También podría gustarte
- UF1250 - Conformación De Elementos MetálicosDe EverandUF1250 - Conformación De Elementos MetálicosAún no hay calificaciones
- Fabricación de Las Estructuras de Los VehículosDocumento22 páginasFabricación de Las Estructuras de Los Vehículosirmipa00Aún no hay calificaciones
- Fundamentos de La Mecánica de Banco 02-2021Documento12 páginasFundamentos de La Mecánica de Banco 02-2021Daniel Fc50% (4)
- Fabricación Por Arranque de MaterialDocumento10 páginasFabricación Por Arranque de MaterialGuillermo IsaacAún no hay calificaciones
- FerrososDocumento11 páginasFerrososChristian ZuritaAún no hay calificaciones
- Elección de Materiales en Función de Sus PropiedadesDocumento29 páginasElección de Materiales en Función de Sus PropiedadesxgilalbeldaAún no hay calificaciones
- Acero EstructuralDocumento21 páginasAcero EstructuralGeovanna PadillaAún no hay calificaciones
- Laboratorio de Ciencia de Los MaterialesDocumento37 páginasLaboratorio de Ciencia de Los MaterialesmiguelmachacaAún no hay calificaciones
- ME MetalicaDocumento162 páginasME MetalicaMario MuñozAún no hay calificaciones
- TPN°3 Propiedades de Los Materiales, Mantenimiento de Aeronaves 5°CSIDocumento7 páginasTPN°3 Propiedades de Los Materiales, Mantenimiento de Aeronaves 5°CSIAntonella SchmidtAún no hay calificaciones
- S03 - s2 - MaterialDocumento32 páginasS03 - s2 - MaterialEl Rincón de PeterAún no hay calificaciones
- Ensayo de Materiales 1 - TeoriaDocumento23 páginasEnsayo de Materiales 1 - TeoriaJESUS BASILIO LEONARDO CCORAHUAAún no hay calificaciones
- Solucionario EEV Muestra UD1 PDFDocumento4 páginasSolucionario EEV Muestra UD1 PDFAsier Iglesias GaldeanoAún no hay calificaciones
- Ensayos y Tratamientos TermicosDocumento19 páginasEnsayos y Tratamientos Termicosfelipe delso rodriguezAún no hay calificaciones
- Examen Final de Conformado Por DeformaciónDocumento4 páginasExamen Final de Conformado Por DeformaciónErika ApazaAún no hay calificaciones
- Examen de Ciencia de MaterialesDocumento8 páginasExamen de Ciencia de MaterialesWagner RamirezAún no hay calificaciones
- Cuaderno TermodinamicaDocumento14 páginasCuaderno TermodinamicaCamilo Fernando Jimenez AndiaAún no hay calificaciones
- Trabajo Parcial - Materiales de ConstrucciónDocumento15 páginasTrabajo Parcial - Materiales de ConstrucciónJhosep BrunoAún no hay calificaciones
- Aluminio y Concreto ReforzadoDocumento7 páginasAluminio y Concreto ReforzadoJUAN REVUELTO HERRERAAún no hay calificaciones
- Clase 3. Metales y SoldadurasDocumento39 páginasClase 3. Metales y SoldadurasMarcelo CabralAún no hay calificaciones
- Tema 3 JDDocumento14 páginasTema 3 JDJuan Daniel Martinez TobosoAún no hay calificaciones
- Acero 2Documento35 páginasAcero 2Diego VillanuevaAún no hay calificaciones
- EXPO Los Materiales Metálicos FinalDocumento28 páginasEXPO Los Materiales Metálicos FinalAngel Cano SilesAún no hay calificaciones
- Guia 2Documento10 páginasGuia 2heidysortega2Aún no hay calificaciones
- Clasificacion de Los Materiales (Clase #3)Documento17 páginasClasificacion de Los Materiales (Clase #3)2012140249Aún no hay calificaciones
- Aleaciones y MetalesDocumento20 páginasAleaciones y MetalesingencalidadAún no hay calificaciones
- Informe Sobre RiegoDocumento18 páginasInforme Sobre RiegoDamaris Stefany Campos YoplacAún no hay calificaciones
- Apuntes de Estructura de Los MaterialesDocumento33 páginasApuntes de Estructura de Los MaterialesEFRAIN HERRERA RODRIGUEZAún no hay calificaciones
