También podría gustarte
- Prácticas de refrigeración y aire acondicionadoDe EverandPrácticas de refrigeración y aire acondicionadoCalificación: 5 de 5 estrellas5/5 (6)
- Manual teórico de panaderíaDocumento75 páginasManual teórico de panaderíaRafael Gutierrez80% (10)
- Los transportes en la ingeniería industria: TeoríaDe EverandLos transportes en la ingeniería industria: TeoríaCalificación: 5 de 5 estrellas5/5 (2)
- Capítulo02 Guardacabos PDFDocumento21 páginasCapítulo02 Guardacabos PDFjacc009100% (2)
- Fertilización en diversos cultivos: Quinta aproximaciónDe EverandFertilización en diversos cultivos: Quinta aproximaciónAún no hay calificaciones
- Circuitos electrónicos con diodos semiconductoresDocumento20 páginasCircuitos electrónicos con diodos semiconductoresJairo Johan Colonia GuzmanAún no hay calificaciones
- Instalaciones Superficiales de ProducciónDocumento7 páginasInstalaciones Superficiales de ProducciónJoseph Dejesus100% (2)
- Matemáticas financieras aplicadas - 4ta ediciónDe EverandMatemáticas financieras aplicadas - 4ta ediciónAún no hay calificaciones
- Selección de tubería con diámetro nominal de 0.375 pulgadasDocumento1 páginaSelección de tubería con diámetro nominal de 0.375 pulgadasDiana67% (3)
- Ford mejora la cadena de suministroDocumento3 páginasFord mejora la cadena de suministroClaudia Cárdenas0% (1)
- Muros PantallaDocumento26 páginasMuros PantallaNancy1040100% (1)
- Predimensionamiento de Elementos Estructurales (Columnas, Vigas y Losas) y Metrado de CargasDocumento51 páginasPredimensionamiento de Elementos Estructurales (Columnas, Vigas y Losas) y Metrado de CargasJuan Virgilio Illanes HuachoAún no hay calificaciones
- Avance Trabajo Final 1Documento51 páginasAvance Trabajo Final 1Hurtado MarioAún no hay calificaciones
- Tutorial Troquel 23 Agosto 2019Documento174 páginasTutorial Troquel 23 Agosto 2019AJ González100% (1)
- Manual Mantenimiento Preventivo TORNO CNC DMTG CKE 6150 IMPDocumento245 páginasManual Mantenimiento Preventivo TORNO CNC DMTG CKE 6150 IMPIgnacio OlogneroAún no hay calificaciones
- DestilaciónDocumento47 páginasDestilaciónLuisChingaHidalgoAún no hay calificaciones
- Diseño de espolones para control de erosión fluvialDocumento66 páginasDiseño de espolones para control de erosión fluvialLorena Narvaez MeraAún no hay calificaciones
- Tor Peder As ManualDocumento58 páginasTor Peder As ManualMarco Antonio Zambrano Pontigo100% (1)
- 07 Plan de Manejo de Transito Turbo v7Documento28 páginas07 Plan de Manejo de Transito Turbo v7sebastian romanAún no hay calificaciones
- (PDF) Trabajo de Rodillo - Compress PDFDocumento32 páginas(PDF) Trabajo de Rodillo - Compress PDFHilton Yovani Zegarra PalominoAún no hay calificaciones
- Riesgos físicos II - 1ra edición: IluminaciónDe EverandRiesgos físicos II - 1ra edición: IluminaciónAún no hay calificaciones
- Ingeniería de Control (Univ. Navarra)Documento147 páginasIngeniería de Control (Univ. Navarra)Seba100% (3)
- Diseño de Una Despulpadora de CafeDocumento125 páginasDiseño de Una Despulpadora de CafeMarcial Ticona ortegaAún no hay calificaciones
- Manual+de+Taller+Rockster Shifter Stormer XR1Documento298 páginasManual+de+Taller+Rockster Shifter Stormer XR1Sergio Boni100% (2)
- Informe de Practicas 2018Documento63 páginasInforme de Practicas 2018JoseAbelCandiaAndrade100% (1)
- Suzuki PDFDocumento36 páginasSuzuki PDFManu ValeriusAún no hay calificaciones
- Manual de Adaptación y Vitrinismo ARKADIA Centro Comercial 2019Documento51 páginasManual de Adaptación y Vitrinismo ARKADIA Centro Comercial 2019Kelly Pauline PedrozaAún no hay calificaciones
