También podría gustarte
- Máquinas CNC: definición, funcionamiento y aplicacionesDocumento6 páginasMáquinas CNC: definición, funcionamiento y aplicacionesRa CaAún no hay calificaciones
- Control Numérico Computarizado e Impresora 3dDocumento14 páginasControl Numérico Computarizado e Impresora 3dAndres PatiñoAún no hay calificaciones
- Informe de La Utilizacion Del Torno GSK980TDbDocumento23 páginasInforme de La Utilizacion Del Torno GSK980TDbDreg Ro100% (4)
- Máquina CNCDocumento7 páginasMáquina CNCFernando Javier FrancoAún no hay calificaciones
- Torno CNCDocumento12 páginasTorno CNCAndres LozanoAún no hay calificaciones
- Control Numero Computarizado (CNC)Documento4 páginasControl Numero Computarizado (CNC)santiago100% (1)
- Manual Parte 1Documento78 páginasManual Parte 1Anonymous UkE9I0uh63% (8)
- INTRODUCCIÓN Torno CNCDocumento8 páginasINTRODUCCIÓN Torno CNCClara DiazAún no hay calificaciones
- Maquinado CNCDocumento10 páginasMaquinado CNCSamaí PachecoAún no hay calificaciones
- CAD/CAMDocumento19 páginasCAD/CAMJessAún no hay calificaciones
- Fresadora CNCDocumento17 páginasFresadora CNCIan Gómez QuinteroAún no hay calificaciones
- Características y Tipos de Sistemas CNCDocumento7 páginasCaracterísticas y Tipos de Sistemas CNCNelly ChaconAún no hay calificaciones
- Tu Propio Router CNCDocumento140 páginasTu Propio Router CNCNCARRILLO8167% (6)
- Maquinas Herramientas CNCDocumento17 páginasMaquinas Herramientas CNCdavidAún no hay calificaciones
- Introducción Al Control Numérico ComputarizadoDocumento47 páginasIntroducción Al Control Numérico ComputarizadohugosaldanoAún no hay calificaciones
- Control Numerico ComputarizadoDocumento18 páginasControl Numerico ComputarizadoginnebraAún no hay calificaciones
- Desarrollo de La Unidad 4Documento17 páginasDesarrollo de La Unidad 4Rosalinda Barrios de la cruzAún no hay calificaciones
- Unidad 3Documento30 páginasUnidad 3Jose De La O Ulin100% (1)
- Ensayo CNCDocumento15 páginasEnsayo CNCSally Ortega100% (2)
- CNCDocumento5 páginasCNCjhimbo12Aún no hay calificaciones
- Cuadernillo de Practicas de Centros de MaquinadoDocumento75 páginasCuadernillo de Practicas de Centros de MaquinadoJacob100% (1)
- UNIDAD 2 Programación y Operación CNCDocumento45 páginasUNIDAD 2 Programación y Operación CNCEdgar Gonzalez Reyes0% (1)
- Articulo CNCDocumento24 páginasArticulo CNCJohn FAún no hay calificaciones
- Fresadora CNCDocumento12 páginasFresadora CNCEdgar RamirezAún no hay calificaciones
- CNC controla movimientos fabricaciónDocumento7 páginasCNC controla movimientos fabricaciónEsk SosaAún no hay calificaciones
- Procesos de FabricacionDocumento8 páginasProcesos de FabricacionJesus E. FajardoAún no hay calificaciones
- Curso de Maquinas CNC Capitulo 1Documento33 páginasCurso de Maquinas CNC Capitulo 1Carlos Fredy EcheverríaAún no hay calificaciones
- Informe CNC EPNDocumento9 páginasInforme CNC EPNAlex NuñezAún no hay calificaciones
- Tecnologia CNCDocumento7 páginasTecnologia CNCAlbert Master GarfiasAún no hay calificaciones
- Practica #2 TornoDocumento43 páginasPractica #2 TornoEdisson Escobar0% (1)
- CNC y CodigosDocumento10 páginasCNC y CodigosJose CurielAún no hay calificaciones
- Informe Torno CNCDocumento9 páginasInforme Torno CNCMckChambiAún no hay calificaciones
- Introducción A La Tecnología CNCDocumento8 páginasIntroducción A La Tecnología CNCJuan Pablo PujotaAún no hay calificaciones
- Historia Torno y Fresadora CNCDocumento3 páginasHistoria Torno y Fresadora CNCgmbAún no hay calificaciones