- Acero de RefuerzoDocumento29 páginasAcero de Refuerzoangel omar peraltaAún no hay calificaciones
- RA UI Estructura de Los Materiales I Reazola FranciscoDocumento17 páginasRA UI Estructura de Los Materiales I Reazola FranciscoFrancisco Reazola lopezAún no hay calificaciones
- 1.1 Propiedades de AceroDocumento13 páginas1.1 Propiedades de AceroJulio Cesar León LobatoAún no hay calificaciones
- Tratamientos SuperficialesDocumento4 páginasTratamientos SuperficialesBryan FavianAún no hay calificaciones
- Tratamientos TérmicosDocumento22 páginasTratamientos TérmicosNairo MejiaAún no hay calificaciones
- Proceso de FormadoDocumento6 páginasProceso de FormadoFranklin LayaAún no hay calificaciones
- Tracción Del Acero Laminado en CalienteDocumento20 páginasTracción Del Acero Laminado en CalienteIsra NarAún no hay calificaciones
- Perfiles Laminados en FrioDocumento17 páginasPerfiles Laminados en FriodamafeijooAún no hay calificaciones
- Tratamientos TérmicosDocumento2 páginasTratamientos TérmicosCesar Ivan PadillaAún no hay calificaciones
- Selección de Aceros DeBriones PDFDocumento152 páginasSelección de Aceros DeBriones PDFgegegegAún no hay calificaciones
- Capitulo II Elementos de MaquinariaDocumento58 páginasCapitulo II Elementos de MaquinariaRonal Garcia AmbulayAún no hay calificaciones
- Características de Los Productos ForjadosDocumento3 páginasCaracterísticas de Los Productos ForjadosAlexandraAntonellaAymaSayre100% (1)
- Procesos de Manufactura 3Documento5 páginasProcesos de Manufactura 3santhytonatoAún no hay calificaciones
- FuselajeDocumento25 páginasFuselajeÓscar David Henao MerchánAún no hay calificaciones
- Resumen FinalDocumento8 páginasResumen FinalSabrina DimuroAún no hay calificaciones
- Ciencia de Los Materiales BANCO de PREGUNTASDocumento5 páginasCiencia de Los Materiales BANCO de PREGUNTASJuanShecklerZentenoColque100% (1)
- Difusion CobreDocumento6 páginasDifusion CobreJuan Daniel Landin AvilaAún no hay calificaciones
- Colaborativo 1 Materiales IndustrialesDocumento15 páginasColaborativo 1 Materiales IndustrialesEdward OrtizAún no hay calificaciones
- Propiedades de La BicicletaDocumento3 páginasPropiedades de La BicicletaKatherin Johanna MUNOZ FERNANDEZAún no hay calificaciones
- Cuestionario Unidad 4 de Tec. de Los MaterialesDocumento2 páginasCuestionario Unidad 4 de Tec. de Los MaterialesRodolfo Santiago HernandezAún no hay calificaciones
- Preguntas Del AceroDocumento7 páginasPreguntas Del AceroMARIO ALEJANDRO GUEVARA ANTAYAAún no hay calificaciones
- MB02 ContenidosDocumento41 páginasMB02 ContenidosRaul CruzAún no hay calificaciones
- Tratamientos MecanicosDocumento13 páginasTratamientos MecanicosCristian Reinoso ContrerasAún no hay calificaciones
- Trabajo Practico Materiales y EnsayosDocumento9 páginasTrabajo Practico Materiales y Ensayosviviana morenoAún no hay calificaciones
- Selección de Aceros DeBrionesDocumento152 páginasSelección de Aceros DeBrionesCatalina Madriz MasísAún no hay calificaciones
- Estructuras Iii: Taller Vertical de EstructurasDocumento58 páginasEstructuras Iii: Taller Vertical de EstructurascatalinaAún no hay calificaciones
- Estructuras Ii - Materiales EstructuralesDocumento18 páginasEstructuras Ii - Materiales EstructuralesVicky TroyaAún no hay calificaciones
- Monografia Del Acero EstructuralDocumento23 páginasMonografia Del Acero EstructuralFrank Pascumal0% (1)
- DesgasteDocumento25 páginasDesgastedavidAún no hay calificaciones
