También podría gustarte
- SSPC Guia 11 TraduccionDocumento6 páginasSSPC Guia 11 TraduccionjorgepetroleoAún no hay calificaciones
- Construcción muros materiales ladrillo piedra bloque adobeDocumento150 páginasConstrucción muros materiales ladrillo piedra bloque adobeEmilio Guerra U.100% (1)
- VIL-MEC-QC-REG-012 REGISTRO - Aplicacion de Recubrimiento - 3ra Capa - Resanes - KM 67+383.246Documento4 páginasVIL-MEC-QC-REG-012 REGISTRO - Aplicacion de Recubrimiento - 3ra Capa - Resanes - KM 67+383.246Hector ChiroqueAún no hay calificaciones
- 2182-PCOM-MEC-005-Rev. 00 - Proc. Gral Maquinas A SoldarDocumento8 páginas2182-PCOM-MEC-005-Rev. 00 - Proc. Gral Maquinas A SoldarVidal ChoqueAún no hay calificaciones
- P.P.H 10 MONTAJE DE VALVULAS 26ACCIONDocumento41 páginasP.P.H 10 MONTAJE DE VALVULAS 26ACCIONdesireevillarroel5Aún no hay calificaciones
- Puma-Gp-Cc 012-700-E-Op-002 - D Tableros Distribución Electricos de FaenaDocumento26 páginasPuma-Gp-Cc 012-700-E-Op-002 - D Tableros Distribución Electricos de Faenafeliponsio9Aún no hay calificaciones
- SST-PRO-CYM-045 - PETS Preparación de Superficie, Aplicación y Resanes de Pintura (Pets+Iperc)Documento27 páginasSST-PRO-CYM-045 - PETS Preparación de Superficie, Aplicación y Resanes de Pintura (Pets+Iperc)DERECK AUGUSTO VEGA GONZALESAún no hay calificaciones
- Procedimiento Encofrado y DesencofradoDocumento19 páginasProcedimiento Encofrado y DesencofradoHector ChiroqueAún no hay calificaciones
- Vil-P-Qua-17 Procedimiento de Preparación de Superficie y Pintura en Tuberias en Contacto Con CrudoDocumento22 páginasVil-P-Qua-17 Procedimiento de Preparación de Superficie y Pintura en Tuberias en Contacto Con CrudoHector ChiroqueAún no hay calificaciones
- Vil-P-Qua-17 Procedimiento de Preparación de Superficie y Pintura en Tuberias en Contacto Con CrudoDocumento22 páginasVil-P-Qua-17 Procedimiento de Preparación de Superficie y Pintura en Tuberias en Contacto Con CrudoHector ChiroqueAún no hay calificaciones
- 1-Alcance para Mantenimiento y Pruebas de Equipos de Patio Se PrincipalDocumento1 página1-Alcance para Mantenimiento y Pruebas de Equipos de Patio Se PrincipalHlangaAún no hay calificaciones
- Calibracion y Montaje de Instrumentos-DDocumento19 páginasCalibracion y Montaje de Instrumentos-DAnonymous coFpTel5X2Aún no hay calificaciones
- Procedimiento de aceroDocumento19 páginasProcedimiento de aceroHector Chiroque0% (1)
- P-GCO-11 MONTAJE DE CONECTORES CONNEX MEDIA TENSION Rev. 01Documento19 páginasP-GCO-11 MONTAJE DE CONECTORES CONNEX MEDIA TENSION Rev. 01Favio Garcia100% (1)
- Alena - Procedimiento Energizacion Circuito 1 BORRADORDocumento17 páginasAlena - Procedimiento Energizacion Circuito 1 BORRADORjorgeAún no hay calificaciones
- SGC-P-SS-06 Rev.B Instalación de Faena (Rev B PP 29-11)Documento42 páginasSGC-P-SS-06 Rev.B Instalación de Faena (Rev B PP 29-11)JoseluisalegriaAún no hay calificaciones
- Curso PemDocumento106 páginasCurso PemWizz_rteAún no hay calificaciones
- Rac 11Documento15 páginasRac 11Luis Ponce100% (1)
