También podría gustarte
- Resumen de Managing the Design Factory de Donald G. ReinertsenDe EverandResumen de Managing the Design Factory de Donald G. ReinertsenAún no hay calificaciones
- Mejora de métodos y tiempos de fabricaciónDe EverandMejora de métodos y tiempos de fabricaciónCalificación: 5 de 5 estrellas5/5 (2)
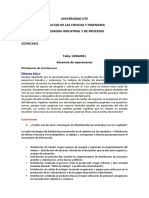
- Taller Generalidades DeiverDocumento6 páginasTaller Generalidades DeiverDeiver MenesesAún no hay calificaciones
- 2 Trab Adm Prod 1 Vero CruzDocumento6 páginas2 Trab Adm Prod 1 Vero CruzJOSÉ CruzAún no hay calificaciones
- TIM2 - Distribucion en PlantaDocumento6 páginasTIM2 - Distribucion en PlantajorgeAún no hay calificaciones
- 3 Diseño de ProcesoDocumento26 páginas3 Diseño de ProcesomarcelopujolrnAún no hay calificaciones
- Presentación de Sesión 03 - Estrategia de LayoutDocumento23 páginasPresentación de Sesión 03 - Estrategia de LayoutFernando MendozaAún no hay calificaciones
- Capacitaciones Nº3 Tipos de Organización Físicas de InstalacionesDocumento35 páginasCapacitaciones Nº3 Tipos de Organización Físicas de InstalacionesLudovikAún no hay calificaciones
- Estrategias de Distribucion de InstalacionesDocumento29 páginasEstrategias de Distribucion de InstalacionesKA RIAún no hay calificaciones
- 09 Estrategiasdelayout 150105173114 Conversion Gate01Documento71 páginas09 Estrategiasdelayout 150105173114 Conversion Gate01N3ko GarciaAún no hay calificaciones
- Estrategia de Localizacion y de DistribucionDocumento16 páginasEstrategia de Localizacion y de DistribucionNatalia Ramírez GrajalesAún no hay calificaciones
- Localización de La PlantaDocumento53 páginasLocalización de La PlantaMauricio RuizAún no hay calificaciones
- Actividad #1 Tipos de Distribución de Planta Adán Esamuel Beltrán Valdivia Métodos de Trabajo Fecha de Entrega: 25 de Abril de 2023Documento12 páginasActividad #1 Tipos de Distribución de Planta Adán Esamuel Beltrán Valdivia Métodos de Trabajo Fecha de Entrega: 25 de Abril de 2023Beltran Valdivia Adan EsamuelAún no hay calificaciones
- Taller 22062022 Go HaroldDocumento6 páginasTaller 22062022 Go HaroldHarold BarrosAún no hay calificaciones
- Clase 9a Distribucion Fisica Oficinas Pasillos PDFDocumento42 páginasClase 9a Distribucion Fisica Oficinas Pasillos PDFkarina liset gil escobarAún no hay calificaciones
- Romero Cesar Act2Documento7 páginasRomero Cesar Act2Cesar Alonso Romero UscangaAún no hay calificaciones
- G1-ExpoGestión DDocumento23 páginasG1-ExpoGestión DCATHY KEIDY CHUYO CARRERAAún no hay calificaciones
- Estrategias de Los Subsistemas de Operacion 2Documento19 páginasEstrategias de Los Subsistemas de Operacion 2saira garcia100% (1)
- Tema 9Documento5 páginasTema 9Rafael BarriosAún no hay calificaciones
- OrganizaciónDocumento31 páginasOrganizaciónGar0793100% (6)
- Tarea Teorica - Estrategia de LayoutDocumento14 páginasTarea Teorica - Estrategia de LayoutCRISTINA VALERIA CALDERON ZUMAETAAún no hay calificaciones
- Departamentalizacion 131119133405 Phpapp02Documento26 páginasDepartamentalizacion 131119133405 Phpapp02Christian Jimenez JimenezAún no hay calificaciones
- OrganizacionDocumento29 páginasOrganizacionjocanitomy100% (2)
- Ses.09 PROCESOSDocumento36 páginasSes.09 PROCESOSAlexandraVillaQuispeAún no hay calificaciones
- Distribución de PlantaDocumento39 páginasDistribución de PlantaDANTE QUIJOTEAún no hay calificaciones
- Taller DistribucionDocumento6 páginasTaller DistribucionJuan gonzalo pinoAún no hay calificaciones
- Unidad 1 - Introduccion A La Gestion de OperacionesDocumento26 páginasUnidad 1 - Introduccion A La Gestion de OperacionesTomás Saavedra CarabantesAún no hay calificaciones
- P2 Zamora YoselinDocumento19 páginasP2 Zamora YoselinYoselin ZamoraAún no hay calificaciones
- Distribucion de Las Instalaciones.Documento26 páginasDistribucion de Las Instalaciones.ErickCarranzaAún no hay calificaciones