- Materiales Más Usados en La Construcción de Los Elementos de Las MáquinasDocumento7 páginasMateriales Más Usados en La Construcción de Los Elementos de Las MáquinasCARLOS ALBERTO ELIAS PORTOCARREROAún no hay calificaciones
- Que Es e Acero y Sus ComponentesDocumento6 páginasQue Es e Acero y Sus ComponentesJose Luis HernandezAún no hay calificaciones
- Examen Tema 3 y 4 Estructuras.Documento10 páginasExamen Tema 3 y 4 Estructuras.onorio onoriusAún no hay calificaciones
- ARANDELASDocumento2 páginasARANDELASRaquelAún no hay calificaciones
- Tema 3.odtDocumento6 páginasTema 3.odtRaquelAún no hay calificaciones
- Touch Spanesi - OdtDocumento5 páginasTouch Spanesi - OdtRaquelAún no hay calificaciones
- Actividades Finales Tema 8Documento4 páginasActividades Finales Tema 8RaquelAún no hay calificaciones
- Actividades Finales Tema 5Documento4 páginasActividades Finales Tema 5RaquelAún no hay calificaciones
- Reparación de Un Golpe Mediante Bancada - OdtDocumento3 páginasReparación de Un Golpe Mediante Bancada - OdtRaquelAún no hay calificaciones
- Resumen Tema 1.odtDocumento3 páginasResumen Tema 1.odtRaquelAún no hay calificaciones
- Mediciones Con El Compa de Varas - OdtDocumento3 páginasMediciones Con El Compa de Varas - OdtRaquelAún no hay calificaciones
- Presupuesto Kia Ceed - OdtDocumento2 páginasPresupuesto Kia Ceed - OdtRaquelAún no hay calificaciones
- Medir y Dibujar Una Carroceria - OdtDocumento4 páginasMedir y Dibujar Una Carroceria - OdtRaquelAún no hay calificaciones
- Mediciones Con El Compa de VarasDocumento3 páginasMediciones Con El Compa de VarasRaquelAún no hay calificaciones
- Explicacion BancadaDocumento2 páginasExplicacion BancadaRaquelAún no hay calificaciones
- Medidas de Una Carroceria.Documento10 páginasMedidas de Una Carroceria.RaquelAún no hay calificaciones
- Explicacion Bancada - OdtDocumento2 páginasExplicacion Bancada - OdtRaquelAún no hay calificaciones
- Despiece de Una EstructuraDocumento7 páginasDespiece de Una EstructuraRaquelAún no hay calificaciones
- 4 - Grietas en El SistemaDocumento60 páginas4 - Grietas en El SistemaRaquelAún no hay calificaciones
- Control de La Geometría de La DirecciónDocumento4 páginasControl de La Geometría de La DirecciónRaquelAún no hay calificaciones
- Actividades Finales - OdtDocumento6 páginasActividades Finales - OdtRaquelAún no hay calificaciones
- Cuadrados Metálicos de 6x6 y 5x5.odtDocumento2 páginasCuadrados Metálicos de 6x6 y 5x5.odtRaquelAún no hay calificaciones
- Resistencia LDR Que Enciende Un LedDocumento1 páginaResistencia LDR Que Enciende Un LedRaquelAún no hay calificaciones
- Bancada Fiat PandaDocumento3 páginasBancada Fiat PandaRaquelAún no hay calificaciones
- Elementos Exteriores para El Buggy PDFDocumento3 páginasElementos Exteriores para El Buggy PDFRaquelAún no hay calificaciones
- Bancada Fiat PandaDocumento2 páginasBancada Fiat PandaRaquelAún no hay calificaciones
- 3 - La Próxima Frontera. Los Paises de Bajo Ingrso de Cara Al FuturoDocumento60 páginas3 - La Próxima Frontera. Los Paises de Bajo Ingrso de Cara Al FuturoRaquelAún no hay calificaciones
- 3 - No Hay Tiempo Que PerderDocumento72 páginas3 - No Hay Tiempo Que PerderRaquelAún no hay calificaciones
- 2 - Cómo Moverán Las Piezas Los Mercados EmergentesDocumento68 páginas2 - Cómo Moverán Las Piezas Los Mercados EmergentesRaquelAún no hay calificaciones
- Presupuesto Fiat PandaDocumento3 páginasPresupuesto Fiat PandaRaquelAún no hay calificaciones
- Cuadrados Metálicos de 6x6 y 5x5Documento2 páginasCuadrados Metálicos de 6x6 y 5x5RaquelAún no hay calificaciones
