También podría gustarte
- Reparación en bancada. TMVL0309De EverandReparación en bancada. TMVL0309Calificación: 4.5 de 5 estrellas4.5/5 (2)
- Igualación y preparación de superficies. TMVL0509De EverandIgualación y preparación de superficies. TMVL0509Calificación: 3.5 de 5 estrellas3.5/5 (3)
- Cálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109De EverandCálculo de costes en procesos de mecanizado por arranque de viruta. fmeh0109Aún no hay calificaciones
- Pruebas Varias Al SIE de CombDocumento40 páginasPruebas Varias Al SIE de CombAngel Javier Nonigo100% (6)
- Presentación Sector Automotriz Procesos de ManufacturaDocumento49 páginasPresentación Sector Automotriz Procesos de ManufacturaCamiloMartiinAún no hay calificaciones
- TTMAutomotriz 2Documento40 páginasTTMAutomotriz 2IgnacioGabriel100% (3)
- Herramientas Básica para La Fabricación de Muebles de MelaminaDocumento4 páginasHerramientas Básica para La Fabricación de Muebles de MelaminaAlex Huangal BazánAún no hay calificaciones
- Técnicas básicas de sustitución de elementos amovibles. TMVL0109De EverandTécnicas básicas de sustitución de elementos amovibles. TMVL0109Aún no hay calificaciones
- Técnicas de enmascarado. TMVL0509De EverandTécnicas de enmascarado. TMVL0509Calificación: 5 de 5 estrellas5/5 (1)
- Operaciones de mecanizado por medios automáticos. FMEE0208De EverandOperaciones de mecanizado por medios automáticos. FMEE0208Aún no hay calificaciones
- Montaje y puesta en marcha de sistemas robóticos y sistemas de visión, en bienes de equipo y maquinaria industrial. FMEE0208De EverandMontaje y puesta en marcha de sistemas robóticos y sistemas de visión, en bienes de equipo y maquinaria industrial. FMEE0208Calificación: 3 de 5 estrellas3/5 (1)
- Caja de VelocidadesDocumento26 páginasCaja de VelocidadesLuisZAVA100% (4)
- Ensayo de AutomatizacionDocumento10 páginasEnsayo de AutomatizacionJulian CatañoAún no hay calificaciones
- Introducción a la automatización industrial y los robotsDocumento59 páginasIntroducción a la automatización industrial y los robotsOSKARAún no hay calificaciones
- La Robótica en La Industria AutomotrizDocumento6 páginasLa Robótica en La Industria AutomotrizJuan Pedro QuijandriaAún no hay calificaciones
- Cuestionario Proceso de fabricación de un automovil_Cristian Bernabé ReyesDocumento5 páginasCuestionario Proceso de fabricación de un automovil_Cristian Bernabé ReyesCristian ReyesAún no hay calificaciones
- Aplicaciones de AutomatizacionDocumento4 páginasAplicaciones de AutomatizacionPiero De La CruzAún no hay calificaciones
- Mecatronica en La Industria AutomotrizDocumento6 páginasMecatronica en La Industria AutomotrizJimmy VivancoAún no hay calificaciones
- Automatización línea estampado chapas sector automociónDocumento28 páginasAutomatización línea estampado chapas sector automociónZhikitaaRojitaszRojasAún no hay calificaciones
- Robots de aprendizaje y su impacto en la industria automotrizDocumento6 páginasRobots de aprendizaje y su impacto en la industria automotrizCristhiam De LeónAún no hay calificaciones
- Unidad 5 AutomatizacionDocumento30 páginasUnidad 5 Automatizaciongaboar0% (1)
- Art 1 Formato Revista Volumen 8 Edicion 2 2019Documento7 páginasArt 1 Formato Revista Volumen 8 Edicion 2 2019bellapesantez4Aún no hay calificaciones
- EP2 Mapa Conceptual de Las Normas de Metrología Automotriz.Documento31 páginasEP2 Mapa Conceptual de Las Normas de Metrología Automotriz.Annie AlonsoAún no hay calificaciones
- Informe de Investigación Grupo Los Ingenieros, Sistemas AutomatizadosDocumento12 páginasInforme de Investigación Grupo Los Ingenieros, Sistemas AutomatizadosAngie BetancourthAún no hay calificaciones
- Documento para El ScribDocumento15 páginasDocumento para El ScribIgor Quispe ChoqueAún no hay calificaciones