- PROCEDIMIENTO Prueba Fugas Rev. 0Documento11 páginasPROCEDIMIENTO Prueba Fugas Rev. 0antonio gutierrez100% (1)
- 5 - Bat Series Batteries - EspañolDocumento2 páginas5 - Bat Series Batteries - EspañolAdriana Rmz HdzAún no hay calificaciones
- SPR - ANSI Vs IECDocumento8 páginasSPR - ANSI Vs IECLEONARDOAún no hay calificaciones
- Curso Calidad de La Energia PDFDocumento3 páginasCurso Calidad de La Energia PDFcfcr3272Aún no hay calificaciones
- GGT-IO-SSOMA-006 Uso y Cuidados de Los Equipos de Protección Personal V7Documento37 páginasGGT-IO-SSOMA-006 Uso y Cuidados de Los Equipos de Protección Personal V7dpazzegarraAún no hay calificaciones
- Nueva norma UNE 23007-14 sobre sistemas de detección de incendiosDocumento5 páginasNueva norma UNE 23007-14 sobre sistemas de detección de incendiosmiguelpazosAún no hay calificaciones
- Cortem Group - Evolventes de DerivacionDocumento312 páginasCortem Group - Evolventes de DerivacionDaniel NavasAún no hay calificaciones
- PETS de RanuradoDocumento15 páginasPETS de RanuradoBracamonte VaronAún no hay calificaciones
- 109-D91PC-020 - Procedimiento Pruebas de LazoDocumento7 páginas109-D91PC-020 - Procedimiento Pruebas de LazoDanny Eduardo Mejia RivadeneiraAún no hay calificaciones
- Commissioning de Plantas de CapitalDocumento13 páginasCommissioning de Plantas de Capitalamarcruz305Aún no hay calificaciones
- Sobrecarga de Transform Adores Inmersos en Aceite MineralDocumento24 páginasSobrecarga de Transform Adores Inmersos en Aceite MineralDiego ChaverryAún no hay calificaciones
- Puesta en Servicio de Instalaciones Frigorificas IndustrialesDocumento13 páginasPuesta en Servicio de Instalaciones Frigorificas Industrialesjosti accAún no hay calificaciones
- Arrestador de Flama 2000Documento9 páginasArrestador de Flama 2000jeancasalAún no hay calificaciones
- Transmisor de PresionDocumento8 páginasTransmisor de PresionLenin Rozas AlarconAún no hay calificaciones
- PM-M-AIT-AIT-AU-PT-12-051 Pruebas Funcionales A UPS PDFDocumento42 páginasPM-M-AIT-AIT-AU-PT-12-051 Pruebas Funcionales A UPS PDFOscar AvilezAún no hay calificaciones
- Sgo Npiw Exe SWD CND 93001 Montaje de Cubiertas Rev 1Documento27 páginasSgo Npiw Exe SWD CND 93001 Montaje de Cubiertas Rev 1Ricardo Andres Ojeda VidalAún no hay calificaciones
- Listas de Verficacion Equipos EnergizadosDocumento2 páginasListas de Verficacion Equipos EnergizadosCanoAún no hay calificaciones
- MP47 - 00 - 161715 Procedimiento para Reparacion y Prueba Neumática de Pontones en Tanques de Techo FlotanteDocumento13 páginasMP47 - 00 - 161715 Procedimiento para Reparacion y Prueba Neumática de Pontones en Tanques de Techo Flotante•It's Mari Cami•Aún no hay calificaciones
- Especificaciones Tècnicas Mantenimiento Predicitivo Act.Documento15 páginasEspecificaciones Tècnicas Mantenimiento Predicitivo Act.Eldriz MalaveAún no hay calificaciones
- 1.2.6 Guía Taller 1 Seguridad ElectricaDocumento9 páginas1.2.6 Guía Taller 1 Seguridad Electricadaniel alfredoAún no hay calificaciones
