También podría gustarte
- Filtros y VisoresDocumento16 páginasFiltros y Visoresyulimar medinaAún no hay calificaciones
- 47869594-Manual de Operacion 580 N PDFDocumento388 páginas47869594-Manual de Operacion 580 N PDFLuis Alberto Quintana Guzman100% (1)
- Envases de vidrio de uso farmacéutico (guía para el control de calidad)De EverandEnvases de vidrio de uso farmacéutico (guía para el control de calidad)Calificación: 4 de 5 estrellas4/5 (1)
- Historia Del Cafe - CalidadDocumento57 páginasHistoria Del Cafe - CalidadDIANA CATALINA BARRERA CARDENASAún no hay calificaciones
- Ficha Tecnica Kumis ColantaDocumento5 páginasFicha Tecnica Kumis ColantaAna Maria Serna JimenezAún no hay calificaciones
- Practica 1 2Documento15 páginasPractica 1 2Henry Galvez RamirezAún no hay calificaciones
- TALLER LINEA Especializada para TextilesDocumento41 páginasTALLER LINEA Especializada para TextileskandslipkoyAún no hay calificaciones
- Reporte 6 - LEM LV - Equipo 1Documento12 páginasReporte 6 - LEM LV - Equipo 1Karlita RoldanAún no hay calificaciones
- Iván D Parra - Resumen de Benjamín Labatut - Un Verdor TerribleDocumento5 páginasIván D Parra - Resumen de Benjamín Labatut - Un Verdor TerribleIvan ParraAún no hay calificaciones
- Diseño de JabonDocumento52 páginasDiseño de JabonEderBuitragoGavilan100% (3)
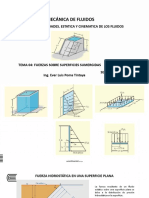
- Tema 04 Fuerzas Sobre Superficies SumergidasDocumento35 páginasTema 04 Fuerzas Sobre Superficies SumergidasYsac Bpc100% (1)
- Temario de Examen Rpas 2018 - Parte 1Documento8 páginasTemario de Examen Rpas 2018 - Parte 1juanAún no hay calificaciones
- Reporte de Práctica Laboratorio - Tamizado - Equipo N4Documento12 páginasReporte de Práctica Laboratorio - Tamizado - Equipo N4Coral DiazAún no hay calificaciones
- Imforme de Lab de Cuanti-Grupo N°1Documento9 páginasImforme de Lab de Cuanti-Grupo N°1Christian Anccasi CaceresAún no hay calificaciones
- Fase 3 Trabajo Colaborativo 2 Grupo 212033 13Documento59 páginasFase 3 Trabajo Colaborativo 2 Grupo 212033 13Jhon N. SalazarAún no hay calificaciones
- Descriptor de Equipo Chocolate OriginalDocumento22 páginasDescriptor de Equipo Chocolate OriginalAnla LauraAún no hay calificaciones
- Informe DeshidratadoDocumento8 páginasInforme DeshidratadoneyyjuniorpcAún no hay calificaciones
- ARROZ SONORA OkDocumento2 páginasARROZ SONORA Okjacid lunaAún no hay calificaciones
- Ft-Frijol CastillaDocumento1 páginaFt-Frijol CastillaJorge Armando Guzman ServaAún no hay calificaciones
- Ecoline 400-800Documento27 páginasEcoline 400-800Cristian FrancoAún no hay calificaciones
- Composicion Helado ChirimoyaDocumento3 páginasComposicion Helado ChirimoyaleirometalAún no hay calificaciones
- Composicion Helado FrutillaDocumento3 páginasComposicion Helado FrutillaleirometalAún no hay calificaciones
- Ft-Frijol Canario.Documento1 páginaFt-Frijol Canario.Jorge Armando Guzman ServaAún no hay calificaciones
- Helado Soft Ventus VainillaDocumento3 páginasHelado Soft Ventus VainillaleirometalAún no hay calificaciones
- Analisis Economico Del MantenimientoDocumento16 páginasAnalisis Economico Del MantenimientoPedro Pablo Arteaga LlaczaAún no hay calificaciones
- INFORME PRACTICA #5 Elaboración de Masas DulcesDocumento8 páginasINFORME PRACTICA #5 Elaboración de Masas DulcessaraAún no hay calificaciones
- Diseño de PlantasDocumento35 páginasDiseño de PlantasGonna MoveAún no hay calificaciones
- Cartas Tecnologicas - Yurasitovallos - Fase3Documento12 páginasCartas Tecnologicas - Yurasitovallos - Fase3Yurasit OvallosAún no hay calificaciones
- Taller de BARISMO BÁSICODocumento42 páginasTaller de BARISMO BÁSICOramon albertoAún no hay calificaciones
- Producción de SolventesDocumento50 páginasProducción de SolventesOmar MarmolejoAún no hay calificaciones
