También podría gustarte
- Etna CTN2Documento6 páginasEtna CTN2Maji AgodAún no hay calificaciones
- FraccionesDocumento13 páginasFraccionesmonchis_chabeAún no hay calificaciones
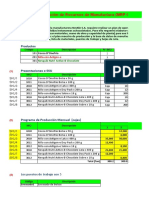
- Practica MRP 2Documento18 páginasPractica MRP 2Erick Chávez GuzmanAún no hay calificaciones
- Practica de Campo 7Documento4 páginasPractica de Campo 7Edwar Jara AscateAún no hay calificaciones
- Sesión 05 - Sensores y Actuadores 2022-2Documento43 páginasSesión 05 - Sensores y Actuadores 2022-2Edwar Jara AscateAún no hay calificaciones
- SEM2b GC Muestreo de Aceptación (JPCH)Documento27 páginasSEM2b GC Muestreo de Aceptación (JPCH)Edwar Jara AscateAún no hay calificaciones
- SEM2a GC Control Estadístico, Gráficas de Control (JPCH)Documento35 páginasSEM2a GC Control Estadístico, Gráficas de Control (JPCH)Edwar Jara AscateAún no hay calificaciones
- James y el melocotón gigante - Kit de Literatura Gr. 3-4: Spanish VersionDe EverandJames y el melocotón gigante - Kit de Literatura Gr. 3-4: Spanish VersionAún no hay calificaciones
- INF524 - A1 - Administracion de Centro de ComputoDocumento16 páginasINF524 - A1 - Administracion de Centro de ComputoLuis muñoz SeguraAún no hay calificaciones
- Geo 4.CRPDocumento27 páginasGeo 4.CRPGerick Ramirez DiosAún no hay calificaciones
- Geo 4.CRPDocumento23 páginasGeo 4.CRPAngi A'sAún no hay calificaciones
- Periodo 31-Dec 2018 Inventario de Mercancia: Panaderia Y Pasteleria Orquidea Dorada C.A RIF: J-309544640Documento7 páginasPeriodo 31-Dec 2018 Inventario de Mercancia: Panaderia Y Pasteleria Orquidea Dorada C.A RIF: J-309544640David MoralesAún no hay calificaciones
- Seguimiento P1 2022 - HijuelasDocumento13 páginasSeguimiento P1 2022 - HijuelasNatalia Castillo A.Aún no hay calificaciones
- P2.milo - Avance de La SolucionDocumento51 páginasP2.milo - Avance de La SolucionCRISTIAN abanto100% (1)
- DPIN TricicloDocumento7 páginasDPIN TricicloJoseQuincheAún no hay calificaciones
- P2 MiloDocumento60 páginasP2 Milocarlos sanches100% (1)
- Inyeccion 16 08 23Documento2 páginasInyeccion 16 08 23rhestragonzaAún no hay calificaciones
- Cap 12017Documento2 páginasCap 12017miguelAún no hay calificaciones
- Planeación de La ProducciónDocumento3 páginasPlaneación de La ProducciónOscarDarioMartinezAún no hay calificaciones
- Tarea #02 Ge-502u, 21-2Documento4 páginasTarea #02 Ge-502u, 21-2WALTER ANTONIO GUILLERMO DEL RIOAún no hay calificaciones
- CaloriasDocumento1 páginaCaloriasJjkjjAún no hay calificaciones
- Industria ManufactureraDocumento615 páginasIndustria ManufactureraAna Marleth Mena JaramilloAún no hay calificaciones
- Caso Fabrica de ChocolatesPA-PMPDocumento2 páginasCaso Fabrica de ChocolatesPA-PMPSolange Madelyne Camac PinedoAún no hay calificaciones
- 2ParcialMEIA01 UNAJMA 2020 IIDocumento3 páginas2ParcialMEIA01 UNAJMA 2020 IIJoselyn MarcatomaAún no hay calificaciones
- Producción de Frutas A Nivel Nacional - PerúDocumento4 páginasProducción de Frutas A Nivel Nacional - PerúkofcitoAún no hay calificaciones
- P2 MiloDocumento67 páginasP2 MiloAngie Grados MarquinaAún no hay calificaciones
- 2021 030202 Desembarque Artesanal Por RegionDocumento2 páginas2021 030202 Desembarque Artesanal Por RegionVeronica Valdes BenavidesAún no hay calificaciones
- Lista de Precios 14 de Mayo 2022Documento2 páginasLista de Precios 14 de Mayo 2022Arturo GarcíaAún no hay calificaciones
