También podría gustarte
- Pastas, morteros, adhesivos y hormigones. EOCB0209De EverandPastas, morteros, adhesivos y hormigones. EOCB0209Aún no hay calificaciones
- Procesamiento de Ceramica y CermertDocumento33 páginasProcesamiento de Ceramica y CermertJuan Paredes CamposAún no hay calificaciones
- Procesamiento de Cerámicas y CermetsDocumento7 páginasProcesamiento de Cerámicas y CermetsKoner39 Map CreatorAún no hay calificaciones
- 2do ExamenDocumento31 páginas2do ExamenBenito Puma CruzAún no hay calificaciones
- Clase 13-CERÁMICOSDocumento46 páginasClase 13-CERÁMICOSGabrielaAún no hay calificaciones
- Obtención de Los Materiales Cerámicos (Trabajo Guía)Documento4 páginasObtención de Los Materiales Cerámicos (Trabajo Guía)Johan Sebastian Torres GómezAún no hay calificaciones
- Fabricación moldes yeso colaje barbotinaDocumento13 páginasFabricación moldes yeso colaje barbotinaJhoel CRAún no hay calificaciones
- CivillllllllllllDocumento5 páginasCivilllllllllllljulio meleanAún no hay calificaciones
- Manufactura CeramicosDocumento18 páginasManufactura CeramicosDaniel González OrtegaAún no hay calificaciones
- Laboratorio de Cerámicos y Refractarios 5Documento18 páginasLaboratorio de Cerámicos y Refractarios 5Lesly LeyvaAún no hay calificaciones
- Laboratorio de Cerámicos y Refractarios 1Documento35 páginasLaboratorio de Cerámicos y Refractarios 1Lesly LeyvaAún no hay calificaciones
- Cemento Via SecaDocumento7 páginasCemento Via SecaElier Cossio OAún no hay calificaciones
- Tarea 6 Las ArcillasDocumento10 páginasTarea 6 Las ArcillaskarvalxAún no hay calificaciones
- Procesamiento de Ceramicas y CermetsDocumento31 páginasProcesamiento de Ceramicas y CermetsErick VillarrealAún no hay calificaciones
- Informe 5 de Procesos de ManufacturaDocumento5 páginasInforme 5 de Procesos de ManufacturaJorge Bonifaz MartinezAún no hay calificaciones
- Métodos de Fabricación de Cerámicos Refractarios Informe PDFDocumento13 páginasMétodos de Fabricación de Cerámicos Refractarios Informe PDFAguirre Gonzáles Cristhian Arnold100% (1)
- Practicas CeramicosDocumento15 páginasPracticas CeramicosJorge De LiraAún no hay calificaciones
- Práctica 06 Obtención de Materiales Cerámicos Tipo PorcelanasDocumento12 páginasPráctica 06 Obtención de Materiales Cerámicos Tipo PorcelanasLILIANA KAREN IDME RAMOSAún no hay calificaciones
- Informe 6 CerámicosDocumento9 páginasInforme 6 CerámicosRuben Dario Caraguay100% (1)
- Procesamiento de Ceramicos, Vidrios y SuperconductoresDocumento17 páginasProcesamiento de Ceramicos, Vidrios y SuperconductoresOrlando Charis PerezAún no hay calificaciones
- Moldeo en Arena VerdeDocumento7 páginasMoldeo en Arena VerdeLuz Sherly Colque SalasAún no hay calificaciones
- Moldeo en VerdeDocumento12 páginasMoldeo en Verdeandersis13Aún no hay calificaciones
- Molienda de EsmaltesDocumento41 páginasMolienda de EsmaltesAntonio DiezAún no hay calificaciones
- G 6 Conformado Por Colaje de Barbotina de Productos CeramicosDocumento25 páginasG 6 Conformado Por Colaje de Barbotina de Productos CeramicosJhoel ChaucaAún no hay calificaciones
- Síntesis y Procesado de Materiales Cerámicos CompletoDocumento30 páginasSíntesis y Procesado de Materiales Cerámicos CompletoJuanAún no hay calificaciones
- Práctica Especial Cerámica - Sinterizacion y ConformadoDocumento13 páginasPráctica Especial Cerámica - Sinterizacion y ConformadoAndy ValozAún no hay calificaciones
- Preguntas Examen Cerámica2Documento2 páginasPreguntas Examen Cerámica2joluviesAún no hay calificaciones