- Swelab Alfa Manual EspañolDocumento119 páginasSwelab Alfa Manual EspañolPablo JuarezAún no hay calificaciones
- Dobladora Alba DL Rev.07 PDFDocumento48 páginasDobladora Alba DL Rev.07 PDFRaul Gerardo Delatour100% (1)
- Proyecto CT EficienteDocumento168 páginasProyecto CT EficienteStephanie Atoche ChaucaAún no hay calificaciones
- Taller Minero 3.0 Corregido para AvanceDocumento41 páginasTaller Minero 3.0 Corregido para AvanceRoberth IdamAún no hay calificaciones
- pdf-apertura-de-cerradura-electronica-mediante-pic_compressDocumento44 páginaspdf-apertura-de-cerradura-electronica-mediante-pic_compressmelanie.ingrid2003Aún no hay calificaciones
- Dobaldora de Fierro Alba - UnlockedDocumento48 páginasDobaldora de Fierro Alba - UnlockedAriel MalleaAún no hay calificaciones
- Especificaciones Técnicas C.E. Canton ChanmicoDocumento107 páginasEspecificaciones Técnicas C.E. Canton ChanmicoEmilio CotoAún no hay calificaciones
- 3113 - David Israel Mejoa Ochoa - Dustin Steven Ruiz Tizon - 07-05-22 (Cap 3)Documento52 páginas3113 - David Israel Mejoa Ochoa - Dustin Steven Ruiz Tizon - 07-05-22 (Cap 3)KU13R0 STAún no hay calificaciones
- Torno CNC: Componentes y operacionesDocumento41 páginasTorno CNC: Componentes y operacionesYania SevericheAún no hay calificaciones
- Estudio de Colaboratividad de Empresas Contra La Pandemia COVID 19Documento49 páginasEstudio de Colaboratividad de Empresas Contra La Pandemia COVID 19TomásAún no hay calificaciones
- Manual de Operacion URIT-8021ADocumento24 páginasManual de Operacion URIT-8021AEnrique0% (1)
- Mallon Mercado Milton IngenieriaBasicaDeReparacionParaTanque102TerminalSantaCruz GrupoADocumento46 páginasMallon Mercado Milton IngenieriaBasicaDeReparacionParaTanque102TerminalSantaCruz GrupoAMilton Mallon MercadoAún no hay calificaciones
- Informe Final Disipadores de Energia 2017 0 PDFDocumento62 páginasInforme Final Disipadores de Energia 2017 0 PDFBryan LLaferAún no hay calificaciones
- Ensayo Triaxial AderDocumento40 páginasEnsayo Triaxial Aderadderly ochoa sarmientoAún no hay calificaciones
- Manual Uso y Mantenimiento H-RailDocumento73 páginasManual Uso y Mantenimiento H-RailSantiago Meneses GarciaAún no hay calificaciones
- Especificaciones Técnicas de Construcción V0Documento83 páginasEspecificaciones Técnicas de Construcción V0Juan David MejíaAún no hay calificaciones
- Guia Layman Esha PCHDocumento109 páginasGuia Layman Esha PCHcarlosAún no hay calificaciones
- Reporte de Circuitos Neumaticos - Rivas Salas OswaldoDocumento118 páginasReporte de Circuitos Neumaticos - Rivas Salas OswaldoOswaldo RivasAún no hay calificaciones
- Proyecto Combinado GuillemDocumento247 páginasProyecto Combinado GuillemPedro GarcíaAún no hay calificaciones
- Especificaciones técnicas para potencia eléctricaDocumento46 páginasEspecificaciones técnicas para potencia eléctricaHenry CastañedaAún no hay calificaciones
- Proceso de desorción de oro con el método Zadra a pequeña escalaDocumento15 páginasProceso de desorción de oro con el método Zadra a pequeña escalaVictor Segundo Diaz MegoAún no hay calificaciones
- Ingenieria Del Proyecto PDFDocumento76 páginasIngenieria Del Proyecto PDFNestor Vargas Condori100% (1)
- Conteo VehicularDocumento69 páginasConteo VehicularNILSERAún no hay calificaciones
- Guía para adecuación de locales comerciales en centro comercial CalimaDocumento24 páginasGuía para adecuación de locales comerciales en centro comercial Calimacort68Aún no hay calificaciones
- Informe Maquinarias Taller Colegio PolitecnicopdfDocumento45 páginasInforme Maquinarias Taller Colegio PolitecnicopdfYefer FeroriAún no hay calificaciones
