También podría gustarte
- Simulación de sistemas discretos: Un enfoque industrialDe EverandSimulación de sistemas discretos: Un enfoque industrialCalificación: 4 de 5 estrellas4/5 (1)
- Info MecanizadoDocumento9 páginasInfo MecanizadoViny GavilanesAún no hay calificaciones
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109De EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109Aún no hay calificaciones
- Diario de Clase - 13Documento4 páginasDiario de Clase - 13Allison GarcíaAún no hay calificaciones
- Lab MetrologiaDocumento24 páginasLab MetrologiaGreg Javier SaavedraAún no hay calificaciones
- Curva de CalibracionDocumento4 páginasCurva de CalibracionAbraham MorenoAún no hay calificaciones
- S06.s1 - Herramientas de Recopilación y Análisis de ProcesosDocumento32 páginasS06.s1 - Herramientas de Recopilación y Análisis de ProcesosKevin Pare100% (1)
- MICRÓMETRO: MEDICIÓN DE PIEZAS MECÁNICASDocumento9 páginasMICRÓMETRO: MEDICIÓN DE PIEZAS MECÁNICASLUIS FERNANDO NAVARRETE VELASCOAún no hay calificaciones
- Informe Metrologia DimensionalDocumento9 páginasInforme Metrologia DimensionalJavier oAún no hay calificaciones
- Uso Pie de ReyDocumento13 páginasUso Pie de ReyMario De JesúsAún no hay calificaciones
- Informe 7 PDFDocumento9 páginasInforme 7 PDFRuben Dario Aguas SchoonewolfAún no hay calificaciones
- Bitácora - Lab. MecánicaDocumento91 páginasBitácora - Lab. MecánicaDiego Guzmán VillanuevaAún no hay calificaciones
- Laboratorio 1 - CalibraciónDocumento14 páginasLaboratorio 1 - CalibraciónYira FernándezAún no hay calificaciones
- METODOLOGIA Ultimo InformeDocumento8 páginasMETODOLOGIA Ultimo Informechelomar246810Aún no hay calificaciones
- Informe Pentracion Dinamica Con El Cono (DCP)Documento12 páginasInforme Pentracion Dinamica Con El Cono (DCP)Dnnis AriasAún no hay calificaciones
- Práctica 2Documento14 páginasPráctica 2José PedrazaAún no hay calificaciones
- Guias de Laboratorio 3.2 de FCE PDFDocumento4 páginasGuias de Laboratorio 3.2 de FCE PDFMartin BravoAún no hay calificaciones
- Practica 4. Minimos CuadradosDocumento7 páginasPractica 4. Minimos CuadradosMiguel Angel SandovalAún no hay calificaciones
- Calidad de Las Mediciones PDFDocumento27 páginasCalidad de Las Mediciones PDFOMAR BENITEZAún no hay calificaciones
- Caso Costos de No Calidad No ResueltoDocumento34 páginasCaso Costos de No Calidad No ResueltoHAROLD DANIEL AYBAR HUAMANAún no hay calificaciones
- Guía 4 Luis NavarreteDocumento9 páginasGuía 4 Luis NavarreteLUIS FERNANDO NAVARRETE VELASCOAún no hay calificaciones
- Modelo de Informe 3 - CigueñalDocumento6 páginasModelo de Informe 3 - CigueñalBraulio Olivares VargasAún no hay calificaciones
- Informe de TraccionDocumento11 páginasInforme de TraccionJerick MinayaAún no hay calificaciones
- Laboratorio de Mecanica de SolidosDocumento7 páginasLaboratorio de Mecanica de Solidosdiana luzAún no hay calificaciones
- LabProceso2 - Metrología DimensionalDocumento6 páginasLabProceso2 - Metrología DimensionalJuan Sebastián Sánchez ContrerasAún no hay calificaciones
- Actividad 1Documento8 páginasActividad 1Diego GonzalezAún no hay calificaciones
- Calidad de mediciones R&RDocumento24 páginasCalidad de mediciones R&RpedroantonionavaAún no hay calificaciones
- Laboratorio #8 - Triaxial UU - Compresión Inconfinada PDFDocumento16 páginasLaboratorio #8 - Triaxial UU - Compresión Inconfinada PDFcamiloAún no hay calificaciones
- Yonatan Camilo Cruz Taller Reloj ComparadorDocumento9 páginasYonatan Camilo Cruz Taller Reloj ComparadorYONATAN CAMILO CRUZ CISNEROSAún no hay calificaciones
- Calibración de vernier digital mediante comparación directaDocumento5 páginasCalibración de vernier digital mediante comparación directaKelly PAún no hay calificaciones