- Ficha Tecnica Arveja Cereales Mi CosechaDocumento4 páginasFicha Tecnica Arveja Cereales Mi CosechaDianaAún no hay calificaciones
- Agitación y MezcladoDocumento19 páginasAgitación y MezcladoAnonymous mWJcs1UULSAún no hay calificaciones
- INFORME 1 de Presencialidad QuimicaDocumento10 páginasINFORME 1 de Presencialidad QuimicaKevin AtomsAún no hay calificaciones
- Nectar de MangoDocumento10 páginasNectar de MangoFederico De La Cruz AlanAún no hay calificaciones
- Operaciones PreliminaresDocumento11 páginasOperaciones PreliminaresCastiyo Silva RamiroAún no hay calificaciones
- Opera C I Ones Prelimina Res 2017Documento14 páginasOpera C I Ones Prelimina Res 2017Jose GonzalezAún no hay calificaciones
- Ficha Técnica Té Chai Latte CarameloDocumento6 páginasFicha Técnica Té Chai Latte CarameloLeidy Mabel GARCIA CANTILLOAún no hay calificaciones
- Yarleque Navarro Celi Zapata Espinoza Chapilliquen ACTUADORES (4) .Documento13 páginasYarleque Navarro Celi Zapata Espinoza Chapilliquen ACTUADORES (4) .Alondra Luciana Yarleque NavarroAún no hay calificaciones
- Lccu-206 - Cuaderno de Informes - 5Documento10 páginasLccu-206 - Cuaderno de Informes - 5Pachañu SssAún no hay calificaciones
- Fursemida 40mgDocumento12 páginasFursemida 40mgScandJjharolcitoxsAún no hay calificaciones
- Harina de HabaDocumento5 páginasHarina de HabaScheo CastroAún no hay calificaciones
- 10-FT Lenteja Cereales Mi CosechaDocumento6 páginas10-FT Lenteja Cereales Mi CosechaAlejandra VargasAún no hay calificaciones
- Diagrama de Flujo Chorizo de Pollo y Sub ProductosDocumento19 páginasDiagrama de Flujo Chorizo de Pollo y Sub ProductosMarco Antonio Sayago Maldonado50% (2)
- Ft-Maiz Pop Corn.Documento1 páginaFt-Maiz Pop Corn.Jorge Armando Guzman ServaAún no hay calificaciones
- Practica 07 Reduccion de Tamaño Grupo 8Documento23 páginasPractica 07 Reduccion de Tamaño Grupo 8Yenny Rojas ShuanAún no hay calificaciones
- Kion y Palmito Mod PDFDocumento2 páginasKion y Palmito Mod PDFDiana Yesica Muñoz Cisneros100% (1)
- Ficha Tecnica Cortes BasicosDocumento2 páginasFicha Tecnica Cortes BasicosCristian Rodriguez ArevaloAún no hay calificaciones
- Ficha Técnica Chocolate Oscuro Mínimo 53,7% Cacao - 220701 - 124842Documento6 páginasFicha Técnica Chocolate Oscuro Mínimo 53,7% Cacao - 220701 - 124842JeanmarAún no hay calificaciones
- FT Arroz Juliana 2Documento1 páginaFT Arroz Juliana 2Lisseth del PortilloAún no hay calificaciones
- INNOVACIONDocumento10 páginasINNOVACIONMelissa RosasAún no hay calificaciones
- Grupal Fase2 Grupo 26Documento27 páginasGrupal Fase2 Grupo 26Will RiosAún no hay calificaciones
- Variables Dependientes y Independientes-1Documento3 páginasVariables Dependientes y Independientes-1Ada NeyvaAún no hay calificaciones
- Balance de Masas BOCACHICODocumento6 páginasBalance de Masas BOCACHICOJenifer GomezAún no hay calificaciones
- Copia de Formato Muestra EloteDocumento1 páginaCopia de Formato Muestra EloteGabriel DiazAún no hay calificaciones
- FASE4 - Aporteindividual - Yurasit Ovallos...Documento16 páginasFASE4 - Aporteindividual - Yurasit Ovallos...Yurasit OvallosAún no hay calificaciones
- Trituracion de ZincDocumento17 páginasTrituracion de ZincMiguel Mauricio Flores AlvaradoAún no hay calificaciones
- Secado Natural CongonaDocumento15 páginasSecado Natural CongonaFranco Flores BalaguerAún no hay calificaciones
- Ficha Tecnica Arveja Amarilla CerealesDocumento4 páginasFicha Tecnica Arveja Amarilla CerealesDianaAún no hay calificaciones
- Jabón de Tocador ReyesDocumento19 páginasJabón de Tocador ReyesIsis Paola Reyes MartinezAún no hay calificaciones
- Hoja de Reporte - LAB UTP - 4Documento6 páginasHoja de Reporte - LAB UTP - 4MaribelAún no hay calificaciones