- Informe de La Sintesis Del Analisis UrbanoDocumento16 páginasInforme de La Sintesis Del Analisis Urbanokarlos Marlon solsol trujilloAún no hay calificaciones
- Construcción de canal de derivación para mejorar el riego en YocaraDocumento342 páginasConstrucción de canal de derivación para mejorar el riego en YocaraJorge Pilco HuancaAún no hay calificaciones
- Lpu20130004ane-404 - Costa RicaDocumento51 páginasLpu20130004ane-404 - Costa RicaJuan Francisco RiosAún no hay calificaciones
- Reporte de Motores-Unidad 2Documento40 páginasReporte de Motores-Unidad 2OscarAún no hay calificaciones
- Descripcion Del Proyecto PDFDocumento127 páginasDescripcion Del Proyecto PDFMario RoblesAún no hay calificaciones
- MoldesDocumento39 páginasMoldesdaniela diazAún no hay calificaciones
- MAQUINAINYECTORAPLASTGRUPO9Documento79 páginasMAQUINAINYECTORAPLASTGRUPO9Adriana MejillonesAún no hay calificaciones
- Manual Del Taller de Máquinas HerramientasDocumento133 páginasManual Del Taller de Máquinas HerramientasJüan Rojas100% (1)
- BOM Ejercicios PDFDocumento95 páginasBOM Ejercicios PDFJhonAún no hay calificaciones
- Complejos Industriales PDFDocumento320 páginasComplejos Industriales PDFJavier JuradoAún no hay calificaciones
- Informe 2 Taller Minero 1Documento72 páginasInforme 2 Taller Minero 1MauricioAún no hay calificaciones
- Estudio y Análisis Implantación Almacén Ferralla en AbreraDocumento168 páginasEstudio y Análisis Implantación Almacén Ferralla en AbrerananoruizparAún no hay calificaciones
- Eett Generales PMBDocumento56 páginasEett Generales PMBRicardo Rojas ZamoraAún no hay calificaciones
- Manual Usuario Analizador Hematologico SwelabDocumento36 páginasManual Usuario Analizador Hematologico SwelabMarco Avendaño PitmanAún no hay calificaciones
- Qdoc - Tips Bg101 User Manual EspdfDocumento33 páginasQdoc - Tips Bg101 User Manual EspdfEdgarPicadoBolivarAún no hay calificaciones
- Manual de Infraestructura Repshel v12Documento59 páginasManual de Infraestructura Repshel v12jvalle_486520Aún no hay calificaciones
- Signos de puntuación en textosDocumento7 páginasSignos de puntuación en textosJuan Sebastián Vergel BotelloAún no hay calificaciones
- Informe Ejecutivo FinalDocumento18 páginasInforme Ejecutivo FinalJuan Sebastián Vergel BotelloAún no hay calificaciones
- Calculo IntegralDocumento13 páginasCalculo IntegralJuan Sebastián Vergel BotelloAún no hay calificaciones
- Carta y Acta Juan Sebastián Vergel Botello 181984Documento2 páginasCarta y Acta Juan Sebastián Vergel Botello 181984Juan Sebastián Vergel BotelloAún no hay calificaciones
- Ejercicios Dependencia de Sucesos 181984Documento14 páginasEjercicios Dependencia de Sucesos 181984Juan Sebastián Vergel BotelloAún no hay calificaciones
- HOMEWORK #1. Analytical Geometry in Space 181984...Documento13 páginasHOMEWORK #1. Analytical Geometry in Space 181984...Juan Sebastián Vergel BotelloAún no hay calificaciones
- Informe, Grupo 4 3Documento20 páginasInforme, Grupo 4 3Juan Sebastián Vergel BotelloAún no hay calificaciones
- Calculo Vectorial Taller 2 181984Documento13 páginasCalculo Vectorial Taller 2 181984Juan Sebastián Vergel BotelloAún no hay calificaciones
- Segundo PrevioDocumento7 páginasSegundo PrevioJuan Sebastián Vergel BotelloAún no hay calificaciones
- TALLER DE COMPRENSIÓN DE LECTURA Juan Sebastian Vergel Botello 181984Documento3 páginasTALLER DE COMPRENSIÓN DE LECTURA Juan Sebastian Vergel Botello 181984Juan Sebastián Vergel BotelloAún no hay calificaciones
