 Ensayo Sobre Los Sujetos Del Cine VenezolanoZaraAún no hay calificaciones
- Contexto Social - Actividad 1 - FormatoDocumento9 páginasContexto Social - Actividad 1 - FormatoSantos EduardoAún no hay calificaciones