También podría gustarte
- PA03-Ingenieria de Metodos 1 - 5Documento5 páginasPA03-Ingenieria de Metodos 1 - 5LUIS ALBERTO ZEBALLOS CORZOAún no hay calificaciones
- Admnistracion de La ProduccionDocumento10 páginasAdmnistracion de La ProduccionedAún no hay calificaciones
- CASO: "CromaFLEX S.A.C." - INGENIERÍA DE MÉTODOS 1Documento28 páginasCASO: "CromaFLEX S.A.C." - INGENIERÍA DE MÉTODOS 1Milagros MejíaAún no hay calificaciones
- Práctica Del Taller GrupalDocumento13 páginasPráctica Del Taller GrupalEdu RodriguezAún no hay calificaciones
- Impresiones DefinitivasDocumento17 páginasImpresiones DefinitivasMar ValenciaAún no hay calificaciones
- Manual ContainerlandDocumento6 páginasManual Containerlandsimon requena arancibiaAún no hay calificaciones
- Procedimiento de TrabajoDocumento11 páginasProcedimiento de TrabajoROAN INGENIEROS E.I.R.LAún no hay calificaciones
- Aca 2 Herramientas de DiagramacionDocumento8 páginasAca 2 Herramientas de DiagramacionJesús OsorioAún no hay calificaciones
- BorradorDocumento23 páginasBorradorAndreaCusbaAún no hay calificaciones
- Informe FinalDocumento43 páginasInforme FinalLucia MolinariAún no hay calificaciones
- Actividad#2-Barrera Melendez Luis EnriqueDocumento6 páginasActividad#2-Barrera Melendez Luis EnriqueLUISAún no hay calificaciones
- Inspección Por Liquidos Penetrantes VisiblesDocumento9 páginasInspección Por Liquidos Penetrantes VisiblesLuis HernandezAún no hay calificaciones
- Diagrama de Flujo de La ProducciónDocumento6 páginasDiagrama de Flujo de La ProducciónClara DiazAún no hay calificaciones
- Practica 1 UNSADocumento8 páginasPractica 1 UNSADiego Butrón MonterolaAún no hay calificaciones
- Procedimiento de Control Especifico - PEZET 195Documento6 páginasProcedimiento de Control Especifico - PEZET 195maria Santos AcostaAún no hay calificaciones
- Actividad de Aprendizaje N°1 PDFDocumento15 páginasActividad de Aprendizaje N°1 PDFvanesametallica100% (1)
- Avance 2 - Grupo4 - Metodos1Documento9 páginasAvance 2 - Grupo4 - Metodos1Marielena Cuba AguiarAún no hay calificaciones
- Informe Semanal 4 Ruiz Ccahua Alexandra DanielaDocumento8 páginasInforme Semanal 4 Ruiz Ccahua Alexandra DanielaAlexandra Daniela Ruiz CcahuaAún no hay calificaciones
- VSM InformeDocumento22 páginasVSM InformeAngie Horna FernandezAún no hay calificaciones
- Gi-Sgsst-P-02 Enchape de PorcenalatoDocumento3 páginasGi-Sgsst-P-02 Enchape de PorcenalatoSegundo Cuyan VasquezAún no hay calificaciones
- Fabricación de Base CompactaDocumento14 páginasFabricación de Base CompactamiriamAún no hay calificaciones
- PNT1Documento4 páginasPNT1Greta FesnakAún no hay calificaciones
- Trabajo Final Produccion 1Documento34 páginasTrabajo Final Produccion 1Armando BejaranoAún no hay calificaciones
- Trabajo Final Produccion 1Documento34 páginasTrabajo Final Produccion 1Armando BejaranoAún no hay calificaciones
- Reporte de Practica ProfesionalDocumento16 páginasReporte de Practica Profesionalabel cespedesAún no hay calificaciones
- Cuaderno de Informe - Keke ChocolateDocumento16 páginasCuaderno de Informe - Keke ChocolateJuan OrbegozoAún no hay calificaciones