- Metrología: Conceptos básicos de mediciónDocumento13 páginasMetrología: Conceptos básicos de mediciónEduardoAún no hay calificaciones
- Orificio de Pared DelgadaDocumento11 páginasOrificio de Pared DelgadagermanAún no hay calificaciones
- Calidad de Las MedicionesDocumento26 páginasCalidad de Las MedicionesRoberto Alejandro CordovaAún no hay calificaciones
- Producción de tornillosDocumento17 páginasProducción de tornillosMULTISERVICIOS ESTELAAún no hay calificaciones
- Análisis GranulométricoDocumento22 páginasAnálisis GranulométricoMaria Fernanda Alcantara AlcaAún no hay calificaciones
- Ejercicios Del Capítulo 4Documento8 páginasEjercicios Del Capítulo 4Almun Díaz Juárez0% (3)
- Estadistica 1Documento6 páginasEstadistica 1Marlon Mejía GuerreroAún no hay calificaciones
- A10 GoyenecheRMA PL1 Piederey 220922 0830Documento9 páginasA10 GoyenecheRMA PL1 Piederey 220922 0830Marlyn GoyenecheAún no hay calificaciones
- Hoja Cálculo de MallaDocumento35 páginasHoja Cálculo de MallanachomierdaAún no hay calificaciones
- Examenes Finales EC 511HDocumento4 páginasExamenes Finales EC 511HLeonardo Bazan VasquezAún no hay calificaciones
- Informe N°3 - RugosidadDocumento14 páginasInforme N°3 - RugosidadJoaquin MathiasAún no hay calificaciones
- Cuadernillo RAMDocumento119 páginasCuadernillo RAMing.roberthsilesAún no hay calificaciones
- Control bola y vigaDocumento8 páginasControl bola y vigaJonathan MaldonadoAún no hay calificaciones
- CNCDocumento5 páginasCNCJairo Alonso CalderonAún no hay calificaciones
- Practica 1. Mecanica de Materiales 2Documento8 páginasPractica 1. Mecanica de Materiales 2Misael coronado castroAún no hay calificaciones
- Playa ChorrillosDocumento7 páginasPlaya ChorrillosFranco Alfredo Sanchez BazalarAún no hay calificaciones
- Ejercicio 7.17Documento5 páginasEjercicio 7.17maximal25Aún no hay calificaciones
- Practica 3 - Procesos de FabricacionDocumento12 páginasPractica 3 - Procesos de FabricacionDio21Aún no hay calificaciones
- Tarea 3 Diagrama de IteracionDocumento16 páginasTarea 3 Diagrama de IteracionBrigitte BarreraAún no hay calificaciones
- Informe de Fisica 1Documento16 páginasInforme de Fisica 1Caleb ArroyoAún no hay calificaciones
- Medición de puntos sin compensación de radio de puntaDocumento4 páginasMedición de puntos sin compensación de radio de puntaTeresita de Jesús H. TeránAún no hay calificaciones
- Ta 10Documento16 páginasTa 10Diego GonzalesAún no hay calificaciones
- Clavos FinalDocumento11 páginasClavos Finaladan de jesus ruiz castilloAún no hay calificaciones
- 00 Disenos - FactorialesDocumento31 páginas00 Disenos - FactorialesRene PerezAún no hay calificaciones
- Laboratorio N1Documento17 páginasLaboratorio N1Hugo'SAún no hay calificaciones
- Laboratorio de CinematicaDocumento9 páginasLaboratorio de Cinematicajhonatan stiven pedraza moncadaAún no hay calificaciones
- Informe de Laboratorio-CompresiónDocumento16 páginasInforme de Laboratorio-CompresiónYadira RivasAún no hay calificaciones
- CSegura 1Documento5 páginasCSegura 1Chris SeguraAún no hay calificaciones
- Grafcet Ejercicio - 2Documento2 páginasGrafcet Ejercicio - 2Chris SeguraAún no hay calificaciones
- Prueba 2b Aragon y SeguraDocumento4 páginasPrueba 2b Aragon y SeguraChris SeguraAún no hay calificaciones
- Consulta Produccion 4Documento24 páginasConsulta Produccion 4Chris SeguraAún no hay calificaciones
- Consult A Pro Ducci On 3Documento28 páginasConsult A Pro Ducci On 3Chris SeguraAún no hay calificaciones
- Informe #1 Ii Bimestre Pumisacho GisselaDocumento11 páginasInforme #1 Ii Bimestre Pumisacho GisselaChris SeguraAún no hay calificaciones
- Conclusion EsDocumento1 páginaConclusion EsChris SeguraAún no hay calificaciones
- Consulta Produccion 2Documento22 páginasConsulta Produccion 2Chris SeguraAún no hay calificaciones