- UntitledDocumento4 páginasUntitledLuisa NataliaAún no hay calificaciones
- Caso Milo 2022Documento52 páginasCaso Milo 2022Miguel Angel Iparraguirre JaraAún no hay calificaciones
- Insumos Producción Mayo 2020Documento2 páginasInsumos Producción Mayo 2020James BrownAún no hay calificaciones
- Taller Balance Por ComponenteDocumento3 páginasTaller Balance Por Componenteyeny paolaAún no hay calificaciones
- P2 Milo Solucion MRPDocumento52 páginasP2 Milo Solucion MRPArroyoEstrellaAún no hay calificaciones
- PDF Paul Vega Proceso - CompressDocumento3 páginasPDF Paul Vega Proceso - CompressAlexis cAún no hay calificaciones
- Resumen Upgrade 2020Documento5 páginasResumen Upgrade 2020alejandro sepulvedaAún no hay calificaciones
- Practica Calificada #01Documento13 páginasPractica Calificada #01Edit Ruth Taype RojasAún no hay calificaciones
- Carga Producción GDCN 03.03.2023Documento1 páginaCarga Producción GDCN 03.03.2023Franco Camacho CanchariAún no hay calificaciones
- Ejercicio de Tiempos Estándar-1Documento3 páginasEjercicio de Tiempos Estándar-1Camilo AriasAún no hay calificaciones
- Trip Calorías WEB NOV 2021Documento1 páginaTrip Calorías WEB NOV 2021luismana642Aún no hay calificaciones
- Resumen HM JulioDocumento8 páginasResumen HM JulioGiovani Orellana CastilloAún no hay calificaciones
- Experimento Diseños Factoriales 1Documento16 páginasExperimento Diseños Factoriales 1Javier Ricardo Ramirez BastidasAún no hay calificaciones
- Trabajo T3 Metodos 2Documento75 páginasTrabajo T3 Metodos 2Damaris CillonizAún no hay calificaciones
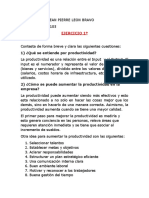
- Jean Pierre Leon-Actividad 2Documento15 páginasJean Pierre Leon-Actividad 2JP LBAún no hay calificaciones
- Produccion de Diciembre Juan BarriosDocumento118 páginasProduccion de Diciembre Juan BarriosPatricia DelgadoAún no hay calificaciones
- DP - Practica Calificada 03Documento2 páginasDP - Practica Calificada 03SoyEduardoMarketerAún no hay calificaciones
- Práctica 3Documento7 páginasPráctica 3JeffryEduardo100% (1)
- Control de Recepcion de M.P.: Jhonatan Arroyo Escate Manuel Quispe MDocumento1 páginaControl de Recepcion de M.P.: Jhonatan Arroyo Escate Manuel Quispe MMiyagui Ñaccha CastañedaAún no hay calificaciones
- Analisis Costo A Costo RefrimaxDocumento33 páginasAnalisis Costo A Costo RefrimaxMarco Enrique Rojas CornejoAún no hay calificaciones
- Produccion de Noviembre Juan BarriosDocumento117 páginasProduccion de Noviembre Juan BarriosLeydi Katherine DuarteAún no hay calificaciones
- Informe No. 1 Asazgua Zafra 2022-2023Documento3 páginasInforme No. 1 Asazgua Zafra 2022-2023Carlos Lopez100% (1)
- Bolivia - Superficie Cultivada Campaña Invierno Por Departamento - 2012-2022Documento42 páginasBolivia - Superficie Cultivada Campaña Invierno Por Departamento - 2012-2022jorge perez perez velascoAún no hay calificaciones
- Inyeccion 06 07 023Documento2 páginasInyeccion 06 07 023rhestragonzaAún no hay calificaciones
- Kardex de Víveres PAE 1 (1) NOVIEMBRE...Documento5 páginasKardex de Víveres PAE 1 (1) NOVIEMBRE...Deicy Liliana CarvajalAún no hay calificaciones
- Mermas BT Amazonas 2020 VFDocumento6 páginasMermas BT Amazonas 2020 VFOscar AlvarezAún no hay calificaciones
- XXXDocumento1 páginaXXXSOLEDADAún no hay calificaciones