- Trabajo Final Automatización IndustrialDocumento14 páginasTrabajo Final Automatización IndustrialRoberto Herrera FernandezAún no hay calificaciones
- BPM C3 Elaboracion y EnvasadoDocumento11 páginasBPM C3 Elaboracion y EnvasadoValen MullerAún no hay calificaciones
- Procedimiento de Limpieza de Equipos, Aditamentos, Utensilios de Trabajo y BalanzasDocumento2 páginasProcedimiento de Limpieza de Equipos, Aditamentos, Utensilios de Trabajo y BalanzasIvan QuirogaAún no hay calificaciones
- Ppts de AguaymantoDocumento51 páginasPpts de AguaymantoCAYETANA PONCEAún no hay calificaciones
- Instructivo Operacion TrefilaDocumento2 páginasInstructivo Operacion TrefilaJose Miguel Iriarte NeiraAún no hay calificaciones
- Exposición TecnovidrioDocumento30 páginasExposición TecnovidrioBarrientos De la Rosa AbigailAún no hay calificaciones
- Semana 1 Heladeriacuaderno de InformesDocumento10 páginasSemana 1 Heladeriacuaderno de InformesYvet Plasencia RafaelHAún no hay calificaciones
- TareaDocumento5 páginasTareaRoman Quispe CharcaAún no hay calificaciones
- PT - Reparación de Paredes en Oficina de Minería - Local GrauDocumento8 páginasPT - Reparación de Paredes en Oficina de Minería - Local GrauJulianna RuizAún no hay calificaciones
- Sidra San Rafael S.A de C.VDocumento25 páginasSidra San Rafael S.A de C.VMiguel Perez100% (1)
- Pia Costos1Documento25 páginasPia Costos1Samantha Vargas RodriguezAún no hay calificaciones
- ERGOnomia en Una CerveceriaDocumento69 páginasERGOnomia en Una CerveceriaMafer MarroquinAún no hay calificaciones
- Hoja de Proceso de La Elaboracion Del Lip Gloss Prodcuto FinalDocumento2 páginasHoja de Proceso de La Elaboracion Del Lip Gloss Prodcuto FinalAngélica CardozaAún no hay calificaciones
- Carnes Frías Italia Sas Ing. Metodos PDFDocumento25 páginasCarnes Frías Italia Sas Ing. Metodos PDFEnid JohanaAún no hay calificaciones
- Problemas de Metodos DopDocumento3 páginasProblemas de Metodos DopAzucenaLeyvaVillanuevaAún no hay calificaciones
- Guía 2 - DOP PDFDocumento6 páginasGuía 2 - DOP PDFCamila RamosAún no hay calificaciones
- Formato Guias EscritasDocumento4 páginasFormato Guias EscritasLUZ AMPARO MARTINEZAún no hay calificaciones
- Proceso Productivo MOGULDocumento11 páginasProceso Productivo MOGULGutierrez JoaquinAún no hay calificaciones
- Proceso Productivo MOGULDocumento11 páginasProceso Productivo MOGULgonzashipp100% (1)
- GE Lobby (Marzo 2020)Documento29 páginasGE Lobby (Marzo 2020)Cami Das NevesAún no hay calificaciones
- Poe LuminariaDocumento3 páginasPoe LuminariaAnnie LaraAún no hay calificaciones
- Pan Coliza 17Documento18 páginasPan Coliza 17Lizzy AlvAún no hay calificaciones
- Sikagard 62-Procedimiento de Ejecución PiscinasDocumento16 páginasSikagard 62-Procedimiento de Ejecución Piscinasaev65Aún no hay calificaciones
- 02 EELA Manual LadrilleraEficienteDocumento24 páginas02 EELA Manual LadrilleraEficienteNoemi CarreraAún no hay calificaciones
- Guia2 DOPDocumento5 páginasGuia2 DOPAndrea Romina Meneses SalasAún no hay calificaciones
- Fabricación de Vehiculos - DAP - DR PDFDocumento3 páginasFabricación de Vehiculos - DAP - DR PDFRuth KarinaAún no hay calificaciones
- Trabajo Final Proyecto ArenadoraDocumento17 páginasTrabajo Final Proyecto ArenadoraBeto Perka50% (2)