- Examen Final Lab CNCDocumento213 páginasExamen Final Lab CNCGarbel LemusAún no hay calificaciones
- CNCDocumento7 páginasCNCjhimbo12Aún no hay calificaciones
- TORNEO CNC PRÁCTICADocumento14 páginasTORNEO CNC PRÁCTICALadhy Guadalupe Feliciano FuentesAún no hay calificaciones
- Introducción CNCDocumento5 páginasIntroducción CNCSebastian Rivera LazoAún no hay calificaciones
- Control NuméricoDocumento28 páginasControl NuméricoPOLLO12394% (17)
- Fabrica Tu Propio Router CNC PDFDocumento140 páginasFabrica Tu Propio Router CNC PDFJulian Tabares100% (1)
- Mantenimiento de tornos CNCDocumento23 páginasMantenimiento de tornos CNCWilliam Andres Urrego MurilloAún no hay calificaciones
- Instituto Tecnológico de Apizaco: Arturo Castillo Baéz Ing. Mecatrónica Investigación CNC para Manufactura AvanzadaDocumento7 páginasInstituto Tecnológico de Apizaco: Arturo Castillo Baéz Ing. Mecatrónica Investigación CNC para Manufactura AvanzadaArturo CastilloAún no hay calificaciones
- Control Numerico ComputarizadoDocumento36 páginasControl Numerico ComputarizadoErwiin SuarezAún no hay calificaciones
- Torno de CNC, Tipos y Códigos.Documento8 páginasTorno de CNC, Tipos y Códigos.Miguel De ArcadiaAún no hay calificaciones
- Reporte MaquinadoDocumento21 páginasReporte MaquinadoFrancisco Antonio Espino MoralesAún no hay calificaciones
- Guias de ProcesosDocumento30 páginasGuias de ProcesosCristhiam Jose Flores ZavalaAún no hay calificaciones
- CNC MDocumento6 páginasCNC MAdriano1285Aún no hay calificaciones
- Programacion CNC Manual y AsistidaDocumento5 páginasProgramacion CNC Manual y AsistidaRoxana ArenasJuarezAún no hay calificaciones
- UNIDAD 1 Fundamentos Básicos e Introducción Al CNCDocumento38 páginasUNIDAD 1 Fundamentos Básicos e Introducción Al CNCNassim asenAún no hay calificaciones
- El Torno de Control NuméricoDocumento39 páginasEl Torno de Control NuméricoReyes ElenaAún no hay calificaciones
- Torno CNC: Control Numérico y Mecanizado de PiezasDocumento16 páginasTorno CNC: Control Numérico y Mecanizado de PiezasJubert Angelo Ramos ParedesAún no hay calificaciones
- Técnicas de Control NumericoDocumento9 páginasTécnicas de Control NumericoCristina Soto Canto0% (1)
- Dse 5300Documento8 páginasDse 5300Juan Manuel LaraAún no hay calificaciones
- Máquinas CNCDocumento3 páginasMáquinas CNCClara Daniela Cecilia SantoAún no hay calificaciones
- Codigos Y Lenguajes CNCDocumento4 páginasCodigos Y Lenguajes CNCRuth Rosas SalasAún no hay calificaciones
- Sistemas CAD - CAMDocumento42 páginasSistemas CAD - CAMSugar159Aún no hay calificaciones
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109De EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Aún no hay calificaciones
- Control de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalDe EverandControl de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalCalificación: 5 de 5 estrellas5/5 (4)
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209De EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Aún no hay calificaciones
- Elaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109De EverandElaboración de programas de cnc para la fabricación de piezas por arranque de viruta. FMEH0109Calificación: 3.5 de 5 estrellas3.5/5 (2)
- Grafcet Ejercicio - 2Documento2 páginasGrafcet Ejercicio - 2Chris SeguraAún no hay calificaciones
- Consulta Produccion 2Documento22 páginasConsulta Produccion 2Chris SeguraAún no hay calificaciones
- Consulta Produccion 4Documento24 páginasConsulta Produccion 4Chris SeguraAún no hay calificaciones