- Gestion Operaciones 4Documento22 páginasGestion Operaciones 4Ivan PradaAún no hay calificaciones
- Estrategia de Distribución FísicaDocumento14 páginasEstrategia de Distribución FísicaMaddie Solano100% (1)
- Preguntas Estudio Del TrabajoDocumento5 páginasPreguntas Estudio Del TrabajoJosueAún no hay calificaciones
- Vladimir - Vasquez - Tarea 7Documento14 páginasVladimir - Vasquez - Tarea 7boris velastegui sanchezAún no hay calificaciones
- PA113B Grupo 6 Sinergia Taller 4Documento47 páginasPA113B Grupo 6 Sinergia Taller 4FRAún no hay calificaciones
- Presentación Módulo 1Documento53 páginasPresentación Módulo 1DAYSI ABIGAIL CHAMBI NEYRAAún no hay calificaciones
- Distribucion de Planta IndustrialDocumento8 páginasDistribucion de Planta IndustrialLaura Guzman CubaAún no hay calificaciones
- Esquemas DODocumento13 páginasEsquemas DOAna Sanchez JimenezAún no hay calificaciones
- Sesión S01 - LAS DECISIONES DE OPERACIONES Y EL SISTEMA PRODUCTIVODocumento46 páginasSesión S01 - LAS DECISIONES DE OPERACIONES Y EL SISTEMA PRODUCTIVOMarcia DanielaAún no hay calificaciones
- GOP I Unidad 4Documento71 páginasGOP I Unidad 4NICOLAS FERNANDO MUNOZ MUNOZAún no hay calificaciones
- Layout GestiónDocumento3 páginasLayout GestiónvalenAún no hay calificaciones
- TR1 Operaciones de AlmacenDocumento8 páginasTR1 Operaciones de Almacengarategraciela73Aún no hay calificaciones
- Actividad N1Documento7 páginasActividad N1MIGUEL ANGEL HOYOS SANTOSAún no hay calificaciones
- CLase 1 Dip 115Documento35 páginasCLase 1 Dip 115Marilyn Steffanie Calderón LópezAún no hay calificaciones
- Actividad 5 P.PDocumento4 páginasActividad 5 P.Pmaciel lopezAún no hay calificaciones
- Elevoracion de Ante Proyecto PDFDocumento14 páginasElevoracion de Ante Proyecto PDFSofia AriasAún no hay calificaciones
- Las 10 Decisiones Estratégicas en Administración de OperacionesDocumento20 páginasLas 10 Decisiones Estratégicas en Administración de OperacionesIvan PradaAún no hay calificaciones
- 1 Introduccion A Dirección de OperacionesDocumento24 páginas1 Introduccion A Dirección de OperacionesmarcelopujolrnAún no hay calificaciones
- Entregable de Operaciones de AlmacenDocumento9 páginasEntregable de Operaciones de AlmacenLUCEROAún no hay calificaciones
- Entregable 1 de Admiinistracion de Operaciones LLDocumento9 páginasEntregable 1 de Admiinistracion de Operaciones LLtefiherreralucasAún no hay calificaciones
- Tarea 6 Distribución Física de Las InstalacionesDocumento5 páginasTarea 6 Distribución Física de Las Instalacioneseddy nunezAún no hay calificaciones
- Estrategia de Distribución de PlantaDocumento40 páginasEstrategia de Distribución de PlantaAndrea ArandaAún no hay calificaciones
- Naey 202 FormatoalumnotrabajofinalDocumento7 páginasNaey 202 FormatoalumnotrabajofinalJhamileth TorresAún no hay calificaciones
- Tema 6. La Distribución en Planta en PDFDocumento20 páginasTema 6. La Distribución en Planta en PDFLorenzo MonroyAún no hay calificaciones
- Capitulo 6. Estrategia de Distribución de InstalacionesDocumento24 páginasCapitulo 6. Estrategia de Distribución de Instalacionesandyedu09.as.as.asAún no hay calificaciones
- Criterios de Distribucion de Planta: Tema Según SILABUSDocumento20 páginasCriterios de Distribucion de Planta: Tema Según SILABUSRuben's Dalton Huaman CarranzaAún no hay calificaciones
- UPN-GEO - WA-sem-1Documento38 páginasUPN-GEO - WA-sem-1Aidan BacaAún no hay calificaciones
- Tipos de Distribucion de PlantasDocumento3 páginasTipos de Distribucion de PlantasLucero SotoAún no hay calificaciones
- Estrategias de Distribución de Instalaciones.Documento10 páginasEstrategias de Distribución de Instalaciones.Aleyda AriasAún no hay calificaciones
- s03.s1 - Disposicion de Planta (57668) - 2023-I - UtpDocumento72 páginass03.s1 - Disposicion de Planta (57668) - 2023-I - UtpJuan CarlosAún no hay calificaciones
- Stock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaDe EverandStock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaCalificación: 4 de 5 estrellas4/5 (3)