- Actividad Monitoria 1Documento21 páginasActividad Monitoria 1Angel TovarAún no hay calificaciones
- Cursograma Lay Out y PersonalDocumento7 páginasCursograma Lay Out y PersonalMinerva GomezAún no hay calificaciones
- Practica 10 de EnvaseDocumento7 páginasPractica 10 de EnvaseESTEBAN JAIR RODAS CASTILLOAún no hay calificaciones
- Empresa GloriaDocumento34 páginasEmpresa Gloriamavis lopez100% (1)
- Identificacion de DesperciciosDocumento8 páginasIdentificacion de DesperciciosAlez SalvatierraAún no hay calificaciones
- Cuaderno de InformeDocumento10 páginasCuaderno de InformeJersson CastilloAún no hay calificaciones
- PA03-Ingenieria de Metodos 9Documento1 páginaPA03-Ingenieria de Metodos 9LUIS ALBERTO ZEBALLOS CORZOAún no hay calificaciones
- MANLIFTDocumento26 páginasMANLIFTLUIS ALBERTO ZEBALLOS CORZOAún no hay calificaciones
- Mapa EmpatiaDocumento5 páginasMapa EmpatiaLUIS ALBERTO ZEBALLOS CORZOAún no hay calificaciones
- PA01MERCADOTECNIA LuisAlbertoZeballosCorzo40796635Documento8 páginasPA01MERCADOTECNIA LuisAlbertoZeballosCorzo40796635LUIS ALBERTO ZEBALLOS CORZOAún no hay calificaciones
- Mercadotecnia Examen Final 2022-20 Luis Alberto Zeballos Corzo - 40796635Documento5 páginasMercadotecnia Examen Final 2022-20 Luis Alberto Zeballos Corzo - 40796635LUIS ALBERTO ZEBALLOS CORZOAún no hay calificaciones
- PA03MERCADOTECNIA LuisAlbertoZeballosCorzo40796635Documento7 páginasPA03MERCADOTECNIA LuisAlbertoZeballosCorzo40796635LUIS ALBERTO ZEBALLOS CORZOAún no hay calificaciones
- PA02MERCADOTECNIA LuisAlbertoZeballosCorzo40796635Documento10 páginasPA02MERCADOTECNIA LuisAlbertoZeballosCorzo40796635LUIS ALBERTO ZEBALLOS CORZOAún no hay calificaciones
- Retroalimentación Pa3 - Ejemplo de Texto Expositivo - 2021 FinalDocumento3 páginasRetroalimentación Pa3 - Ejemplo de Texto Expositivo - 2021 FinalLUIS ALBERTO ZEBALLOS CORZOAún no hay calificaciones
- Toc 6551 01 01Documento27 páginasToc 6551 01 01LUIS ALBERTO ZEBALLOS CORZOAún no hay calificaciones
- Pregunta 2 Examen FinalDocumento1 páginaPregunta 2 Examen FinalLUIS ALBERTO ZEBALLOS CORZOAún no hay calificaciones
- MatricesDocumento2 páginasMatricesLUIS ALBERTO ZEBALLOS CORZOAún no hay calificaciones
- Autoevaluación N°2 - Revisión de Intentos AlgebraDocumento5 páginasAutoevaluación N°2 - Revisión de Intentos AlgebraLUIS ALBERTO ZEBALLOS CORZOAún no hay calificaciones
- Prontuario - Artes Visuales - Nivel Secundario 2022Documento4 páginasProntuario - Artes Visuales - Nivel Secundario 2022Veronica Lassalle100% (1)
- Caso PracticoDocumento3 páginasCaso PracticoYRMA FAMILIA DE OLEOAún no hay calificaciones
- Anillos PortafolioDocumento28 páginasAnillos PortafolioAngeliithO' CruuzAún no hay calificaciones
- Uf4 El CashflowDocumento37 páginasUf4 El CashflowMicaela De La CruzAún no hay calificaciones
- NTC 1461 Colores y Señales de SeguridadDocumento17 páginasNTC 1461 Colores y Señales de SeguridadJorge Hernan Aguado QuinteroAún no hay calificaciones
- Informe Tecnico-Prob. Estr - Arq. - Auza ArceDocumento8 páginasInforme Tecnico-Prob. Estr - Arq. - Auza Arcedaysi mamani ccantutaAún no hay calificaciones
- Cuentos Sociales de Rubén Darío, (Trabajo Documental)Documento62 páginasCuentos Sociales de Rubén Darío, (Trabajo Documental)Jorge Collado64% (14)