- Ventajas de La Soldadura AutomatizadaDocumento4 páginasVentajas de La Soldadura AutomatizadaCAMILO ANDRES GARCIA VELANDIAAún no hay calificaciones
- Automatización en La IndustriaDocumento3 páginasAutomatización en La Industriajuan joseAún no hay calificaciones
- Control Numérico - CNC - Apuntes de Ingeniería MecánicaDocumento28 páginasControl Numérico - CNC - Apuntes de Ingeniería MecánicaTry DemosAún no hay calificaciones
- Procesos de Manufactura en La Fabricacion de AutomovilesDocumento6 páginasProcesos de Manufactura en La Fabricacion de AutomovilesErik EduardoAún no hay calificaciones
- Analisis MultifisicoDocumento5 páginasAnalisis MultifisicoELIAN MARTINEZ VEGAAún no hay calificaciones
- Automatización y Robótica de La ConstrucciónDocumento3 páginasAutomatización y Robótica de La ConstrucciónOscarRip100% (1)
- 0 - INFORME FINAL ECONOMIA Competencia Imperfecta 2.0Documento12 páginas0 - INFORME FINAL ECONOMIA Competencia Imperfecta 2.0II ZONA ANTOFAGASTAAún no hay calificaciones
- 0 - INFORME FINAL ECONOMIA Competencia Imperfecta 2.0Documento12 páginas0 - INFORME FINAL ECONOMIA Competencia Imperfecta 2.0II ZONA ANTOFAGASTAAún no hay calificaciones
- Robótica en la industria automotrizDocumento5 páginasRobótica en la industria automotrizyancarlosAún no hay calificaciones
- Automatizacion en La Industria AutomotrizDocumento4 páginasAutomatizacion en La Industria AutomotrizShantal ValenzuelaAún no hay calificaciones
- Tesis 16Documento13 páginasTesis 16Gonzalo Escobar CainaAún no hay calificaciones
- Aplicaciones IndustrialesDocumento5 páginasAplicaciones IndustrialesCristhian CamposAún no hay calificaciones
- 000 Fundamentos-TroqueleriaDocumento86 páginas000 Fundamentos-TroqueleriaPablo StapsAún no hay calificaciones
- Laboratorio 2 Grupo 1AA242 AH MD AB NR LRDocumento6 páginasLaboratorio 2 Grupo 1AA242 AH MD AB NR LRAnaisAún no hay calificaciones
- Taller #1 Automatizacion IndustrialDocumento29 páginasTaller #1 Automatizacion IndustrialNelson ChirinosAún no hay calificaciones
- Estudio de La Robótica en AsturiasDocumento127 páginasEstudio de La Robótica en AsturiaskibolupeAún no hay calificaciones
- Borrador Articulo Lengua MaternaDocumento5 páginasBorrador Articulo Lengua MaternaCamilo López BoteroAún no hay calificaciones
- Tarea 1 - MetrologiaDocumento8 páginasTarea 1 - Metrologiaosvaldo cabreraAún no hay calificaciones
- Sistemas Avanzados de ManufacturaDocumento4 páginasSistemas Avanzados de ManufacturaEduardlifetacAún no hay calificaciones
- IntroduccionDocumento3 páginasIntroduccioncristopher alemanAún no hay calificaciones
- Proyecto de InvestigaciónDocumento5 páginasProyecto de InvestigaciónMoises HerreraAún no hay calificaciones
- Importancia de Los Sistemas CAD-CAM en El Sector Industrial Colombiano, Especialmente en El Área de La Ingeniería Mecánica.Documento8 páginasImportancia de Los Sistemas CAD-CAM en El Sector Industrial Colombiano, Especialmente en El Área de La Ingeniería Mecánica.Laura Steffania Montero Collazos0% (1)
- Sistema de ProducciónDocumento3 páginasSistema de ProducciónJosé Ávila BAún no hay calificaciones
- Preguntas y Respuestas de La EntrevistaDocumento8 páginasPreguntas y Respuestas de La EntrevistaANDRES PG26Aún no hay calificaciones
- Impacto de La Tribología en Los Costos de Manufactura y MantenimientoDocumento18 páginasImpacto de La Tribología en Los Costos de Manufactura y MantenimientoEdgarAún no hay calificaciones
- Procesos de Ensamble y CNCDocumento10 páginasProcesos de Ensamble y CNCJairen Humberto Sanchez MendozaAún no hay calificaciones
- CNC y CAD-CAM Aplicado A Procesos de ProduccionDocumento19 páginasCNC y CAD-CAM Aplicado A Procesos de ProduccionSergio QuinterosAún no hay calificaciones