- Practica de SoldaduraDocumento3 páginasPractica de SoldaduraRaquelAún no hay calificaciones
- Proceso de Esmeriladoy AbrasivosDocumento33 páginasProceso de Esmeriladoy AbrasivosJesús Rolando Castillo AlcaláAún no hay calificaciones
- TornoDocumento6 páginasTornoDiana Carolina Palomino SulcaAún no hay calificaciones
- Informe N°2, P.P.P.Documento9 páginasInforme N°2, P.P.P.Joel Juan Valdez QuiñonezAún no hay calificaciones
- TaladrinaDocumento2 páginasTaladrinayuseAún no hay calificaciones
- Estampado en Caliente (Terminado)Documento7 páginasEstampado en Caliente (Terminado)MatiasBarretoAún no hay calificaciones
- Factor de Carga de ExplosivosDocumento2 páginasFactor de Carga de ExplosivoscesarAún no hay calificaciones
- Introduccion y FundicionDocumento17 páginasIntroduccion y FundicionArturo TrejoAún no hay calificaciones
- 7.4.1.1 Insumos EquipamientoDocumento2 páginas7.4.1.1 Insumos EquipamientoFlavio Cesar Riofrio CardenasAún no hay calificaciones
- Preguntas KAHOOT PROCESOSDocumento4 páginasPreguntas KAHOOT PROCESOSWilmer MendezAún no hay calificaciones
- 5.00-Pip-San Sebastian-Analisis de Costos Unitarios A1 1Documento28 páginas5.00-Pip-San Sebastian-Analisis de Costos Unitarios A1 1lobo30Aún no hay calificaciones
- Catalogo TornillosDocumento12 páginasCatalogo Tornillosjorgelopez0685Aún no hay calificaciones
- Checklist Condiciones BásicasDocumento15 páginasChecklist Condiciones Básicasjulio espinoAún no hay calificaciones
- Discontinuidades y DefectosDocumento84 páginasDiscontinuidades y DefectosJuan David Ballesteros RoaAún no hay calificaciones
- Ficha Técnica Andamios CertificadosDocumento9 páginasFicha Técnica Andamios CertificadosAlejandro GonzálezAún no hay calificaciones
- Temario de Tecnologia Mecanica IIDocumento122 páginasTemario de Tecnologia Mecanica IIRafaelAún no hay calificaciones
- Funcionamiento Master TIG EXPERTOSDocumento10 páginasFuncionamiento Master TIG EXPERTOSOscar RivasAún no hay calificaciones
- Tipos de Tableros de Madera: Usos, Propiedades Y CaracterísticasDocumento41 páginasTipos de Tableros de Madera: Usos, Propiedades Y CaracterísticasJose DuarteAún no hay calificaciones
- Presentacion Unidad 1Documento50 páginasPresentacion Unidad 1Caro MoralesAún no hay calificaciones
- Introduccion A La SoldaduraDocumento3 páginasIntroduccion A La Soldaduraselva molinaAún no hay calificaciones
- 3.4. - PST OxicorteDocumento6 páginas3.4. - PST OxicorteYoselin100% (1)
- Análisis de Precio UnitarioDocumento2 páginasAnálisis de Precio UnitarioJorge Luis Jaramillo73% (11)
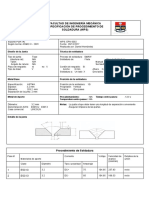
- Facultad de Ingeniería Mecánica Especificación de Procedimiento de Soldadura (WPS) PDFDocumento2 páginasFacultad de Ingeniería Mecánica Especificación de Procedimiento de Soldadura (WPS) PDFDaniel HernándezAún no hay calificaciones
- Operaciones Maquinado Clase 4Documento62 páginasOperaciones Maquinado Clase 4Mauricio Araujo AriasAún no hay calificaciones
- Defectos de La Soldadura....Documento34 páginasDefectos de La Soldadura....GERLIAún no hay calificaciones
- Materiales de Aporte - SmawDocumento45 páginasMateriales de Aporte - SmawAnonymous tI6cgOO7NA100% (3)
- Herrero Carpintero MetálicoDocumento1 páginaHerrero Carpintero MetálicoJulio Cesar Garcia SalasAún no hay calificaciones
- Pre-Informe Digital - Práctica 11Documento14 páginasPre-Informe Digital - Práctica 11aleida vaga chavezAún no hay calificaciones
- CLASE Revenido Del AceroDocumento44 páginasCLASE Revenido Del AceroWilson CalcinaAún no hay calificaciones