- UntitledDocumento194 páginasUntitledHenry CamargoAún no hay calificaciones
- RELACIONDocumento1 páginaRELACIONcambios contraentregaAún no hay calificaciones
- Practica - MRP II 12Documento48 páginasPractica - MRP II 12JhonattanCuevaRumay100% (1)
- Calendario Valorizado Ad02Documento3 páginasCalendario Valorizado Ad02Efrain Angel Calderon AlmidonAún no hay calificaciones
- Produccion Diciembre - Sedileth HerreraDocumento117 páginasProduccion Diciembre - Sedileth HerreraPatricia DelgadoAún no hay calificaciones
- SEM4 Solución Caso Fabrica de Chocolates PlaneamientoDocumento1 páginaSEM4 Solución Caso Fabrica de Chocolates PlaneamientoLILIAN MAYHUIRE MAMANIAún no hay calificaciones
- Densidades GarrapateroDocumento4 páginasDensidades GarrapateroAli Jose Gomez CerchiaroAún no hay calificaciones
- Plineal Formula y Grafica UsilDocumento27 páginasPlineal Formula y Grafica UsilSteph PcAún no hay calificaciones
- Resolucion Lab Covit21Documento15 páginasResolucion Lab Covit21Julio LuceroAún no hay calificaciones
- Libre de IncidenciasDocumento58 páginasLibre de IncidenciasJesús López GómezAún no hay calificaciones
- Sistema - MrpiiDocumento30 páginasSistema - MrpiiEdwar Jara AscateAún no hay calificaciones
- Sesión 03 02 IIC ETDocumento13 páginasSesión 03 02 IIC ETEdwar Jara AscateAún no hay calificaciones
- Taller de Competencias - Grupo 6Documento5 páginasTaller de Competencias - Grupo 6Edwar Jara AscateAún no hay calificaciones
- Geo 1.repaso - Conceptos.2021Documento46 páginasGeo 1.repaso - Conceptos.2021Edwar Jara AscateAún no hay calificaciones
- Faculta de IngeneriaDocumento10 páginasFaculta de IngeneriaEdwar Jara AscateAún no hay calificaciones
- Guia Trabajo FinalDocumento23 páginasGuia Trabajo FinalEdwar Jara AscateAún no hay calificaciones
- M4 - Lectura DocenteDocumento8 páginasM4 - Lectura DocenteEdwar Jara AscateAún no hay calificaciones
- Material Complementario Mod7Documento1 páginaMaterial Complementario Mod7Edwar Jara AscateAún no hay calificaciones
- LocasiónDocumento4 páginasLocasiónEdwar Jara AscateAún no hay calificaciones
- ANTECEDENTESDocumento3 páginasANTECEDENTESEdwar Jara AscateAún no hay calificaciones
- 07 Capstone Project Sesion 7Documento8 páginas07 Capstone Project Sesion 7Edwar Jara AscateAún no hay calificaciones
- Informe FinalDocumento18 páginasInforme FinalEdwar Jara AscateAún no hay calificaciones
- Sesión 06 - Dispositivos de Distribución Eléctrica 2022-2Documento36 páginasSesión 06 - Dispositivos de Distribución Eléctrica 2022-2Edwar Jara AscateAún no hay calificaciones
- SEM1a GC Fundamentos, Productividad, Evolución y Costos Q (JPCH)Documento46 páginasSEM1a GC Fundamentos, Productividad, Evolución y Costos Q (JPCH)Edwar Jara AscateAún no hay calificaciones
- Grupo 5-Ep Gest CalDocumento19 páginasGrupo 5-Ep Gest CalEdwar Jara AscateAún no hay calificaciones
- 63533Documento86 páginas63533Edwar Jara AscateAún no hay calificaciones
- Curso - P - 21-02-2020 Técnicas de Manipulación Textil Condiseño SostenibleDocumento26 páginasCurso - P - 21-02-2020 Técnicas de Manipulación Textil Condiseño Sosteniblenegro100472Aún no hay calificaciones
- Capacidad, Habilidad y CompetenciaDocumento5 páginasCapacidad, Habilidad y CompetenciaNuriela Bega TerapiasAún no hay calificaciones
- Mapa Mental ConflictoDocumento1 páginaMapa Mental ConflictozairaAún no hay calificaciones