- Fundicion en ArenaDocumento24 páginasFundicion en Arenaerik_tlvAún no hay calificaciones
- Historia y Evolución de La MatriceríaDocumento13 páginasHistoria y Evolución de La Matriceríapeep0% (1)
- CONFORMADO CERÁMICODocumento24 páginasCONFORMADO CERÁMICOErnesto Rodriguez100% (1)
- Vaciado y Tape Casting CeramicosDocumento6 páginasVaciado y Tape Casting CeramicosIvan LopezAún no hay calificaciones
- Moldes y MachosDocumento13 páginasMoldes y MachosJorgeJonathan100% (1)
- Práctica Especial Cerámica Guia LAB2 MT-2582 PDFDocumento13 páginasPráctica Especial Cerámica Guia LAB2 MT-2582 PDFEliKax!Aún no hay calificaciones
- Conformado de CerámicaDocumento6 páginasConformado de CerámicaRafaAún no hay calificaciones
- Unidad3 Actividad3.1 Campos Mata Pablo AlfonsoDocumento11 páginasUnidad3 Actividad3.1 Campos Mata Pablo AlfonsoPABLO ALFONSO CAMPOS MATAAún no hay calificaciones
- 2.3 Proceso de Fabricación de Baldosas Cerámicas - Blog ConstrumaticaDocumento22 páginas2.3 Proceso de Fabricación de Baldosas Cerámicas - Blog ConstrumaticaAlejo LiAún no hay calificaciones
- Moldes de ArenaDocumento7 páginasMoldes de ArenaJorge MatuteAún no hay calificaciones
- Laboratorio Barbotina fiNALDocumento10 páginasLaboratorio Barbotina fiNALEduard Malagon CamargoAún no hay calificaciones
- Moldeo en Arena VerdeDocumento7 páginasMoldeo en Arena VerdeLuis Romero100% (1)
- La Aglomeración en Procesos para Materiales CerámicosDocumento6 páginasLa Aglomeración en Procesos para Materiales CerámicosNoel BernalAún no hay calificaciones
- Manufactura de Los Materiales Cerámicos PDFDocumento35 páginasManufactura de Los Materiales Cerámicos PDFKoner39 Map CreatorAún no hay calificaciones
- MaterialesConstrucciónDocumento25 páginasMaterialesConstrucciónClaudio ArosAún no hay calificaciones
- Moldeo en fundiciónDocumento19 páginasMoldeo en fundiciónalberto rivas blasAún no hay calificaciones
- Procesamiento de Ceramicas NuevasDocumento11 páginasProcesamiento de Ceramicas NuevasKristi FranklinAún no hay calificaciones
- 2.las Materias Primas - PreparacionDocumento57 páginas2.las Materias Primas - PreparacionJorge Enrique SalazarAún no hay calificaciones
- Cuestionario 11procesos de La Fundicion DemetalesDocumento26 páginasCuestionario 11procesos de La Fundicion Demetalesstephany andrea57% (7)
- 7 pasos elaborar ladrilloDocumento8 páginas7 pasos elaborar ladrilloingritAún no hay calificaciones
- Propiedades Físicas y Quimicas Del AdobeDocumento8 páginasPropiedades Físicas y Quimicas Del AdobeAdilene Luna25% (4)
- Elaboración de Moldes Desechables ARENA VERDEDocumento16 páginasElaboración de Moldes Desechables ARENA VERDEDaniela Villegas MunguíaAún no hay calificaciones
- Cap 3 Proc de Elab de CeramDocumento104 páginasCap 3 Proc de Elab de CeramSalvador AyalaAún no hay calificaciones
- Practica 6 - Arena VerdeDocumento6 páginasPractica 6 - Arena VerdeMauro SánchezAún no hay calificaciones
- Cuarto Laboratorio de Conformado de CerámicosDocumento7 páginasCuarto Laboratorio de Conformado de CerámicosErika ApazaAún no hay calificaciones
- Moldeo en Arena VerdeDocumento7 páginasMoldeo en Arena VerdejdavidcvAún no hay calificaciones
- Materiales Cerámicos y Vidrios IntroducciónDocumento6 páginasMateriales Cerámicos y Vidrios IntroducciónDebora Santana100% (2)
- Moldes Profe YulaiDocumento2 páginasMoldes Profe YulaiJack GarciaAún no hay calificaciones
- ProcesosDocumento11 páginasProcesosalexis soteloAún no hay calificaciones