- Prácticas de Control de Calidad de CacaoDocumento8 páginasPrácticas de Control de Calidad de CacaoYAQUELYN ISIQUE LUISAún no hay calificaciones
- Presentación AglomeraciónDocumento18 páginasPresentación Aglomeraciónjohana mendezAún no hay calificaciones
- FORMULAS TALLER PANIFICACION TGPA TGCC ActualizadoDocumento97 páginasFORMULAS TALLER PANIFICACION TGPA TGCC ActualizadoINGRI NATALIA FORERO NAVARROAún no hay calificaciones
- Practica #1-1Documento9 páginasPractica #1-1Valentino Maguiña AbantoAún no hay calificaciones
- Informe de Laboratorio 2Documento16 páginasInforme de Laboratorio 2Carolina Gutierrez SilvaAún no hay calificaciones
- BioaliDocumento11 páginasBioaliLuisaferValencianoAún no hay calificaciones
- Manual - Sundyne AT 68-11Documento115 páginasManual - Sundyne AT 68-11Javier Santana GarcíaAún no hay calificaciones
- Prácticalab1 VirtualDocumento12 páginasPrácticalab1 VirtualMarianna Ramírez MejíaAún no hay calificaciones
- Equilibrio QuimicoDocumento14 páginasEquilibrio QuimicoMiguel DominguezAún no hay calificaciones
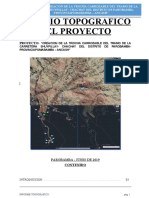
- 1.00 Informe Topograficos HuanchaylloDocumento21 páginas1.00 Informe Topograficos HuanchaylloWalter MelitonAún no hay calificaciones
- Práctica 2. Torre de Pared MojadaDocumento10 páginasPráctica 2. Torre de Pared MojadaEduard UchihaAún no hay calificaciones
- Trigonometria Plan de Apoyo Periodo Iii Resuelto Andres Ramos 10°4Documento12 páginasTrigonometria Plan de Apoyo Periodo Iii Resuelto Andres Ramos 10°4ANDRES RAMOS 1104Aún no hay calificaciones
- 3º Mejora Del Terreno-Prof. Antonio Arcos-Master MIGET 2018-19Documento35 páginas3º Mejora Del Terreno-Prof. Antonio Arcos-Master MIGET 2018-19Emmanuel MejiaAún no hay calificaciones
- Técnicas RadiograficasDocumento18 páginasTécnicas RadiograficasMaria Fernanda Macias HernandezAún no hay calificaciones
- Aula 03Documento13 páginasAula 03Luis Fernando Ñavincopa OrihuelaAún no hay calificaciones
- Lista de Precios Rodennstok Venta - 2021 - Lock 1Documento122 páginasLista de Precios Rodennstok Venta - 2021 - Lock 1Julio Cesar Barrera Reyes0% (1)
- 03 - Tarea SET BDocumento2 páginas03 - Tarea SET BMargaritaAún no hay calificaciones
- Procedimiento para El Mantenimiento de Los Sistemas de MedicionDocumento13 páginasProcedimiento para El Mantenimiento de Los Sistemas de MedicionRobertoCarlosRamosChicanaAún no hay calificaciones
- Reporte LCD & LM35Documento4 páginasReporte LCD & LM35Danii HerreraAún no hay calificaciones
- Como Hacer Transformador FlybackDocumento5 páginasComo Hacer Transformador FlybackRuso García Esqueda0% (1)
- Guia 5 (4P) Fisica 2021 (Decimo)Documento6 páginasGuia 5 (4P) Fisica 2021 (Decimo)Natalia Pacheco DiazAún no hay calificaciones
- Cronograma Sustentaciones Grados 25 de JunioDocumento12 páginasCronograma Sustentaciones Grados 25 de JunioMartha LilianaAún no hay calificaciones
- 205 MANUAL MIL-TEK Mod 306Documento36 páginas205 MANUAL MIL-TEK Mod 306Ruben Calvo AlonsoAún no hay calificaciones
- PhDay2021 JMFDocumento5 páginasPhDay2021 JMFJose FusterAún no hay calificaciones
- Final - 01 06 18Documento2 páginasFinal - 01 06 18LolaAún no hay calificaciones
- Tema 5 Fuentes de Energia ElectricaDocumento20 páginasTema 5 Fuentes de Energia Electricavictor raul gonzalez paicoAún no hay calificaciones
- S01 S2.1-Taller Práctico 1Documento2 páginasS01 S2.1-Taller Práctico 1Maximo raul Leon alacuteAún no hay calificaciones
- Trabajo Grupal AnálisisDocumento14 páginasTrabajo Grupal AnálisisElizabeth QuitoAún no hay calificaciones
- P1 - Tarea 2Documento4 páginasP1 - Tarea 2Marlon Mayorga BgmAún no hay calificaciones
- Resumen Cálculo Vectorial 2018B EPNDocumento97 páginasResumen Cálculo Vectorial 2018B EPNKAGGHGAún no hay calificaciones