- PT 01 PE 02 Pruebas de Hi Pot A Cables de EnergíaDocumento8 páginasPT 01 PE 02 Pruebas de Hi Pot A Cables de EnergíaOSCAR TRUJILLOAún no hay calificaciones
- 16to Programa Cwi - Indura PeruDocumento7 páginas16to Programa Cwi - Indura PeruFabian LlivichuscaAún no hay calificaciones
- Diseño de un horno eléctrico de arco de 500 kgDocumento205 páginasDiseño de un horno eléctrico de arco de 500 kgJean Rivera100% (1)
- Desarrollo de Planes para Realización de PrecomisionadoDocumento2 páginasDesarrollo de Planes para Realización de PrecomisionadoKike SilvaAún no hay calificaciones
- Pam Ec 30 PRC 007 0Documento8 páginasPam Ec 30 PRC 007 0Fabry IsmhaelAún no hay calificaciones
- Pmal 435 Op W 035 2Documento20 páginasPmal 435 Op W 035 2Q Llanos HenryAún no hay calificaciones
- 6 Valvuals de Exceso de Flujo Check LlenadoDocumento17 páginas6 Valvuals de Exceso de Flujo Check LlenadojohnneracalAún no hay calificaciones
- 1600 Ensayo Presión Líneas de Instrumentación de ProcesosDocumento7 páginas1600 Ensayo Presión Líneas de Instrumentación de Procesossantiago barrionuevoAún no hay calificaciones
- Trabajos en Proximidad PDFDocumento16 páginasTrabajos en Proximidad PDFWil DAún no hay calificaciones
- Manual Det-Tronics OPECLDocumento45 páginasManual Det-Tronics OPECLYhony Gamarra Vargas100% (1)
- CV SES 2018 Rev 02Documento7 páginasCV SES 2018 Rev 02Sara Mariel Perez YañezAún no hay calificaciones
- Equipo de Tratamiento Térmico 6 ZonasDocumento40 páginasEquipo de Tratamiento Térmico 6 ZonasrafaeldctAún no hay calificaciones
- AjustePernosConexionesEléctricasDocumento7 páginasAjustePernosConexionesEléctricasRody GCAún no hay calificaciones
- Plan de Circulación Maquinaria PesadaDocumento21 páginasPlan de Circulación Maquinaria PesadaRolando SagredoAún no hay calificaciones
- Datasheet 8.Gabinete42UR PDFDocumento2 páginasDatasheet 8.Gabinete42UR PDFOscar Damián Gómez HernándezAún no hay calificaciones
- Lubricacion en Equipos Rotativos CGDocumento20 páginasLubricacion en Equipos Rotativos CGcesarAún no hay calificaciones
- Listado de Verificaciòn DS 594Documento8 páginasListado de Verificaciòn DS 594Joaquin Aguirre AguirreAún no hay calificaciones
- CFP-V-PO-005 Precomisionado de Montaje de Valvulas Rev. ADocumento4 páginasCFP-V-PO-005 Precomisionado de Montaje de Valvulas Rev. AErickAún no hay calificaciones
- PR-0000BY-K-208-RB (Tendido y Acondicionamiento de Fibra Óptica en Bancoductos)Documento14 páginasPR-0000BY-K-208-RB (Tendido y Acondicionamiento de Fibra Óptica en Bancoductos)cardejulioAún no hay calificaciones
- Modernización acería iluminaciónDocumento8 páginasModernización acería iluminaciónPiero Israel Rivera GarcíaAún no hay calificaciones
- Mediciones de Aislación Electrica2 PDFDocumento0 páginasMediciones de Aislación Electrica2 PDFMonra EnriqueAún no hay calificaciones
- 09 03 2017 OSAT SSDGyF MIRALEJOSDocumento13 páginas09 03 2017 OSAT SSDGyF MIRALEJOSJuan LuisAún no hay calificaciones