- CSegura 1Documento5 páginasCSegura 1Chris SeguraAún no hay calificaciones
- Prueba 2b Aragon y SeguraDocumento4 páginasPrueba 2b Aragon y SeguraChris SeguraAún no hay calificaciones
- Consult A Pro Ducci On 3Documento28 páginasConsult A Pro Ducci On 3Chris SeguraAún no hay calificaciones
- Consult A Pro Ducci On 3Documento28 páginasConsult A Pro Ducci On 3Chris SeguraAún no hay calificaciones
- Informe ElectricidadDocumento7 páginasInforme ElectricidadChris SeguraAún no hay calificaciones
- Resolución Actividad II-5Documento8 páginasResolución Actividad II-5Chris SeguraAún no hay calificaciones
- Historia Informe de La Revolucion NeoliticaDocumento3 páginasHistoria Informe de La Revolucion NeoliticaChris SeguraAún no hay calificaciones
- Informe de CAMCNCDocumento13 páginasInforme de CAMCNCChris SeguraAún no hay calificaciones
- Consulta Produccion 2Documento22 páginasConsulta Produccion 2Chris SeguraAún no hay calificaciones
- Conclusion EsDocumento1 páginaConclusion EsChris SeguraAún no hay calificaciones
- Unidad Educativa Sagrados CorazonesDocumento2 páginasUnidad Educativa Sagrados CorazonesChris SeguraAún no hay calificaciones
- Formulario Ingeniería Económica Capítulo1 Capítulo4Documento1 páginaFormulario Ingeniería Económica Capítulo1 Capítulo4Chris SeguraAún no hay calificaciones
- Robot Puma 560 Parámetros DinámicosDocumento1 páginaRobot Puma 560 Parámetros DinámicosChris SeguraAún no hay calificaciones
- Informe #1 Ii Bimestre Pumisacho GisselaDocumento11 páginasInforme #1 Ii Bimestre Pumisacho GisselaChris SeguraAún no hay calificaciones
- Formulario Ingeniería Económica Capítulo1 Capítulo4Documento1 páginaFormulario Ingeniería Económica Capítulo1 Capítulo4Chris SeguraAún no hay calificaciones
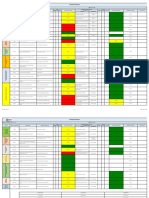
- Matriz de RiesgosDocumento2 páginasMatriz de RiesgosChris SeguraAún no hay calificaciones
- Informe proyecto BIM con datos operaciones máquina herramientaDocumento2 páginasInforme proyecto BIM con datos operaciones máquina herramientaChris SeguraAún no hay calificaciones
- Actividad II-1 - Ejercicio EnsuciamientoDocumento2 páginasActividad II-1 - Ejercicio EnsuciamientoChris SeguraAún no hay calificaciones
- Escuela Politecnica NacionalDocumento2 páginasEscuela Politecnica NacionalChris SeguraAún no hay calificaciones
- CSegura 1Documento5 páginasCSegura 1Chris SeguraAún no hay calificaciones
- Clase 1 2 IntroducciónDocumento38 páginasClase 1 2 IntroducciónstevenAún no hay calificaciones
- Datos Obtenidos de La Planta de LecheDocumento1 páginaDatos Obtenidos de La Planta de LecheChris SeguraAún no hay calificaciones
- Clase 17-Diagramas de Fase Fe-Fe3CDocumento29 páginasClase 17-Diagramas de Fase Fe-Fe3CChris SeguraAún no hay calificaciones
- Mapa de ProcesosDocumento1 páginaMapa de ProcesosChris SeguraAún no hay calificaciones
- Resultados de velocidad en Autocad con ecuaciones cinemáticasDocumento2 páginasResultados de velocidad en Autocad con ecuaciones cinemáticasChris SeguraAún no hay calificaciones
- Tranfer 1Documento3 páginasTranfer 1Chris SeguraAún no hay calificaciones
- Estevez Jairo Prueba 1 2do Bimestre Ejercicio 1Documento2 páginasEstevez Jairo Prueba 1 2do Bimestre Ejercicio 1Chris SeguraAún no hay calificaciones
- 25 - Felisberto HernándezDocumento16 páginas25 - Felisberto HernándezPablo Daniel SalinasAún no hay calificaciones
- Indices de Refracción NegativaDocumento2 páginasIndices de Refracción NegativaNicolas Adrian MaximilianoAún no hay calificaciones
