También podría gustarte
- UF1255 - Planificación y desarrollo de carrozados y reformas de importanciaDe EverandUF1255 - Planificación y desarrollo de carrozados y reformas de importanciaAún no hay calificaciones
- Cuaderno de InformesDocumento15 páginasCuaderno de InformesLuis A Lucano GallardoAún no hay calificaciones
- Calculo Estructural Techo CementerioDocumento10 páginasCalculo Estructural Techo CementerioRomario NayhuaAún no hay calificaciones
- UF0906 - Elaboración del plan de aprovisionamiento, costes y documentación técnica en instalaciones de climatización y ventilaciónDe EverandUF0906 - Elaboración del plan de aprovisionamiento, costes y documentación técnica en instalaciones de climatización y ventilaciónAún no hay calificaciones
- Componentes de La Infraestructura Del CaminoDocumento7 páginasComponentes de La Infraestructura Del Caminowilliam100% (1)
- Punto 69 Revista de Arquitectura FAU-UCVDocumento138 páginasPunto 69 Revista de Arquitectura FAU-UCVAbner J ColmenaresAún no hay calificaciones
- Cuaderno de Informes-1Documento13 páginasCuaderno de Informes-1Angel Armas Davila100% (1)
- Glosario Elementos ConstructivosDocumento3 páginasGlosario Elementos ConstructivosAlejandro Bustamante MAún no hay calificaciones
- Construcciones Metálicas - Sector Metalmecánico - Educación Media Adulto Formación Dif TPDocumento91 páginasConstrucciones Metálicas - Sector Metalmecánico - Educación Media Adulto Formación Dif TPPonce Pizarro AnderAún no hay calificaciones
- REFRSNDocumento31 páginasREFRSNStefano ArroyoAún no hay calificaciones
- Amod - Amod-412 - Cuaderno - de - Informes 3 PDFDocumento13 páginasAmod - Amod-412 - Cuaderno - de - Informes 3 PDFDICK ISRAEL ZUÑIGA SALAZARAún no hay calificaciones
- AMOD - 414 - CUADERNO - DE - INFORMES de Senati Gutember HOYDocumento14 páginasAMOD - 414 - CUADERNO - DE - INFORMES de Senati Gutember HOYJefferson AlvaradoAún no hay calificaciones
- CUADERNO DE INFORMES SEMANA 4 Mecánica Automotriz.Documento15 páginasCUADERNO DE INFORMES SEMANA 4 Mecánica Automotriz.Ronei Rafael CiezaAún no hay calificaciones
- Formación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo IndustrialDocumento14 páginasFormación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo IndustrialAndres M LozanoAún no hay calificaciones
- Informe N°1 Fundamentos de ElectronicaDocumento13 páginasInforme N°1 Fundamentos de ElectronicaEdgar junior Rondinel huacchaAún no hay calificaciones
- Formación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo IndustrialDocumento14 páginasFormación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo IndustrialLüįs Ąngęl KąñąrįAún no hay calificaciones
- Cuaderno de Informes 7Documento13 páginasCuaderno de Informes 7deesededaesAún no hay calificaciones
- 05 Cuaderno de InformeDocumento14 páginas05 Cuaderno de InformeJose ZamoraAún no hay calificaciones
- 03 Mmad-414 Cuaderno de InformesDocumento14 páginas03 Mmad-414 Cuaderno de InformesJose ZamoraAún no hay calificaciones
- Sistema de Caja de Direccion Hidraulica (Trabajo 3)Documento14 páginasSistema de Caja de Direccion Hidraulica (Trabajo 3)Dilan Guzmán GuzmánAún no hay calificaciones