- Cap 3 Instalaciones de MT y BTDocumento26 páginasCap 3 Instalaciones de MT y BTErwin RojasAún no hay calificaciones
- Preguntas Comunes CEPIDocumento2 páginasPreguntas Comunes CEPIhugo rubenAún no hay calificaciones
- Guía 8-PrácticasDocumento8 páginasGuía 8-PrácticasWALTHER ALFREDO ACEVEDO LOPEZAún no hay calificaciones
- COD-POC-01 Procedimiento de Fabricacion de Estructuras MetalicasDocumento17 páginasCOD-POC-01 Procedimiento de Fabricacion de Estructuras MetalicasHelar Armejo VasquezAún no hay calificaciones
- VIL-PROC-MEC-07 - ORN - Rev. 00Documento15 páginasVIL-PROC-MEC-07 - ORN - Rev. 00TonyRiverosBecerraAún no hay calificaciones
- 4.- EI22070-P142GSA-110-PR-QC-004_B PROCEDIMIENTO DE PINTURA DE ESTRUCTURASDocumento14 páginas4.- EI22070-P142GSA-110-PR-QC-004_B PROCEDIMIENTO DE PINTURA DE ESTRUCTURASindanthonyhrAún no hay calificaciones
- VIL-SIG-QUA-REG-040 Registro de Inspeccion Con Equipo Holday Detector de Alto Voltaje KM 39+812.20 - ResanesDocumento52 páginasVIL-SIG-QUA-REG-040 Registro de Inspeccion Con Equipo Holday Detector de Alto Voltaje KM 39+812.20 - ResanesHector ChiroqueAún no hay calificaciones
- Informe de Aplicacion de Pintura Progresiva 158.510.24 2Documento10 páginasInforme de Aplicacion de Pintura Progresiva 158.510.24 2Hector ChiroqueAún no hay calificaciones
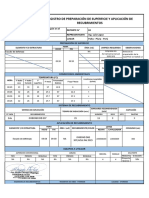
- REGISTRO DE PREPARACION DE SUPERFICIE - 2DA CAPA-rev1Documento2 páginasREGISTRO DE PREPARACION DE SUPERFICIE - 2DA CAPA-rev1Hector ChiroqueAún no hay calificaciones
- Inf - Taller Enace - Fabricacion y Montaje de Zaranda - Corcrusac - GH Coin - Misky Mayo - Junio 2022 - HCHDocumento10 páginasInf - Taller Enace - Fabricacion y Montaje de Zaranda - Corcrusac - GH Coin - Misky Mayo - Junio 2022 - HCHHector ChiroqueAún no hay calificaciones
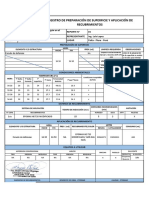
- REGISTRO DE PREPARACION DE SUPERFICIE - 3RA CAPA-rev1Documento2 páginasREGISTRO DE PREPARACION DE SUPERFICIE - 3RA CAPA-rev1Hector ChiroqueAún no hay calificaciones
- VIL-SIG-QUA-REG-039 Registro de Adherencia Por Metodo de Tracción (Recuperado) RMB1Documento3 páginasVIL-SIG-QUA-REG-039 Registro de Adherencia Por Metodo de Tracción (Recuperado) RMB1Hector ChiroqueAún no hay calificaciones
- Aplicación de capa de poliuretano en brazo de cargaDocumento10 páginasAplicación de capa de poliuretano en brazo de cargaHector ChiroqueAún no hay calificaciones
- INFORME DE APLICACION DE PINTURA PROGRESIVA 158+510.24 - Ensayos Rev2Documento3 páginasINFORME DE APLICACION DE PINTURA PROGRESIVA 158+510.24 - Ensayos Rev2Hector ChiroqueAún no hay calificaciones
- REG. ESPESORES EN PELICULA SECA - 3RA CAPA-rev1Documento1 páginaREG. ESPESORES EN PELICULA SECA - 3RA CAPA-rev1Hector ChiroqueAún no hay calificaciones
- REG. ESPESORES EN PELICULA SECA - 1RA CAPA-rev1Documento1 páginaREG. ESPESORES EN PELICULA SECA - 1RA CAPA-rev1Hector ChiroqueAún no hay calificaciones
- REGISTRO DE PREPARACION DE SUPERFICIE - 1RA CAPA Rev1Documento2 páginasREGISTRO DE PREPARACION DE SUPERFICIE - 1RA CAPA Rev1Hector ChiroqueAún no hay calificaciones