- Historia Informe de La Revolucion NeoliticaDocumento3 páginasHistoria Informe de La Revolucion NeoliticaChris SeguraAún no hay calificaciones
- Consult A Pro Ducci On 3Documento28 páginasConsult A Pro Ducci On 3Chris SeguraAún no hay calificaciones
- Consulta Produccion 2Documento22 páginasConsulta Produccion 2Chris SeguraAún no hay calificaciones
- Escuela Politecnica NacionalDocumento2 páginasEscuela Politecnica NacionalChris SeguraAún no hay calificaciones
- Resolución Actividad II-5Documento8 páginasResolución Actividad II-5Chris SeguraAún no hay calificaciones
- Unidad Educativa Sagrados CorazonesDocumento2 páginasUnidad Educativa Sagrados CorazonesChris SeguraAún no hay calificaciones
- Informe ElectricidadDocumento7 páginasInforme ElectricidadChris SeguraAún no hay calificaciones
- Informe proyecto BIM con datos operaciones máquina herramientaDocumento2 páginasInforme proyecto BIM con datos operaciones máquina herramientaChris SeguraAún no hay calificaciones
- Robot Puma 560 Parámetros DinámicosDocumento1 páginaRobot Puma 560 Parámetros DinámicosChris SeguraAún no hay calificaciones
- Mapa de ProcesosDocumento1 páginaMapa de ProcesosChris SeguraAún no hay calificaciones
- Actividad II-1 - Ejercicio EnsuciamientoDocumento2 páginasActividad II-1 - Ejercicio EnsuciamientoChris SeguraAún no hay calificaciones
- Formulario Ingeniería Económica Capítulo1 Capítulo4Documento1 páginaFormulario Ingeniería Económica Capítulo1 Capítulo4Chris SeguraAún no hay calificaciones
- Datos Obtenidos de La Planta de LecheDocumento1 páginaDatos Obtenidos de La Planta de LecheChris SeguraAún no hay calificaciones
- CSegura 1Documento5 páginasCSegura 1Chris SeguraAún no hay calificaciones
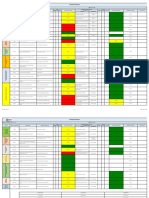
- Matriz de RiesgosDocumento2 páginasMatriz de RiesgosChris SeguraAún no hay calificaciones
- Formulario Ingeniería Económica Capítulo1 Capítulo4Documento1 páginaFormulario Ingeniería Económica Capítulo1 Capítulo4Chris SeguraAún no hay calificaciones
- Clase 17-Diagramas de Fase Fe-Fe3CDocumento29 páginasClase 17-Diagramas de Fase Fe-Fe3CChris SeguraAún no hay calificaciones
- Resultados de velocidad en Autocad con ecuaciones cinemáticasDocumento2 páginasResultados de velocidad en Autocad con ecuaciones cinemáticasChris SeguraAún no hay calificaciones
- Estevez Jairo Prueba 1 2do Bimestre Ejercicio 1Documento2 páginasEstevez Jairo Prueba 1 2do Bimestre Ejercicio 1Chris SeguraAún no hay calificaciones
- Tranfer 1Documento3 páginasTranfer 1Chris SeguraAún no hay calificaciones
- Clase 1 2 IntroducciónDocumento38 páginasClase 1 2 IntroducciónstevenAún no hay calificaciones
- Alg 4Documento6 páginasAlg 4Kevin Aldair Pacheco HuamanAún no hay calificaciones
- Métodos 2015 - Clase1 PDFDocumento25 páginasMétodos 2015 - Clase1 PDFMariana GordilloAún no hay calificaciones
- 17 Redaccion de La Seccion Resultados. Presentacion de Las Tablas Graficos y Figuras.Documento27 páginas17 Redaccion de La Seccion Resultados. Presentacion de Las Tablas Graficos y Figuras.Christian Andrew Aguilar MamaniAún no hay calificaciones
- Solorzano2003Cap5 10Documento29 páginasSolorzano2003Cap5 10Erika BalderasAún no hay calificaciones
- Características Del EnlaceDocumento84 páginasCaracterísticas Del EnlaceBrimer MorenoAún no hay calificaciones
- Matemáticas Computacionales 1Documento3 páginasMatemáticas Computacionales 1Ramon Arturo Puga ColungaAún no hay calificaciones
- Protector para Sol MSA SunShade - Ref 10098032Documento2 páginasProtector para Sol MSA SunShade - Ref 10098032Bk BerdugoAún no hay calificaciones
- Práctica de Comunicación Efectiva - Unidad IDocumento6 páginasPráctica de Comunicación Efectiva - Unidad IKEREN MOLINA CALCINAAún no hay calificaciones
- Informe TopograficoDocumento10 páginasInforme Topograficoalienes100% (1)