- Segunod Previo Física Mecánica 2021 IDocumento2 páginasSegunod Previo Física Mecánica 2021 IJuan Sebastián Vergel BotelloAún no hay calificaciones
- Cuestionario Segundo Corte FinalDocumento17 páginasCuestionario Segundo Corte FinalJuan Sebastián Vergel BotelloAún no hay calificaciones
- HOMEWORK #1. Analytical Geometry in Space 181984...Documento13 páginasHOMEWORK #1. Analytical Geometry in Space 181984...Juan Sebastián Vergel BotelloAún no hay calificaciones
- Calculo Vectorial Taller 2 181984Documento13 páginasCalculo Vectorial Taller 2 181984Juan Sebastián Vergel BotelloAún no hay calificaciones
- Primer PrevioDocumento7 páginasPrimer PrevioJuan Sebastián Vergel BotelloAún no hay calificaciones
- HOMEWORK #1. Analytical Geometry in Space 181984...Documento13 páginasHOMEWORK #1. Analytical Geometry in Space 181984...Juan Sebastián Vergel BotelloAún no hay calificaciones
- Quiz 1 181984Documento6 páginasQuiz 1 181984Juan Sebastián Vergel BotelloAún no hay calificaciones
- Informe Ejecutivo FinalDocumento18 páginasInforme Ejecutivo FinalJuan Sebastián Vergel BotelloAún no hay calificaciones
- Informe, Grupo 4 3Documento20 páginasInforme, Grupo 4 3Juan Sebastián Vergel BotelloAún no hay calificaciones
- Análisis de una Pinza de Ropa fabricada con HDPEDocumento9 páginasAnálisis de una Pinza de Ropa fabricada con HDPEPao Juárez FavilaAún no hay calificaciones
- Procesos Constructivos en CarreterasDocumento35 páginasProcesos Constructivos en CarreterasRenzo OréAún no hay calificaciones
- Lista de Proveedores EcobananaDocumento2 páginasLista de Proveedores EcobananakeidyAún no hay calificaciones
- Lámparas varias características materiales dimensionesDocumento18 páginasLámparas varias características materiales dimensionesGabriela MedinaAún no hay calificaciones
- ProporcionamientoDocumento2 páginasProporcionamientoAlex ContrerasAún no hay calificaciones
- Brocas HSS-R DIN338Documento6 páginasBrocas HSS-R DIN338Karlita ElizabethAún no hay calificaciones
- Basura SanchezDocumento4 páginasBasura SanchezYvenerAún no hay calificaciones
- Elab - de Barniz A Base de UnicelDocumento1 páginaElab - de Barniz A Base de UnicelISAACAún no hay calificaciones
- Recomendaciones ergonómicas para 7 máquinas metalúrgicasDocumento11 páginasRecomendaciones ergonómicas para 7 máquinas metalúrgicasEduardo EduAún no hay calificaciones
- 01 Sistema de ProduccionDocumento28 páginas01 Sistema de Produccionartvr00Aún no hay calificaciones
- ModeloDocumento264 páginasModeloRayssa Koicheoski HipolitoAún no hay calificaciones
- Visita A CemexDocumento12 páginasVisita A Cemexxxeennttee100% (3)
- Practica #06 Hidro IDocumento2 páginasPractica #06 Hidro Ieduardomayorca2012Aún no hay calificaciones
- TEMA VI. Maquinabilidad de Los MaterialesDocumento3 páginasTEMA VI. Maquinabilidad de Los MaterialesLorena VelásquezAún no hay calificaciones
- Guia ABC de MotorDocumento14 páginasGuia ABC de MotorIvan Alvarez0% (1)
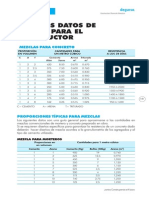
- Tablas de Interes para El ConstructorDocumento12 páginasTablas de Interes para El ConstructorMauricio SierraAún no hay calificaciones
- Acero para Piezas MecánicasDocumento8 páginasAcero para Piezas Mecánicasmaria reyesAún no hay calificaciones
- Cotizacion Vidrios Por MetroDocumento7 páginasCotizacion Vidrios Por MetroStephany MontoyaAún no hay calificaciones
- SIIQ PetroquímicaDocumento40 páginasSIIQ PetroquímicaAlejandro JiménezAún no hay calificaciones
- Métodos CromatográficosDocumento20 páginasMétodos CromatográficosTherry BoixAún no hay calificaciones
- Socavacion LocalDocumento147 páginasSocavacion LocalFresia HerhuayAún no hay calificaciones