- Vil-Mec-Qc-Reg-004-Resanes o Touch UpDocumento3 páginasVil-Mec-Qc-Reg-004-Resanes o Touch UpHector ChiroqueAún no hay calificaciones
- REG. ESPESORES EN PELICULA SECA - 2DA CAPA-rev1Documento1 páginaREG. ESPESORES EN PELICULA SECA - 2DA CAPA-rev1Hector ChiroqueAún no hay calificaciones
- Análisis Químico Corporación CruzDocumento1 páginaAnálisis Químico Corporación CruzHector ChiroqueAún no hay calificaciones
- Informe Final - Etermar - Terminales Portuarios Euroandinos - Paita - 26.06.2022-Rev1Documento14 páginasInforme Final - Etermar - Terminales Portuarios Euroandinos - Paita - 26.06.2022-Rev1Hector ChiroqueAún no hay calificaciones
- Vil Mec QC Reg 004 Rmb1 y TuberiaDocumento4 páginasVil Mec QC Reg 004 Rmb1 y TuberiaHector ChiroqueAún no hay calificaciones
- Vlc-Pr-Qua-007 Procedimiento Preparacion de Superficie Manual y Mecanica Rev 1Documento5 páginasVlc-Pr-Qua-007 Procedimiento Preparacion de Superficie Manual y Mecanica Rev 1Hector ChiroqueAún no hay calificaciones
- Blooming and BlushingDocumento6 páginasBlooming and BlushingHector ChiroqueAún no hay calificaciones
- VLC-PR-QUA-003 Deteccion de Agua o Aceite en Aire Comprimido REV 01Documento4 páginasVLC-PR-QUA-003 Deteccion de Agua o Aceite en Aire Comprimido REV 01Hector ChiroqueAún no hay calificaciones
- Vlc-Pr-Qua-004 Procedimiento de Evaluacion Del Nivel de Polvo en La Superficie Antes de La Aplicación Del Recubrimiento Rev 01Documento7 páginasVlc-Pr-Qua-004 Procedimiento de Evaluacion Del Nivel de Polvo en La Superficie Antes de La Aplicación Del Recubrimiento Rev 01Hector ChiroqueAún no hay calificaciones
- Procedimiento Obras de ConcretoDocumento22 páginasProcedimiento Obras de ConcretoHector ChiroqueAún no hay calificaciones
- Aplicación de capa de poliuretano en brazo de cargaDocumento10 páginasAplicación de capa de poliuretano en brazo de cargaHector ChiroqueAún no hay calificaciones
- Vil-P-Qua-14 Procedimiento de Touch-Up o Resane en Campo Rev 1Documento5 páginasVil-P-Qua-14 Procedimiento de Touch-Up o Resane en Campo Rev 1Hector ChiroqueAún no hay calificaciones
- Procedimiento Demolicion y Eliminancion de Estructuras de ConcretoDocumento12 páginasProcedimiento Demolicion y Eliminancion de Estructuras de ConcretoHector ChiroqueAún no hay calificaciones
- Metodos de Separacion de MezclasDocumento6 páginasMetodos de Separacion de MezclasGeanlee Vela RiosAún no hay calificaciones
- Sopa de LetrasDocumento1 páginaSopa de LetrasROSARIO GPEAún no hay calificaciones
- Evaluación Diagnóstica Química 10°Documento1 páginaEvaluación Diagnóstica Química 10°RamónAún no hay calificaciones
- Taller de Apoyo Grado 11 Periodo 2 - 2023Documento4 páginasTaller de Apoyo Grado 11 Periodo 2 - 2023carlos mario jaramillo ospinaAún no hay calificaciones
- Monografia de Analisis Químico InstrumentalDocumento9 páginasMonografia de Analisis Químico InstrumentalGeena Lopez PeredaAún no hay calificaciones