- Sesión 4 Ciencia y TecnologíaDocumento3 páginasSesión 4 Ciencia y TecnologíaDiana PereiraAún no hay calificaciones
- Factores de Calidad y ProductividadDocumento24 páginasFactores de Calidad y ProductividadMayiZz HdezAún no hay calificaciones
- El Panorama Del Conocimiento Clasificacion de La CienciaDocumento43 páginasEl Panorama Del Conocimiento Clasificacion de La CienciaANDY STEVE GARATE HUAMANAún no hay calificaciones
- Taller N.1Documento10 páginasTaller N.1Jessica PortugalAún no hay calificaciones
- Martinez - Vianney - Act1 Teoría y Técnica de La EntrevistaDocumento1 páginaMartinez - Vianney - Act1 Teoría y Técnica de La EntrevistaJosue BarraganAún no hay calificaciones
- Clase 1 de 4Documento28 páginasClase 1 de 4miguel dominguezAún no hay calificaciones
- Maestría en Historia: ConvocatoriaDocumento8 páginasMaestría en Historia: ConvocatoriaAngel RaimundoAún no hay calificaciones
- UnknownDocumento64 páginasUnknownJéssica Díaz QuintanaAún no hay calificaciones
- Leyes de La GestaltDocumento22 páginasLeyes de La GestaltpacoAún no hay calificaciones
- 6.3 Tis Teorias para EspecializacionDocumento9 páginas6.3 Tis Teorias para EspecializacionDpe DpeAún no hay calificaciones
- Gerencia Bajo IncertidumbreDocumento4 páginasGerencia Bajo IncertidumbreRichard OstoAún no hay calificaciones
- UNIDAD 3 TAREA 3 Conjuntos PensamientoDocumento14 páginasUNIDAD 3 TAREA 3 Conjuntos PensamientoYulisa ReyesAún no hay calificaciones
- Trabajo de InvestigacionDocumento17 páginasTrabajo de InvestigacionNoe ValladolidAún no hay calificaciones
- Ped BCS 2027Documento356 páginasPed BCS 2027Edith RayaAún no hay calificaciones
- Revista Psicologia ExperimentalDocumento10 páginasRevista Psicologia Experimentaldeadrosed.baeAún no hay calificaciones
- 2.reglamento Interno de Seguridad y Salud en El TrabajoDocumento75 páginas2.reglamento Interno de Seguridad y Salud en El TrabajoLizzy CevallosAún no hay calificaciones
- Clasificacion de La InvestigacionDocumento16 páginasClasificacion de La InvestigacionBryan Alexander Jimenez MartinezAún no hay calificaciones
- Manual - SupervisoresDocumento12 páginasManual - SupervisoresDULCE CANDIDO ALARCONAún no hay calificaciones
- Qué Es La InvestigaciónDocumento2 páginasQué Es La InvestigaciónLiliana Natali Camacho BautistaAún no hay calificaciones
- Aplicar A Un Tiempo Histórico Una Mentalidad Ajena A Él Es Juzgar y No ExplicarDocumento3 páginasAplicar A Un Tiempo Histórico Una Mentalidad Ajena A Él Es Juzgar y No ExplicarJohn RedsAún no hay calificaciones
- Mariana Gomez Control4Documento5 páginasMariana Gomez Control4marianaAún no hay calificaciones
- L Modulo 1 Cetes Pedagogia Preescolar II Lorena AparicioDocumento3 páginasL Modulo 1 Cetes Pedagogia Preescolar II Lorena AparicioLorena Aparicio100% (2)
- Actividad Aplicativa 1.ana Isabel Martín MartínezDocumento3 páginasActividad Aplicativa 1.ana Isabel Martín MartínezAna Verduras Con VAún no hay calificaciones
- Objetivo de La SociologiaDocumento7 páginasObjetivo de La Sociologiacesar pumaAún no hay calificaciones
- Proyecto Alejandra BravoDocumento16 páginasProyecto Alejandra BravoHelen NazarenoAún no hay calificaciones
- Promocion 4to Año 2014-2015Documento17 páginasPromocion 4to Año 2014-2015Nelly Verónica Calpa EncaladaAún no hay calificaciones