- ET-CMA-Carpinteria de Madera GeneralDocumento3 páginasET-CMA-Carpinteria de Madera GeneralMarcos Luis Chuquilin VergaraAún no hay calificaciones
- Actas de Entrega de Papeleria A Septiembre 27 de 2019Documento10 páginasActas de Entrega de Papeleria A Septiembre 27 de 2019David LlanoAún no hay calificaciones
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (201)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- Proyectos Arduino con Tinkercad: Diseño y programación de proyectos electrónicos basados en Arduino con TinkercadDe EverandProyectos Arduino con Tinkercad: Diseño y programación de proyectos electrónicos basados en Arduino con TinkercadCalificación: 5 de 5 estrellas5/5 (1)
- Reconstrucción de dientes endodonciados: Pautas de actuación clínicaDe EverandReconstrucción de dientes endodonciados: Pautas de actuación clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- Trucos para Leer la Mente de los Demás: Cómo Adivinar el Pensamiento de los Demás con Poco Esfuerzo. 2 Libros en 1 - Secretos de la Psicología Oscura, Cómo ser un Detector de MentirasDe EverandTrucos para Leer la Mente de los Demás: Cómo Adivinar el Pensamiento de los Demás con Poco Esfuerzo. 2 Libros en 1 - Secretos de la Psicología Oscura, Cómo ser un Detector de MentirasCalificación: 4.5 de 5 estrellas4.5/5 (3)
- La vibración de las ondas cerebrales: Recuperar el ritmo de una vida saludable y felizDe EverandLa vibración de las ondas cerebrales: Recuperar el ritmo de una vida saludable y felizCalificación: 5 de 5 estrellas5/5 (7)
- El péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaDe EverandEl péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaCalificación: 4.5 de 5 estrellas4.5/5 (27)
- Interpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasDe EverandInterpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasAún no hay calificaciones
- La invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleDe EverandLa invasión de la pseudociencia: Claves para orientarse en un mundo en donde casi todo es posibleCalificación: 4.5 de 5 estrellas4.5/5 (15)
- Guía de cálculo y diseño de conductos para ventilación y climatizaciónDe EverandGuía de cálculo y diseño de conductos para ventilación y climatizaciónCalificación: 5 de 5 estrellas5/5 (1)
- El concepto Mulligan de terapia manual (Color)De EverandEl concepto Mulligan de terapia manual (Color)Calificación: 5 de 5 estrellas5/5 (3)
- Teoría de juegos: Una introducción matemática a la toma de decisionesDe EverandTeoría de juegos: Una introducción matemática a la toma de decisionesCalificación: 4 de 5 estrellas4/5 (1)
- Neurociencia para vencer la depresión: La esprial ascendenteDe EverandNeurociencia para vencer la depresión: La esprial ascendenteCalificación: 4.5 de 5 estrellas4.5/5 (10)
- Neuropsicología: Los fundamentos de la materiaDe EverandNeuropsicología: Los fundamentos de la materiaCalificación: 5 de 5 estrellas5/5 (1)
- Neuroanatomía: Fundamentos de neuroanatomía estructural, funcional y clínicaDe EverandNeuroanatomía: Fundamentos de neuroanatomía estructural, funcional y clínicaCalificación: 4 de 5 estrellas4/5 (16)
- Cardiología y enfermedades cardiovascularesDe EverandCardiología y enfermedades cardiovascularesCalificación: 5 de 5 estrellas5/5 (1)
- 50 técnicas de mindfulness para la ansiedad, la depresión, el estrés y el dolor: Mindfulness como terapiaDe Everand50 técnicas de mindfulness para la ansiedad, la depresión, el estrés y el dolor: Mindfulness como terapiaCalificación: 4 de 5 estrellas4/5 (37)