- AMPB-320 - CUADERNO DE INFORMES-3 BombaDocumento13 páginasAMPB-320 - CUADERNO DE INFORMES-3 BombaEduar AriasAún no hay calificaciones
- Cuaderno de Informes 5Documento13 páginasCuaderno de Informes 5deesededaesAún no hay calificaciones
- Cuaderno de Informes 6Documento13 páginasCuaderno de Informes 6deesededaesAún no hay calificaciones
- AMCD-327 - CUADERNO DE INFORMES PvsDocumento15 páginasAMCD-327 - CUADERNO DE INFORMES PvsLuis CcssAún no hay calificaciones
- Amod - Amod-412 - Cuaderno - de - Informes 4 PDFDocumento14 páginasAmod - Amod-412 - Cuaderno - de - Informes 4 PDFDICK ISRAEL ZUÑIGA SALAZARAún no hay calificaciones
- 10 Cuaderno de InformeDocumento17 páginas10 Cuaderno de InformeJose ZamoraAún no hay calificaciones
- Amod - 414 - Cuaderno - de - Informes 10Documento13 páginasAmod - 414 - Cuaderno - de - Informes 10Alexiz Felipe pomaAún no hay calificaciones
- APSD-216 - CUADERNO DE INFORMES 3 Motor DieselDocumento15 páginasAPSD-216 - CUADERNO DE INFORMES 3 Motor Dieselaldair alexander bacilio jacoboAún no hay calificaciones
- Amod Amod-412 Cuaderno de InformesDocumento15 páginasAmod Amod-412 Cuaderno de InformesCarlos CoronelAún no hay calificaciones
- Amod Amod-412 Cuaderno de Informes 1 AlejoDocumento14 páginasAmod Amod-412 Cuaderno de Informes 1 AlejoVictorcito 88Aún no hay calificaciones
- Formación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo IndustrialDocumento14 páginasFormación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo IndustrialCarlos Quillay javelianoAún no hay calificaciones
- Cuaderno de Informes 8Documento13 páginasCuaderno de Informes 8deesededaesAún no hay calificaciones
- Cuaderno Torno 2Documento12 páginasCuaderno Torno 2Alejandro ChacaltanaAún no hay calificaciones
- Informe 5Documento16 páginasInforme 5Tatiana AviaAún no hay calificaciones
- Formación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo IndustrialDocumento14 páginasFormación Profesional Dual: Servicio Nacional de Adiestramiento en Trabajo Industrialjhon perezAún no hay calificaciones
- Cuaderno de Informes++semana+1+Documento18 páginasCuaderno de Informes++semana+1+Mixer HiposanAún no hay calificaciones
- Amod - Amod-412 - Cuaderno - de - Informes (4) ..Documento16 páginasAmod - Amod-412 - Cuaderno - de - Informes (4) ..Carlos CoronelAún no hay calificaciones
- Cuaderno de Informes ViiiDocumento15 páginasCuaderno de Informes ViiiMedina Montenegro Jurley ValerioAún no hay calificaciones
- Amod Amod-412 Cuaderno de Informes PDFDocumento13 páginasAmod Amod-412 Cuaderno de Informes PDFDICK ISRAEL ZUÑIGA SALAZARAún no hay calificaciones
- Accu 211 - Cuaderno de Informes 1Documento13 páginasAccu 211 - Cuaderno de Informes 1JHOEL MAMANI A.Aún no hay calificaciones
- Amod-204 - Cuaderno de Informes 2Documento14 páginasAmod-204 - Cuaderno de Informes 2Nestor Öf̲̲̅̅ı̲̲̅̅c̲̲̅̅ı̲̲̅̅a̲̲̅̅l̲̲̅̅'̲̲̅̅f̲̲̅̅bAún no hay calificaciones
- 08 Cuaderno de InformeDocumento17 páginas08 Cuaderno de InformeJose ZamoraAún no hay calificaciones
- Cuaderno 4Documento12 páginasCuaderno 4Manuel CasasAún no hay calificaciones
- Cuaderno de Imforme 7Documento18 páginasCuaderno de Imforme 7Javier Melendez CrespinAún no hay calificaciones
- Amod-204 - Cuaderno de Informes 2023Documento13 páginasAmod-204 - Cuaderno de Informes 2023EDERSON HUAMAN HUAMANAún no hay calificaciones