- Unidad 2 Fase 3 Dise o 301330 15 PDFDocumento9 páginasUnidad 2 Fase 3 Dise o 301330 15 PDFsilfredo barrios valleAún no hay calificaciones
- Tecnico Instrumentacion Control Industrial OnlineDocumento4 páginasTecnico Instrumentacion Control Industrial OnlineMiguel Diaz CostaAún no hay calificaciones
- 1380 4302 1 PBDocumento19 páginas1380 4302 1 PBJessica RodriguezAún no hay calificaciones
- CATERPILLAR C18 - PART CODE (HD 22-CYG1-Up (Engine) ) PDFDocumento1518 páginasCATERPILLAR C18 - PART CODE (HD 22-CYG1-Up (Engine) ) PDFsfsdffdsdfsdfsdfAún no hay calificaciones
- Practica 3Documento3 páginasPractica 3Salvador DelgadoAún no hay calificaciones
- Brochure CCM 2018 PrecisionDocumento16 páginasBrochure CCM 2018 PrecisionLiz Denisse Rojas OréAún no hay calificaciones
- Presupuesto de cerramiento para centro docente con costo total $46.668.924Documento2 páginasPresupuesto de cerramiento para centro docente con costo total $46.668.924walter david sánchez urzolaAún no hay calificaciones
- Scratch bucles anidadosDocumento5 páginasScratch bucles anidadosnereaAún no hay calificaciones
- Cómo hacer MRP enDocumento8 páginasCómo hacer MRP enIván Jonathan Paredes VargasAún no hay calificaciones
- Temario Curso NFPA 2019Documento2 páginasTemario Curso NFPA 2019Diego Alexander Lopez BenitesAún no hay calificaciones
- Nanotubos de CarbonoDocumento51 páginasNanotubos de CarbonoLuis Gustavo Zavaleta GarciaAún no hay calificaciones
- Tipos de Modulación PWMDocumento2 páginasTipos de Modulación PWMCristian RoblesAún no hay calificaciones
- CCNASv1.1 - Chp08 - Lab B RMT Acc VPN - Student - En.es PDFDocumento24 páginasCCNASv1.1 - Chp08 - Lab B RMT Acc VPN - Student - En.es PDFJUAN CARLOS BEDOYA MALAMBOAún no hay calificaciones
- Et Tecnologia de RedesDocumento9 páginasEt Tecnologia de RedesYorman Valera100% (1)
- Sesión de Aprendizaje Nº1-Razonamiento MatemáticoDocumento3 páginasSesión de Aprendizaje Nº1-Razonamiento MatemáticoJulissa Lisset Perez Ponce80% (5)
- Funciones ExplicitasDocumento11 páginasFunciones Explicitaskarinaixmatlahua100% (3)
- Calculo Integral SAI 12PDocumento39 páginasCalculo Integral SAI 12Pjose_96Aún no hay calificaciones
- Actividad de Arte - Día 05Documento3 páginasActividad de Arte - Día 05Francis QuevedoAún no hay calificaciones
- Los Tres Autos Del Aprendizaje. Aprendizaje Estrategico en Educacion A DistanciaDocumento10 páginasLos Tres Autos Del Aprendizaje. Aprendizaje Estrategico en Educacion A DistanciaZüBaÿda LöRettöAún no hay calificaciones
- Calidad Total - El Diagrama de Gantt y Su Vigencia. Software Gratuito RecomendadoDocumento5 páginasCalidad Total - El Diagrama de Gantt y Su Vigencia. Software Gratuito RecomendadoJaime HonigmanAún no hay calificaciones
- Instructivo de Lexmark C734DN PDFDocumento225 páginasInstructivo de Lexmark C734DN PDFcolegio_salvador_diaAún no hay calificaciones
- Excel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másDe EverandExcel para principiantes: Aprenda a utilizar Excel 2016, incluyendo una introducción a fórmulas, funciones, gráficos, cuadros, macros, modelado, informes, estadísticas, Excel Power Query y másCalificación: 2.5 de 5 estrellas2.5/5 (3)
- Clics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaDe EverandClics contra la humanidad: Libertad y resistencia en la era de la distracción tecnológicaCalificación: 4.5 de 5 estrellas4.5/5 (117)
- Influencia. La psicología de la persuasiónDe EverandInfluencia. La psicología de la persuasiónCalificación: 4.5 de 5 estrellas4.5/5 (14)
- Excel 2021 y 365 Paso a Paso: Paso a PasoDe EverandExcel 2021 y 365 Paso a Paso: Paso a PasoCalificación: 5 de 5 estrellas5/5 (12)
- LAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.De EverandLAS VELAS JAPONESAS DE UNA FORMA SENCILLA. La guía de introducción a las velas japonesas y a las estrategias de análisis técnico más eficaces.Calificación: 4.5 de 5 estrellas4.5/5 (54)