- La Persistencia de La MemoriaDocumento3 páginasLa Persistencia de La MemoriaRosa Gutiérrez0% (1)
- Programación Edebe 3 AñosDocumento79 páginasProgramación Edebe 3 AñosNat cgAún no hay calificaciones
- Secc 01. Cuestionario Sobre Manierismo Barroco y Rococo. Marielyn Abreu 100412672Documento23 páginasSecc 01. Cuestionario Sobre Manierismo Barroco y Rococo. Marielyn Abreu 100412672valecad88Aún no hay calificaciones
- Arquitectura OlmecaDocumento40 páginasArquitectura Olmecaosdazaba100% (1)
- Aceromex - CatalogoDocumento64 páginasAceromex - CatalogoFernando SalgadoAún no hay calificaciones
- RS4-001 Norma EPMDocumento9 páginasRS4-001 Norma EPMDanilo CharryAún no hay calificaciones
- 26 07 23 HolaDocumento108 páginas26 07 23 Holacpepa7757Aún no hay calificaciones
- Horario Carrera Diseño Grafico Paralelo A 2022 FinalDocumento4 páginasHorario Carrera Diseño Grafico Paralelo A 2022 FinalGabriel ProAún no hay calificaciones
- Catalogo Superboard SkincoDocumento24 páginasCatalogo Superboard SkincoSebastian CorredorAún no hay calificaciones
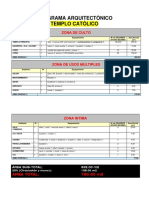
- Programa de Areas Templo CatolicoDocumento2 páginasPrograma de Areas Templo CatolicoJoselo Huaman UñuncoAún no hay calificaciones
- Jorge Miroslav Jara Salas - Artista Venezolano Miguel Prypchan Exhibe Su Obra en EEUUDocumento6 páginasJorge Miroslav Jara Salas - Artista Venezolano Miguel Prypchan Exhibe Su Obra en EEUUJorge Miroslav Jara SalasAún no hay calificaciones
- Lo Fantástico - TodorovDocumento27 páginasLo Fantástico - TodorovDalaia Rodriguez GonzalezAún no hay calificaciones
- Los Bestiarios y La Literatura Medieval PDFDocumento26 páginasLos Bestiarios y La Literatura Medieval PDFBrendaAún no hay calificaciones
- Danza ClásicaDocumento4 páginasDanza ClásicaSelva SantagadaAún no hay calificaciones
- Apoyo Monologo 1° Medio BDocumento8 páginasApoyo Monologo 1° Medio Bandrea marta Rivas MirandaAún no hay calificaciones
- Clases de VersosDocumento3 páginasClases de VersosJasbleidyAún no hay calificaciones
- CAPITULO I Estacion de BomberosDocumento13 páginasCAPITULO I Estacion de Bomberosaltagracia jotaAún no hay calificaciones
- Arteterapia para El Desbloqueo CreativoDocumento14 páginasArteterapia para El Desbloqueo CreativoClara MoralesAún no hay calificaciones
- Biografia Raperos - Oz - 14abr15Documento4 páginasBiografia Raperos - Oz - 14abr15EuniszzAún no hay calificaciones
- Estudio Del Color Ing. de IluminaciónDocumento64 páginasEstudio Del Color Ing. de IluminaciónFidel Franco Calderón Perea100% (1)
- Psicologia y DCVDocumento20 páginasPsicologia y DCVclipoAún no hay calificaciones
- C Reaci OnesDocumento3 páginasC Reaci OnesMaiderlyng QuinteroAún no hay calificaciones
- 14 Ejercicios de Relajación para NiñosDocumento9 páginas14 Ejercicios de Relajación para Niñospsicologia555Aún no hay calificaciones
- Flujo de fluidos e intercambio de calorDe EverandFlujo de fluidos e intercambio de calorCalificación: 1 de 5 estrellas1/5 (1)
- UF1213 - Técnicas de mecanizado y metrologíaDe EverandUF1213 - Técnicas de mecanizado y metrologíaCalificación: 4 de 5 estrellas4/5 (5)