- Cuaderno de InformesDocumento13 páginasCuaderno de InformesIvan martin Quispe PilcoAún no hay calificaciones
- Informe Semanal 04 ELECTRONICADocumento17 páginasInforme Semanal 04 ELECTRONICAAlarcon M. Mauricio 5AAún no hay calificaciones
- Amtd 514 Cuaderno de Informes 02 SemiDocumento15 páginasAmtd 514 Cuaderno de Informes 02 SemiENRIQUE CALDERONAún no hay calificaciones
- Informe N°3Documento13 páginasInforme N°3Leandro VillalbaAún no hay calificaciones
- ROJODocumento13 páginasROJOMisael Sacramento BlancoAún no hay calificaciones
- Cuaderno de Informe 2Documento15 páginasCuaderno de Informe 2Richar Daniel Gil MendozaAún no hay calificaciones
- AMOD FB08 CUADERNO - DE - INFORMES Medicion 3Documento16 páginasAMOD FB08 CUADERNO - DE - INFORMES Medicion 3Jhon AbellanedaAún no hay calificaciones
- Adid-203 - Cuaderno de Informes MenDocumento15 páginasAdid-203 - Cuaderno de Informes Menallinson stiven mendoza sifuentesAún no hay calificaciones
- Cuaderno de InformesDocumento14 páginasCuaderno de InformesMaricielo SincheAún no hay calificaciones
- Cuaderno de Informes: Servicio Nacional de Adiestramiento en Trabajo IndustrialDocumento12 páginasCuaderno de Informes: Servicio Nacional de Adiestramiento en Trabajo IndustrialEver Vidal morenoAún no hay calificaciones
- Cuaderno de Informes 2Documento14 páginasCuaderno de Informes 2Maricielo SincheAún no hay calificaciones
- Cuaderno de Informes S2Documento12 páginasCuaderno de Informes S2Yoel KuNoaAún no hay calificaciones
- Apsd-316 - Cuaderno de Informes S3Documento18 páginasApsd-316 - Cuaderno de Informes S3Henrry ChavezAún no hay calificaciones
- Apsd-316 - Cuaderno de Informes S5Documento24 páginasApsd-316 - Cuaderno de Informes S5Henrry ChavezAún no hay calificaciones
- Accu-211 - Cuaderno de Informes Antonio Valdyr Cortez Chininin Semana .2Documento15 páginasAccu-211 - Cuaderno de Informes Antonio Valdyr Cortez Chininin Semana .2deysi chinininAún no hay calificaciones
- Accu-212 - Cuaderno de InformesDocumento14 páginasAccu-212 - Cuaderno de InformesSaenz Mendoza FrankAún no hay calificaciones
- Informe Semanal - 02Documento14 páginasInforme Semanal - 02allinson stiven mendoza sifuentesAún no hay calificaciones
- Informe 2023 2da SemanaDocumento12 páginasInforme 2023 2da SemanaCarlos Pachas GarciaAún no hay calificaciones
- Cuaderno de Informes 2Documento15 páginasCuaderno de Informes 2Maricielo SincheAún no hay calificaciones
- Cuadeerno de Informe-Chasis y CarroceriaDocumento14 páginasCuadeerno de Informe-Chasis y Carroceriaangel fernandezAún no hay calificaciones
- Plan de Trabajo Del EstudianteDocumento28 páginasPlan de Trabajo Del EstudianteNoel Ruben Valverde MarquinaAún no hay calificaciones
- Mmad Mmad-415 TrabajofinalDocumento3 páginasMmad Mmad-415 TrabajofinalNoel Ruben Valverde MarquinaAún no hay calificaciones
- Mmad Mmad-414 FormatoalumnotrabajofinalDocumento13 páginasMmad Mmad-414 FormatoalumnotrabajofinalNoel Ruben Valverde MarquinaAún no hay calificaciones
- Mmad Mmad-415 Manual 002Documento198 páginasMmad Mmad-415 Manual 002Noel Ruben Valverde MarquinaAún no hay calificaciones