- Traccion Mortero de Cemento HidraulicoDocumento12 páginasTraccion Mortero de Cemento HidraulicoGloria PerazaAún no hay calificaciones
- Proceso de Fabricación de RefractariaDocumento8 páginasProceso de Fabricación de RefractariaMarioAún no hay calificaciones
- FundicionDocumento5 páginasFundicionAmali Chura MamaniAún no hay calificaciones
- Proceso de Obtencion de La CeramicaDocumento10 páginasProceso de Obtencion de La CeramicaLuis SantillanoAún no hay calificaciones
- Cuadro Comparativo m3Documento20 páginasCuadro Comparativo m3SELM TUTORAún no hay calificaciones
- Análisis de la película Cama Adentro y las relaciones socialesDocumento2 páginasAnálisis de la película Cama Adentro y las relaciones socialesSELM TUTORAún no hay calificaciones
- Foro Practico de MaterialesDocumento12 páginasForo Practico de MaterialesSELM TUTORAún no hay calificaciones
- Pido para un Chanel: crítica a la adicción a las apariencias y el consumismoDocumento2 páginasPido para un Chanel: crítica a la adicción a las apariencias y el consumismoSELM TUTORAún no hay calificaciones
- Foro de Sociología m4 Covid 19 TicsDocumento5 páginasForo de Sociología m4 Covid 19 TicsSELM TUTORAún no hay calificaciones
- Tarea 1 Caso DegradacionDocumento38 páginasTarea 1 Caso DegradacionSELM TUTORAún no hay calificaciones
- Inyeccion de LegoDocumento19 páginasInyeccion de LegoSELM TUTORAún no hay calificaciones
- Materia Prima de Los LegosDocumento3 páginasMateria Prima de Los LegosSELM TUTORAún no hay calificaciones
- Foro Ceramicos 2Documento6 páginasForo Ceramicos 2SELM TUTORAún no hay calificaciones
- Virtudes de Edward Snowden: ¿traidor o héroeDocumento1 páginaVirtudes de Edward Snowden: ¿traidor o héroeSELM TUTORAún no hay calificaciones
- Estudio de Caso de Ética SnowdenDocumento4 páginasEstudio de Caso de Ética SnowdenSELM TUTORAún no hay calificaciones
- Foro de Debate ÉticaDocumento3 páginasForo de Debate ÉticaSELM TUTORAún no hay calificaciones
- Foro de ÉticaDocumento2 páginasForo de ÉticaSELM TUTORAún no hay calificaciones
- Foro de ÁlgebraDocumento2 páginasForo de ÁlgebraSELM TUTORAún no hay calificaciones
- Estudio de Caso de Ética SnowdenDocumento3 páginasEstudio de Caso de Ética SnowdenSELM TUTORAún no hay calificaciones
- Tarea 1. TecnoDocumento4 páginasTarea 1. TecnoVictor CruzAún no hay calificaciones
- Bibliografia de TesisDocumento6 páginasBibliografia de TesisLILIANA MARCELA SANTIAGO GOMEZAún no hay calificaciones
- Normas Calidad de La CervezaDocumento2 páginasNormas Calidad de La CervezaFelipe Arcila ZambranoAún no hay calificaciones
- Guia 5 - Construcción y Mantenimiento de Redes EléctricasDocumento10 páginasGuia 5 - Construcción y Mantenimiento de Redes Eléctricasoscar giraldoAún no hay calificaciones
- Pre Practica 7 Presion de Vapor de Un Líquido PuroDocumento4 páginasPre Practica 7 Presion de Vapor de Un Líquido PuroEstefaníaAún no hay calificaciones
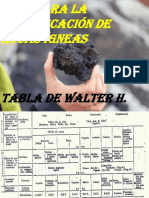
- Practica 7. - Guia para La Identificacion de Rocas Igneas WHDocumento56 páginasPractica 7. - Guia para La Identificacion de Rocas Igneas WHYEYSON ELI SEGOVIA ZABALETAAún no hay calificaciones
- Práctica Compuestos de CoordinaciónDocumento7 páginasPráctica Compuestos de CoordinaciónDaniel RFAún no hay calificaciones
- Glucósido CianogénicoDocumento3 páginasGlucósido Cianogénicoluis angel zegarra tuanamaAún no hay calificaciones
- Inmunomedica 60006149Documento7 páginasInmunomedica 60006149Paulo rojas valdesAún no hay calificaciones