- Casos de Derecho MercantilDocumento2 páginasCasos de Derecho MercantilLOURDES ELIZABETH CASTRO RILEYAún no hay calificaciones
- Plan de Auditoria Marcimex 2021 Por ModiffDocumento8 páginasPlan de Auditoria Marcimex 2021 Por ModiffFiorella Ticlia VasquezAún no hay calificaciones
- FRM-LOG-001 Rev.2 Formato de ScrapDocumento1 páginaFRM-LOG-001 Rev.2 Formato de ScrapCinthia GamboaAún no hay calificaciones
- Actividad Contextualizacion MicroDocumento4 páginasActividad Contextualizacion MicroKaren Lizeth OspinaAún no hay calificaciones
- Actividad Balance General Proyectado - Fernanda HerreraDocumento3 páginasActividad Balance General Proyectado - Fernanda HerreraFernanda HerreraAún no hay calificaciones
- Flujograma NIA 706Documento4 páginasFlujograma NIA 706Royer OvalleAún no hay calificaciones
- 10 FodaDocumento3 páginas10 FodaDiana Garrido100% (1)
- Síntesis de Aprendizaje VLDocumento19 páginasSíntesis de Aprendizaje VLFernanda isadora Lara GomezAún no hay calificaciones
- Organizador VisualDocumento4 páginasOrganizador VisualMorales Mendoza KenyoAún no hay calificaciones
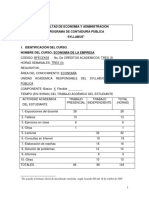
- Economía de La EmpresaDocumento10 páginasEconomía de La EmpresaLaura CastañedaAún no hay calificaciones
- Eje 3 Gerencia Estrategica - Esp-AgDocumento15 páginasEje 3 Gerencia Estrategica - Esp-AgVanessa Melgarejo50% (2)
- Plantamiento de La Idea de Negocio CASA DE EVENTOS GARAY - Contaduría PIDocumento6 páginasPlantamiento de La Idea de Negocio CASA DE EVENTOS GARAY - Contaduría PIBRANDON GARAYAún no hay calificaciones
- Icafal Tempo Ines Brochure FinalDocumento12 páginasIcafal Tempo Ines Brochure FinalDivinurum ProgerAún no hay calificaciones
- Tesis Expo SofDocumento133 páginasTesis Expo SofAs Ru4Aún no hay calificaciones
- Robinson Ferney Duran CR 11 7B-3 Simit Í-Bolívar 13744 - 13Documento2 páginasRobinson Ferney Duran CR 11 7B-3 Simit Í-Bolívar 13744 - 13ROBINSON FERNEYAún no hay calificaciones
- Caso 02 - 2020-I - Clases PDFDocumento1 páginaCaso 02 - 2020-I - Clases PDFJuan Carlos HsedanoAún no hay calificaciones
- Acta Capacitacion VenopuncionDocumento7 páginasActa Capacitacion VenopuncionEdgar Humberto Angel MillanAún no hay calificaciones
- B.caso Hipotetico FOMTEXdocxDocumento5 páginasB.caso Hipotetico FOMTEXdocxEdgar Armando Ixcot LópezAún no hay calificaciones
- ENTREGA 1 GERENCIA FINANCIERA Doc1Documento10 páginasENTREGA 1 GERENCIA FINANCIERA Doc1Aleja Areiza100% (1)
- Comercialización I - APUNTES 2012Documento107 páginasComercialización I - APUNTES 2012JosuéCavalheiroSchipperAún no hay calificaciones
- Cómo Saber Cuanto Cobrar Por Un Logo o LogotipoDocumento4 páginasCómo Saber Cuanto Cobrar Por Un Logo o LogotipoLeo RodriguezAún no hay calificaciones
- Artículo Acuerdos de Accionistas ColDocumento31 páginasArtículo Acuerdos de Accionistas ColIvonne TorrellasAún no hay calificaciones
- Concepto de MarcaDocumento2 páginasConcepto de MarcaLuis TzinaAún no hay calificaciones
- Actividad 2 - Proyecto de TrazabilidadDocumento5 páginasActividad 2 - Proyecto de TrazabilidadMaria Trochi100% (1)
- Netflix MKT DirectoDocumento18 páginasNetflix MKT DirectoBladimir QuispeAún no hay calificaciones
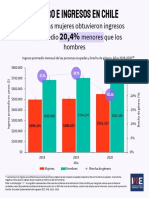
- Infografía de Género e Ingresos Encuesta Suplementaria de Ingresos 2020Documento4 páginasInfografía de Género e Ingresos Encuesta Suplementaria de Ingresos 2020Su Farías-VillanuevaAún no hay calificaciones
- M2 U1 ActividadesDocumento16 páginasM2 U1 ActividadesEsgüin Diego0% (1)
- Plan Estratégico de CapacitaciónDocumento25 páginasPlan Estratégico de CapacitaciónLuis Di Nucci100% (24)
- Agentes y Métricas en MediosDocumento13 páginasAgentes y Métricas en MediosGermanAún no hay calificaciones
- Guia Rapida para Entender El RoiDocumento14 páginasGuia Rapida para Entender El RoiStranger BeatzAún no hay calificaciones