- Cinetica Quimica EjerciciosDocumento7 páginasCinetica Quimica EjerciciosManuel G.CAún no hay calificaciones
- Compuestos inorgánicos: definición y ejemplosDocumento5 páginasCompuestos inorgánicos: definición y ejemplosDamelys BoyerAún no hay calificaciones
- Practica 4 TecnologiaDocumento17 páginasPractica 4 Tecnologiadaniel maguiñaAún no hay calificaciones
- Manual Qca Gral I y IiDocumento115 páginasManual Qca Gral I y IiJOSE MIGUEL FIGUEROA BARRAZAAún no hay calificaciones
- Ejercicios de TecnoDocumento12 páginasEjercicios de TecnoESTEBAN JAIR RODAS CASTILLOAún no hay calificaciones
- Practica de Laboratorio N°3 Volumenes Molares Parciales 1. ObjetivosDocumento4 páginasPractica de Laboratorio N°3 Volumenes Molares Parciales 1. ObjetivosJohnjairo Edu Romero EspinoAún no hay calificaciones
- Propiedades y aplicaciones del butiraldehidoDocumento1 páginaPropiedades y aplicaciones del butiraldehidoRut Gabriela100% (1)
- Fuego Griego-1Documento4 páginasFuego Griego-1MATIAS PLAZAAún no hay calificaciones
- Procedimiento Cabina 2303Documento22 páginasProcedimiento Cabina 2303VIVIANA LILI DAVILA VELAZQUEZAún no hay calificaciones
- Taller de Quimica Punto 4Documento9 páginasTaller de Quimica Punto 4luz stella IBAÑEZ ARIASAún no hay calificaciones
- Saponificación de grasas y ácidos carboxílicosDocumento8 páginasSaponificación de grasas y ácidos carboxílicosSthefanía Elizabeth TisalemaAún no hay calificaciones
- Pressurepro Conservación Del Sistema Advance 1 RM 110: PropiedadesDocumento2 páginasPressurepro Conservación Del Sistema Advance 1 RM 110: PropiedadesJunior GLAún no hay calificaciones
- Segundo Examen Opcional PDFDocumento4 páginasSegundo Examen Opcional PDFJuan Camilo Ramirez ChipeAún no hay calificaciones
- Gestion de ResiduoDocumento114 páginasGestion de ResiduoBeto RodriguezAún no hay calificaciones
- Evaporacion 1Documento15 páginasEvaporacion 1Angelli Cossio QuiñonesAún no hay calificaciones
- Ficha de Pigmentos Naturales EcopinturasDocumento7 páginasFicha de Pigmentos Naturales EcopinturascarlosAún no hay calificaciones
- Tarea 1.1.3. SDocumento33 páginasTarea 1.1.3. SRicardo OlmedoAún no hay calificaciones
- 16261915669870Documento18 páginas16261915669870angelica perezAún no hay calificaciones
- Boletin N07 1Documento4 páginasBoletin N07 1Iskandar SaudAún no hay calificaciones
- Folleto de BandasDocumento8 páginasFolleto de BandasRODOLFO HUERTAAún no hay calificaciones
- Determinación Del Peso Molecular de Líquidos Volátiles: Marco Teórico. Ley de Los Gases IdealesDocumento7 páginasDeterminación Del Peso Molecular de Líquidos Volátiles: Marco Teórico. Ley de Los Gases IdealesElvis AguilarAún no hay calificaciones
- FeniletilaminaDocumento4 páginasFeniletilaminaJean Piere LunaAún no hay calificaciones
- Guia de RocasDocumento4 páginasGuia de Rocasbelgica molinaAún no hay calificaciones
- Procedimiento de Limpieza y Desinfección de InstalacionesDocumento13 páginasProcedimiento de Limpieza y Desinfección de InstalacionesJorge Luis Mouat GonzalezAún no hay calificaciones