- Innovaciones Tecnológicas en Maquinaria PesadaDocumento49 páginasInnovaciones Tecnológicas en Maquinaria PesadaIvan Condori MamaniAún no hay calificaciones
- Investigacion 1. Diseño Mec 1. AutomatizacionDocumento17 páginasInvestigacion 1. Diseño Mec 1. Automatizacionmiguel menaAún no hay calificaciones
- Taller BMWDocumento7 páginasTaller BMWDaniela Vallejo CadavidAún no hay calificaciones
- Tarea U3 S7 Alejandro NuñezDocumento8 páginasTarea U3 S7 Alejandro NuñezAle NuñeztAún no hay calificaciones
- Industria Autopartes ES PDFDocumento39 páginasIndustria Autopartes ES PDFvanesaAún no hay calificaciones
- Ev Final DiseñosDocumento21 páginasEv Final DiseñosChristian OrtegaAún no hay calificaciones
- La Fabricacion Aditiva. Tecnologia Avanzada para El Diseño y Desarrollo de Productos.Documento11 páginasLa Fabricacion Aditiva. Tecnologia Avanzada para El Diseño y Desarrollo de Productos.Gon NanzerAún no hay calificaciones
- Pregunta Libro y de TesisDocumento4 páginasPregunta Libro y de TesisDiana Estefania Quillupangui ChAún no hay calificaciones
- Actualización de sistemas mecatrónicos en el proceso de armado de automóvilesDocumento14 páginasActualización de sistemas mecatrónicos en el proceso de armado de automóvilesBryan Alexis Rodriguez VazquezAún no hay calificaciones
- MuestreoDocumento2 páginasMuestreoZhikitaaRojitaszRojasAún no hay calificaciones
- Automatización línea estampado chapasDocumento3 páginasAutomatización línea estampado chapasZhikitaaRojitaszRojasAún no hay calificaciones
- Welder AcorazadaDocumento1 páginaWelder AcorazadaZhikitaaRojitaszRojasAún no hay calificaciones
- LimitesDocumento1 páginaLimitesZhikitaaRojitaszRojasAún no hay calificaciones
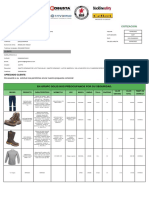
- Proforma 2390054974001 2022 09 15Documento2 páginasProforma 2390054974001 2022 09 15ZhikitaaRojitaszRojasAún no hay calificaciones
- Estampación de ChapasDocumento5 páginasEstampación de ChapasZhikitaaRojitaszRojasAún no hay calificaciones
- Archivo 2023124161550Documento6 páginasArchivo 2023124161550ZhikitaaRojitaszRojasAún no hay calificaciones
- Taller 6 ProyectosDocumento12 páginasTaller 6 ProyectosZhikitaaRojitaszRojasAún no hay calificaciones
- Warrior LightDocumento1 páginaWarrior LightZhikitaaRojitaszRojasAún no hay calificaciones
- SOCRATESDocumento4 páginasSOCRATESZhikitaaRojitaszRojasAún no hay calificaciones
- SempladesDocumento23 páginasSempladesZhikitaaRojitaszRojasAún no hay calificaciones
- Tds Yaratera Calcinit v1Documento1 páginaTds Yaratera Calcinit v1ZhikitaaRojitaszRojasAún no hay calificaciones
- BautizoDocumento6 páginasBautizoZhikitaaRojitaszRojasAún no hay calificaciones
- Resumen Expo Casa AbiertaDocumento2 páginasResumen Expo Casa AbiertaZhikitaaRojitaszRojasAún no hay calificaciones
- Informe A LanacionDocumento4 páginasInforme A LanacionZhikitaaRojitaszRojasAún no hay calificaciones
- EmprDocumento5 páginasEmprZhikitaaRojitaszRojasAún no hay calificaciones
- FranquiciasDocumento4 páginasFranquiciasZhikitaaRojitaszRojasAún no hay calificaciones
- Que Es Exactamente Una CertificaciónDocumento6 páginasQue Es Exactamente Una CertificaciónZhikitaaRojitaszRojasAún no hay calificaciones
- Tesis Rompope Ing OrtizDocumento12 páginasTesis Rompope Ing OrtizZhikitaaRojitaszRojasAún no hay calificaciones
- Pi 11 FinalDocumento16 páginasPi 11 FinalJENNIFER ANGELICA ROBLES ESCOBARAún no hay calificaciones
- Introduccion Al CementoDocumento11 páginasIntroduccion Al CementoJUAN SMIP MACALUPU SILUPUAún no hay calificaciones
- Pm-Ie.004 Procedimiento de Instalacion de Sistemas de TierrasDocumento11 páginasPm-Ie.004 Procedimiento de Instalacion de Sistemas de TierrasSergio EstradaAún no hay calificaciones
- NCh2577-2001 Construccion - Barras de Plastico Reforzado Con Fibras de Vidrio, Fibras de Carbono y Fibras Aramidas - RequisitosDocumento15 páginasNCh2577-2001 Construccion - Barras de Plastico Reforzado Con Fibras de Vidrio, Fibras de Carbono y Fibras Aramidas - RequisitosJORGE ROJOAún no hay calificaciones