- Torta (Postre) de Frutos RojosDocumento3 páginasTorta (Postre) de Frutos RojosYuly GameroAún no hay calificaciones
- TP N4 Quimica Aplicada 4to 2da - FCI Hidruros y Sales BinariasDocumento4 páginasTP N4 Quimica Aplicada 4to 2da - FCI Hidruros y Sales BinariasaguastinproAún no hay calificaciones
- Estudio de CasoDocumento7 páginasEstudio de CasoLeón Diaz MarianyAún no hay calificaciones
- Daa 20 Af 1Documento2 páginasDaa 20 Af 1Jesús SánchezAún no hay calificaciones
- L&D-DEA01 Anexo Ficha Tecnica Hipoclorito Al 14%Documento3 páginasL&D-DEA01 Anexo Ficha Tecnica Hipoclorito Al 14%victorAún no hay calificaciones
- Guía de laboratorio Química Orgánica - 2024-1Documento185 páginasGuía de laboratorio Química Orgánica - 2024-1camilaavilaa568Aún no hay calificaciones
- Soluciones reguladoras y su importanciaDocumento7 páginasSoluciones reguladoras y su importanciaRenzo TrujilloAún no hay calificaciones
- Limpieza y desinfección de ambulanciasDocumento59 páginasLimpieza y desinfección de ambulanciasGabi VerdezotoAún no hay calificaciones
- Aplicaciones LogaritmosDocumento2 páginasAplicaciones Logaritmoslauraamartell.03Aún no hay calificaciones
- Formación ácido nítrico NO2-O3-H2ODocumento2 páginasFormación ácido nítrico NO2-O3-H2OpaolaAún no hay calificaciones
- Primer Trabajo PracticoDocumento2 páginasPrimer Trabajo PracticoIvan EreiraAún no hay calificaciones
- Formato Permiso Trabajo CalienteDocumento2 páginasFormato Permiso Trabajo CalienteAdriana Marcela Garcia SalcedoAún no hay calificaciones
- S2 - Características de Los AlimentosDocumento11 páginasS2 - Características de Los AlimentosCristelHuamanDelgadoAún no hay calificaciones
- C-12 Fyh Gua BajaDocumento102 páginasC-12 Fyh Gua BajaLuz GramajoAún no hay calificaciones
- Diuretic OsDocumento17 páginasDiuretic OsRaúl AssadAún no hay calificaciones
- Métodos de esterilización y desinfección: hipoclorito, peróxido de hidrógenoDocumento24 páginasMétodos de esterilización y desinfección: hipoclorito, peróxido de hidrógenosergioAún no hay calificaciones
- Infografia FosfogliceridosDocumento2 páginasInfografia FosfogliceridosBrenda AdameAún no hay calificaciones
- HDS8021 BasesDocumento7 páginasHDS8021 BasesBiomédica CMOAún no hay calificaciones
- Estequiometría de Las CombustionesDocumento11 páginasEstequiometría de Las CombustionesPAOLA ANDREA VILLAFANE VILLABAAún no hay calificaciones
- Bromatologia CaramelizacionDocumento4 páginasBromatologia CaramelizacionPerla MuñozAún no hay calificaciones
- Informe Contenido de HumedadDocumento5 páginasInforme Contenido de HumedadAnibal HerreraAún no hay calificaciones
- Interpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasDe EverandInterpretación del ECG: Una Guía Práctica e Intuitiva para Aprender a Leer el ECG y Diagnosticar y Tratar ArritmiasAún no hay calificaciones
- Batidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoDe EverandBatidos Verdes Depurativos y Antioxidantes: Aumenta tu Vitalidad con Smoothie Detox Durante 10 Días Para Adelgazar y Bajar de Peso: Aumenta tu vitalidad con smoothie detox durante 10 días para adelgazar y bajar de pesoCalificación: 5 de 5 estrellas5/5 (2)
- Zensorialmente : Dejá que tu cuerpo sea tu cerebroDe EverandZensorialmente : Dejá que tu cuerpo sea tu cerebroAún no hay calificaciones
- Anatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasDe EverandAnatomía & 100 estiramientos Esenciales (Color): Técnicas, beneficios, precauciones, consejos, tablas de series, dolenciasCalificación: 4.5 de 5 estrellas4.5/5 (21)