- UF1666 - Depuración de aguas residualesDe EverandUF1666 - Depuración de aguas residualesAún no hay calificaciones
- Química para geología: Aplicación en laboratorio y campoDe EverandQuímica para geología: Aplicación en laboratorio y campoCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Cadenas de producción de las nanotecnologías en América Latina: Argentina, Brasil, Colombia y MéxicoDe EverandCadenas de producción de las nanotecnologías en América Latina: Argentina, Brasil, Colombia y MéxicoAún no hay calificaciones
- Polímeros: Generalidades y tendencias de investigación en ColombiaDe EverandPolímeros: Generalidades y tendencias de investigación en ColombiaCalificación: 5 de 5 estrellas5/5 (14)
- Materiales y técnicas de moldeo y vaciado aplicados a obras de arteDe EverandMateriales y técnicas de moldeo y vaciado aplicados a obras de arteAún no hay calificaciones
- UF1667 - Tratamiento de agua potableDe EverandUF1667 - Tratamiento de agua potableCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Manual técnico de refrigerantesDe EverandManual técnico de refrigerantesCalificación: 4 de 5 estrellas4/5 (4)
- UF0285 - Tratamiento de residuos urbanos o municipales.De EverandUF0285 - Tratamiento de residuos urbanos o municipales.Aún no hay calificaciones
- Diseño de vigas y muros en mamposteria reforzadaDe EverandDiseño de vigas y muros en mamposteria reforzadaCalificación: 3.5 de 5 estrellas3.5/5 (2)
- MF0297_2 - Elaboración de preparados cárnicos frescosDe EverandMF0297_2 - Elaboración de preparados cárnicos frescosCalificación: 5 de 5 estrellas5/5 (1)
- UF0284 - Recogida y transporte de residuos urbanos o municipalesDe EverandUF0284 - Recogida y transporte de residuos urbanos o municipalesAún no hay calificaciones
- UF1215 - Mantenimiento de sistemas de refrigeración y lubricación de los motores térmicosDe EverandUF1215 - Mantenimiento de sistemas de refrigeración y lubricación de los motores térmicosCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Reutilización de aguas residuales en la industria azucarera y AlcoholeraDe EverandReutilización de aguas residuales en la industria azucarera y AlcoholeraAún no hay calificaciones
- Manual De Producción De Diesel Negro En Casa: 2da Edición : Alternativa Al Biodiesel, Diesel Rojo, Diesel Non-road, Diesel Marino, Keroseno & Gas Natural Licuado Para Motores DieselDe EverandManual De Producción De Diesel Negro En Casa: 2da Edición : Alternativa Al Biodiesel, Diesel Rojo, Diesel Non-road, Diesel Marino, Keroseno & Gas Natural Licuado Para Motores DieselCalificación: 5 de 5 estrellas5/5 (2)
- UF1722 - Organización y gestión de las operaciones de cocción de productos cerámicosDe EverandUF1722 - Organización y gestión de las operaciones de cocción de productos cerámicosAún no hay calificaciones
- UF1256 - Planificación, control y ejecución de los procesos de protección, preparación e igualación de superficiesDe EverandUF1256 - Planificación, control y ejecución de los procesos de protección, preparación e igualación de superficiesCalificación: 5 de 5 estrellas5/5 (1)
- Labor Dental Técnica Vol.22 Mayo 2019 nº4De EverandLabor Dental Técnica Vol.22 Mayo 2019 nº4Calificación: 5 de 5 estrellas5/5 (1)