- Entregable 02 de TallerDocumento3 páginasEntregable 02 de TallerNoel Ruben Valverde MarquinaAún no hay calificaciones
- Captura de Pantalla 2022-04-02 A La(s) 17.02.55Documento3 páginasCaptura de Pantalla 2022-04-02 A La(s) 17.02.55Jorge KrischAún no hay calificaciones
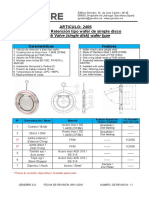
- ARTICULO: 2406 Válvula de Retención Tipo Wafer de Simple DiscoDocumento3 páginasARTICULO: 2406 Válvula de Retención Tipo Wafer de Simple DiscommandreseAún no hay calificaciones
- Mecánica de Rocas Data - RonquilloDocumento8 páginasMecánica de Rocas Data - RonquilloGino Asencio AlvaradoAún no hay calificaciones
- PAPER BOCATOMA ObrasDocumento9 páginasPAPER BOCATOMA Obrasmarlon guerrerero infanteAún no hay calificaciones
- 18.1 - Manuales de Operación y Mantenimiento - COMPONENTE OBLIGATORIODocumento187 páginas18.1 - Manuales de Operación y Mantenimiento - COMPONENTE OBLIGATORIOronal gutierrez ataucusiAún no hay calificaciones
- Análisis Determinístico de Estabilidad de Un Túnel en Rocas BlandasDocumento49 páginasAnálisis Determinístico de Estabilidad de Un Túnel en Rocas BlandasCarlos Xavier Azua GonzalezAún no hay calificaciones
- Planos Gabinete ComputaciónDocumento10 páginasPlanos Gabinete ComputaciónJorge Eduardo Romero CamaAún no hay calificaciones
- Trabajo Especial de Grado PDFDocumento194 páginasTrabajo Especial de Grado PDFGilder GonzalezAún no hay calificaciones
- Procedimiento para El Ingreso de F.O. Al OdfDocumento8 páginasProcedimiento para El Ingreso de F.O. Al OdfWISMAN MGAún no hay calificaciones
- MEMORIA SANITARIA Red ADCDocumento9 páginasMEMORIA SANITARIA Red ADCjuanAún no hay calificaciones
- Estandares Urbanos 2020Documento61 páginasEstandares Urbanos 2020Angie CuevaAún no hay calificaciones
- SCL Barras&NodosDocumento52 páginasSCL Barras&NodosMarcos OntiverosAún no hay calificaciones
- PROYECTO - Andrade Sequeiros y Bustillos LazarteDocumento42 páginasPROYECTO - Andrade Sequeiros y Bustillos LazarteDELTA598Aún no hay calificaciones
- Marco TeoricoDocumento19 páginasMarco TeoricoCesar Quiroz VieraAún no hay calificaciones
- Dura PanelDocumento7 páginasDura PanelLaura Andrea MontesAún no hay calificaciones
- RTM - RejopampaDocumento1 páginaRTM - RejopampaBrayan Campos MuñozAún no hay calificaciones
- Const. Sist. Agua Potable - FiladelfiaDocumento46 páginasConst. Sist. Agua Potable - FiladelfiaAngel Febrero CanaviriAún no hay calificaciones
- Inssel Ingeniería-Triptico 2021 Rev02Documento11 páginasInssel Ingeniería-Triptico 2021 Rev02julioAún no hay calificaciones
- Cómputos Casa ComunalDocumento35 páginasCómputos Casa ComunalBreyner ChaconAún no hay calificaciones
- Flyer EWB SinaxDocumento3 páginasFlyer EWB SinaxAlberto R. CastroAún no hay calificaciones
- 007 Termino de Referencia - #1166 Servicio de Ensatos de Control de CalidadDocumento2 páginas007 Termino de Referencia - #1166 Servicio de Ensatos de Control de CalidadDiego FloresAún no hay calificaciones
- 1.4 Propiedades Que Se Descubren A Partir Del Ensayo de TensiónDocumento7 páginas1.4 Propiedades Que Se Descubren A Partir Del Ensayo de TensiónMarco MenesesAún no hay calificaciones
- Kallancas en Cusco - Grupo 5Documento6 páginasKallancas en Cusco - Grupo 5Alessandra ArredondoAún no hay calificaciones