- La revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaDe EverandLa revolución de la glucosa: Equilibra tus niveles de glucosa y cambiarás tu salud y tu vidaCalificación: 5 de 5 estrellas5/5 (200)
- Disciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreDe EverandDisciplina Mental: Técnicas infalibles para lograr todo lo que te propones y eliminar la pereza y la procrastinación de tu vida para siempreCalificación: 5 de 5 estrellas5/5 (3)
- Fisiopatología de las enfermedades cardiovascularesDe EverandFisiopatología de las enfermedades cardiovascularesCalificación: 5 de 5 estrellas5/5 (1)
- La metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceDe EverandLa metamedicina. Cada síntoma es un mensaje: La curación a tu alcanceCalificación: 5 de 5 estrellas5/5 (8)
- Neurociencia para vencer la depresión: La esprial ascendenteDe EverandNeurociencia para vencer la depresión: La esprial ascendenteCalificación: 4.5 de 5 estrellas4.5/5 (10)
- El libro conciso de la punción seca: Manual del terapeuta para las aplicaciones en los puntos gatillo miofasciales (Color)De EverandEl libro conciso de la punción seca: Manual del terapeuta para las aplicaciones en los puntos gatillo miofasciales (Color)Calificación: 3 de 5 estrellas3/5 (2)
- Reconstrucción de dientes endodonciados: Pautas de actuación clínicaDe EverandReconstrucción de dientes endodonciados: Pautas de actuación clínicaCalificación: 5 de 5 estrellas5/5 (4)
- Neuroanatomía: Fundamentos de neuroanatomía estructural, funcional y clínicaDe EverandNeuroanatomía: Fundamentos de neuroanatomía estructural, funcional y clínicaCalificación: 4 de 5 estrellas4/5 (16)
- La vibración de las ondas cerebrales: Recuperar el ritmo de una vida saludable y felizDe EverandLa vibración de las ondas cerebrales: Recuperar el ritmo de una vida saludable y felizCalificación: 5 de 5 estrellas5/5 (7)
- Trucos para Leer la Mente de los Demás: Cómo Adivinar el Pensamiento de los Demás con Poco Esfuerzo. 2 Libros en 1 - Secretos de la Psicología Oscura, Cómo ser un Detector de MentirasDe EverandTrucos para Leer la Mente de los Demás: Cómo Adivinar el Pensamiento de los Demás con Poco Esfuerzo. 2 Libros en 1 - Secretos de la Psicología Oscura, Cómo ser un Detector de MentirasCalificación: 4.5 de 5 estrellas4.5/5 (3)
- Desastres y emergencias. Prevención, mitigación y preparaciónDe EverandDesastres y emergencias. Prevención, mitigación y preparaciónCalificación: 4 de 5 estrellas4/5 (5)
- Cómo hacer aviones de papel y otros objetos voladoresDe EverandCómo hacer aviones de papel y otros objetos voladoresAún no hay calificaciones
- Notas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesDe EverandNotas de clase. Manual de farmacognosia: Análisis microscópico y fitoquímico, y usos de plantas medicinalesAún no hay calificaciones
- El péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaDe EverandEl péndulo de sanación: Péndulo hebreo. Investigación y sistematización de la técnicaCalificación: 4.5 de 5 estrellas4.5/5 (27)
- Neuropsicología: Los fundamentos de la materiaDe EverandNeuropsicología: Los fundamentos de la materiaCalificación: 5 de 5 estrellas5/5 (1)
- Sistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)De EverandSistema nervioso y osteopatía: Nervios periféricos, meninges craneales y espinales, y sistema nervioso vegetativo (Color)Calificación: 5 de 5 estrellas5/5 (9)