- Evolucion de Programas de CapciytaciomDocumento5 páginasEvolucion de Programas de Capciytaciomviviana castro100% (1)
- Guía negociación reconocimientoDocumento14 páginasGuía negociación reconocimientolucero carvajal parraAún no hay calificaciones
- Distancia Acarreo EconomicoDocumento7 páginasDistancia Acarreo EconomiconinoAún no hay calificaciones
- 04 Organiza TrabajoDocumento5 páginas04 Organiza TrabajoManuel AmpiéAún no hay calificaciones
- Informe de Cierre - OpenbravoDocumento29 páginasInforme de Cierre - OpenbravoMarco Tulio AstudilloAún no hay calificaciones
- Reconocimiento y Valoración de La DiversidadDocumento10 páginasReconocimiento y Valoración de La DiversidadRaúl PérezAún no hay calificaciones
- Tesis EL PDFDocumento120 páginasTesis EL PDFYaye RodriguezAún no hay calificaciones
- Programa de Gobierno Eduardo FreiDocumento141 páginasPrograma de Gobierno Eduardo Freile_guayre100% (1)
- Saltos de AguaDocumento66 páginasSaltos de AguaClaudia Beyzeth VazalloAún no hay calificaciones
- Cuestionario Sexto TrimestreDocumento24 páginasCuestionario Sexto TrimestreNEIVER JESUS PORTILLO BURBANOAún no hay calificaciones
- ALISTAMIENTODocumento4 páginasALISTAMIENTODalila FernándezAún no hay calificaciones
- Ficha Snip 3 Pavletich 2016 - 2Documento17 páginasFicha Snip 3 Pavletich 2016 - 2InaSimonGonzalesAún no hay calificaciones
- Identificación de La Guia de Aprenizaje: Proceso de Gestión de Formación Profesional Integral Formato Guía de AprendizajeDocumento20 páginasIdentificación de La Guia de Aprenizaje: Proceso de Gestión de Formación Profesional Integral Formato Guía de AprendizajeSERGIO DANIEL CASAS REINAAún no hay calificaciones
- Evaluación FinancieraDocumento16 páginasEvaluación FinancieraJoel JaramilloAún no hay calificaciones
- Manual Del Estudiante ClarolineDocumento12 páginasManual Del Estudiante ClarolineLuisAún no hay calificaciones
- Capitulo I, II, III Carlos OrozcoDocumento30 páginasCapitulo I, II, III Carlos OrozcoCarlos OrozcoAún no hay calificaciones
- Matriz de Riesgos EXCAVACIÓNDocumento92 páginasMatriz de Riesgos EXCAVACIÓNClaudio Herrera CAún no hay calificaciones
- DGA Objetivo 4Documento1 páginaDGA Objetivo 4Ronald Victor Galarza HermitañoAún no hay calificaciones
- BIENESTAR-DIMENSIONESDocumento15 páginasBIENESTAR-DIMENSIONESdayafloAún no hay calificaciones
- Ana Rita Cano Bitácora-Mas ComunitarioDocumento41 páginasAna Rita Cano Bitácora-Mas ComunitarioLeiidy Gomez100% (3)
- Diseño Lógico de La Base de DatosDocumento17 páginasDiseño Lógico de La Base de DatosjulianAún no hay calificaciones
- Tiristores: características, parámetros y aplicacionesDocumento3 páginasTiristores: características, parámetros y aplicacionesRaul Gutiérrez Soto50% (2)
- Serigrafía - Antecedentes - Históricos PDFDocumento8 páginasSerigrafía - Antecedentes - Históricos PDFJesus Reinaldo Aguilar BertolaAún no hay calificaciones
- Proyecto MaterialesDocumento9 páginasProyecto MaterialesCASTILLO SARMIENTO MATEO JOSUEAún no hay calificaciones
- Tuberías en paralelo: Cálculo de caudales y pérdidas de cargaDocumento14 páginasTuberías en paralelo: Cálculo de caudales y pérdidas de cargaSebastian Martinez Garcia0% (1)
- 1 - TCs y TPsDocumento28 páginas1 - TCs y TPsJulio A. Ortiz Mendoza100% (1)
- 1° Ciencias Sociales huertas San MartínDocumento10 páginas1° Ciencias Sociales huertas San MartínSabri SanchezAún no hay calificaciones
- s15 Sec 2 Guia Matematica Dia 3 4Documento6 páginass15 Sec 2 Guia Matematica Dia 3 4Zinthia Rosal Calderon MontoyaAún no hay calificaciones