- Pam Ep Ecu Qaqc 20 PRC 005 01Documento34 páginasPam Ep Ecu Qaqc 20 PRC 005 01Santiago GuallichicoAún no hay calificaciones
- DehnDocumento1 páginaDehndavid augusto duarte cobosAún no hay calificaciones
- Proceso de Conminución 111Documento10 páginasProceso de Conminución 111JOSE CARLOS QUISPE DE LA CRUZAún no hay calificaciones
- PresentaciónDocumento13 páginasPresentaciónainhoaAún no hay calificaciones
- Raymundo PRDocumento238 páginasRaymundo PRAxl LeyvaAún no hay calificaciones
- Tubos de cobre ASTM B111Documento7 páginasTubos de cobre ASTM B111SERVICIOS INTEGRALES OSDAAún no hay calificaciones
- PLANOS SOLID WORKS Tornillo-.25-28-.1.5 PLANO CON MEDIDASDocumento1 páginaPLANOS SOLID WORKS Tornillo-.25-28-.1.5 PLANO CON MEDIDASespi toanyoneAún no hay calificaciones
- Problemas de torneado y fresado para determinar tiempos de corteDocumento3 páginasProblemas de torneado y fresado para determinar tiempos de corteJheri Teddy Alcon YujraAún no hay calificaciones
- Carta 084 Solicitud de Desembolsos para El Adelanto de Materiales o Insumos N 04Documento13 páginasCarta 084 Solicitud de Desembolsos para El Adelanto de Materiales o Insumos N 04Contratistas Sac MarcoAún no hay calificaciones
- Análisis de Precios Unitarios: PáginaDocumento37 páginasAnálisis de Precios Unitarios: Páginageorge albert yaAún no hay calificaciones
- Análisis de costos de construcción hospitalDocumento38 páginasAnálisis de costos de construcción hospitalgerson yonatan chavez vasquezAún no hay calificaciones
- Reporte Visita Apulco ISADocumento16 páginasReporte Visita Apulco ISA22030567Aún no hay calificaciones
- Ex ParcialDocumento16 páginasEx ParcialRobinson Gardin Vilca0% (1)
- Metodologías de Estandarización Del Trabajo, Diseño Antropométrico y 8Ds Como Estrategia de Mejora de Procesos de Manufactura: Estudios de CasoDocumento156 páginasMetodologías de Estandarización Del Trabajo, Diseño Antropométrico y 8Ds Como Estrategia de Mejora de Procesos de Manufactura: Estudios de CasoPaulina FernándezAún no hay calificaciones
- Cu Electricas Ubs ValdelomarDocumento31 páginasCu Electricas Ubs ValdelomarALBERTAún no hay calificaciones
- TB Alcantarillado 450 MM KoplastDocumento1 páginaTB Alcantarillado 450 MM KoplastJhon Charles Huacac FuentesAún no hay calificaciones
- Carrera: ARQUITECTURA Catedra: Tecnología de La Construcción IDocumento80 páginasCarrera: ARQUITECTURA Catedra: Tecnología de La Construcción IGonzalo Rosario PachecoAún no hay calificaciones
- HT EXATUB E71T-1M - Ed 09Documento1 páginaHT EXATUB E71T-1M - Ed 09Sergio AlejandroAún no hay calificaciones
- Perturbadores Endocrinos: Clasificación Del PlásticoDocumento1 páginaPerturbadores Endocrinos: Clasificación Del Plásticodiegoeduriveraleon9105Aún no hay calificaciones
- ACTA INVENTARIO DE BIENES CURTINCAPAC 2023Documento11 páginasACTA INVENTARIO DE BIENES CURTINCAPAC 2023centrodesaludtipoacurtincapacAún no hay calificaciones
- Presentación Manipulación de MaterialesDocumento14 páginasPresentación Manipulación de MaterialesB Gary AcostaAún no hay calificaciones
- Presentación Velty Ecopapel 2019Documento14 páginasPresentación Velty Ecopapel 2019Fabiola FloresAún no hay calificaciones
- Instituto Técnico Salesiano "Lorenzo Massa" Tucumán - ArgentinaDocumento34 páginasInstituto Técnico Salesiano "Lorenzo Massa" Tucumán - ArgentinaLeonel GuevaraAún no hay calificaciones
- Actividad 6.simulacion Virtual PlantDocumento28 páginasActividad 6.simulacion Virtual Plantlos vasquezAún no hay calificaciones
- Cuestionario 1 Tecnología de Unión de MaterialesDocumento2 páginasCuestionario 1 Tecnología de Unión de MaterialesTomas Da RifAún no hay calificaciones