- ¿Cómo piensan las máquinas?: Inteligencia artificial para humanosDe Everand¿Cómo piensan las máquinas?: Inteligencia artificial para humanosCalificación: 5 de 5 estrellas5/5 (1)
- Machine Learning y Deep Learning: Usando Python, Scikit y KerasDe EverandMachine Learning y Deep Learning: Usando Python, Scikit y KerasAún no hay calificaciones
- EL PLAN DE NEGOCIOS DE UNA FORMA SENCILLA. La guía práctica que ayuda a poner en marcha nuevos proyectos e ideas empresariales.De EverandEL PLAN DE NEGOCIOS DE UNA FORMA SENCILLA. La guía práctica que ayuda a poner en marcha nuevos proyectos e ideas empresariales.Calificación: 4 de 5 estrellas4/5 (20)
- 7 tendencias digitales que cambiarán el mundoDe Everand7 tendencias digitales que cambiarán el mundoCalificación: 4.5 de 5 estrellas4.5/5 (87)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- Lógica de programación: Solucionario en pseudocódigo – Ejercicios resueltosDe EverandLógica de programación: Solucionario en pseudocódigo – Ejercicios resueltosCalificación: 3.5 de 5 estrellas3.5/5 (7)
- EL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.De EverandEL PLAN DE MARKETING EN 4 PASOS. Estrategias y pasos clave para redactar un plan de marketing eficaz.Calificación: 4 de 5 estrellas4/5 (51)
- Excel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteDe EverandExcel y SQL de la mano: Trabajo con bases de datos en Excel de forma eficienteCalificación: 1 de 5 estrellas1/5 (1)
- El dilema humano: Del Homo sapiens al Homo techDe EverandEl dilema humano: Del Homo sapiens al Homo techCalificación: 4 de 5 estrellas4/5 (1)
- Design Thinking para principiantes: La innovación como factor para el éxito empresarialDe EverandDesign Thinking para principiantes: La innovación como factor para el éxito empresarialCalificación: 4.5 de 5 estrellas4.5/5 (10)
- ChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...De EverandChatGPT Ganar Dinero Desde Casa Nunca fue tan Fácil Las 7 mejores fuentes de ingresos pasivos con Inteligencia Artificial (IA): libros, redes sociales, marketing digital, programación...Calificación: 5 de 5 estrellas5/5 (4)
- Minería de Datos: Guía de Minería de Datos para Principiantes, que Incluye Aplicaciones para Negocios, Técnicas de Minería de Datos, Conceptos y MásDe EverandMinería de Datos: Guía de Minería de Datos para Principiantes, que Incluye Aplicaciones para Negocios, Técnicas de Minería de Datos, Conceptos y MásCalificación: 4.5 de 5 estrellas4.5/5 (4)
- Gestión de Proyectos con Microsoft Project 2013: Software de gestión de proyectosDe EverandGestión de Proyectos con Microsoft Project 2013: Software de gestión de proyectosCalificación: 5 de 5 estrellas5/5 (3)
- Todo Sobre Tecnología Blockchain: La Guía Definitiva Para Principiantes Sobre Monederos BlockchainDe EverandTodo Sobre Tecnología Blockchain: La Guía Definitiva Para Principiantes Sobre Monederos BlockchainAún no hay calificaciones
- La revolución de Netflix en el cine y la televisión: Pantallas, series y streamingDe EverandLa revolución de Netflix en el cine y la televisión: Pantallas, series y streamingCalificación: 5 de 5 estrellas5/5 (2)
- Lo Secreto Del Mantenimiento IndustrialDe EverandLo Secreto Del Mantenimiento IndustrialCalificación: 4 de 5 estrellas4/5 (2)
- El trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.De EverandEl trading de opciones de una forma sencilla: La guía introductoria al trading de opciones y a las principales estrategias de beneficios.Calificación: 5 de 5 estrellas5/5 (1)
- Manual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasDe EverandManual Técnico del Automóvil - Diccionario Ilustrado de las Nuevas TecnologíasCalificación: 4.5 de 5 estrellas4.5/5 (14)