También podría gustarte
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309De EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Calificación: 5 de 5 estrellas5/5 (1)
- Capitulo 1 Fundición y ColadaDocumento9 páginasCapitulo 1 Fundición y ColadaErnesto Delfino AguirreAún no hay calificaciones
- UF1722 - Organización y gestión de las operaciones de cocción de productos cerámicosDe EverandUF1722 - Organización y gestión de las operaciones de cocción de productos cerámicosAún no hay calificaciones
- Informe FundiciónDocumento5 páginasInforme FundiciónErickGonzalezFrancoAún no hay calificaciones
- Reporte Practica de FundicionDocumento4 páginasReporte Practica de FundicionAlejandro UndaAún no hay calificaciones
- Planilla Tarea Semana 4 Resistencia de MaterialesDocumento8 páginasPlanilla Tarea Semana 4 Resistencia de MaterialesCESAR EDUARDO CALDERON RIOS100% (4)
- La CorbataDocumento21 páginasLa CorbatadennyscardonaAún no hay calificaciones
- Suelos EstabilizadosDocumento106 páginasSuelos EstabilizadosWilliam Ronald Fernandez Medina100% (1)
- Unidad 4. Procesos Industriales de PlasticosDocumento20 páginasUnidad 4. Procesos Industriales de PlasticosNEXTER100% (1)
- FUNDICIONESDocumento10 páginasFUNDICIONESLuis Orozco VenegasAún no hay calificaciones
- Proyecto Moldes PermanentesDocumento11 páginasProyecto Moldes PermanentesCésar MartínezAún no hay calificaciones
- SYLPYL 3900 - 6 - R15a E119, Con Prim y 2001 ASDocumento2 páginasSYLPYL 3900 - 6 - R15a E119, Con Prim y 2001 ASEnrique Rios SantanaAún no hay calificaciones
- Acta de Pactación de Precios Adicional #01Documento3 páginasActa de Pactación de Precios Adicional #01JHILSON100% (1)
- Práctica de Laboratorio 2. FundiciónDocumento5 páginasPráctica de Laboratorio 2. FundiciónAndres Ante VargasAún no hay calificaciones
- Plan de Trabajo - Empalme Textil Faja Portable N°40Documento16 páginasPlan de Trabajo - Empalme Textil Faja Portable N°40Franco Cuadros100% (1)
- Sesion 3. Proceso de Fundicion de MetalesDocumento39 páginasSesion 3. Proceso de Fundicion de MetalesLENIN CAMPOS GUARDIAAún no hay calificaciones
- Sesión06b Fundición en ArenaDocumento22 páginasSesión06b Fundición en ArenaPablo Alejandro Burgos ZavaletaAún no hay calificaciones
- Tor No Automatic oDocumento31 páginasTor No Automatic oLUISSPERBERAún no hay calificaciones
- S09.s1 - Diapositivas de Clase PDFDocumento26 páginasS09.s1 - Diapositivas de Clase PDFEzequiel DurandAún no hay calificaciones
- Lab Manufactura 2 AdrianoDocumento5 páginasLab Manufactura 2 AdrianoAdriano ArenasAún no hay calificaciones
- Fundición, Moldeo y Procesos AfinesDocumento63 páginasFundición, Moldeo y Procesos AfinesLuis Fernando Castrillon ClavijoAún no hay calificaciones
- Informe Final Proyecto FundicionDocumento11 páginasInforme Final Proyecto FundicionAlvaro RamosAún no hay calificaciones
- Fases de Moldeo en ArenaDocumento5 páginasFases de Moldeo en ArenaEdwin WlaAún no hay calificaciones
- Procesos de Manufactura: Dr. Ing. Jaime Salazar MontenegroDocumento24 páginasProcesos de Manufactura: Dr. Ing. Jaime Salazar MontenegroUrsula alca floresAún no hay calificaciones
- Actividad 2 30%Documento16 páginasActividad 2 30%Carlos C.Aún no hay calificaciones
- Presentacion Del ProyectoDocumento36 páginasPresentacion Del ProyectoJose Andres SolorzanoAún no hay calificaciones
- Proceso de Fabricación de Un Anillo en Acero CK45Documento6 páginasProceso de Fabricación de Un Anillo en Acero CK45Caroline Amador MaldonadoAún no hay calificaciones
- Analisis de Micrografias Acero 4140 1018Documento6 páginasAnalisis de Micrografias Acero 4140 1018Marcos PaulAún no hay calificaciones
- Informe Moldeo Por ArenaDocumento8 páginasInforme Moldeo Por ArenanicolevaleriavallejoreyesAún no hay calificaciones
- TP MoldeoDocumento15 páginasTP MoldeoMarco Mussin VigoAún no hay calificaciones
- Procedimientos Especiales de FundicionDocumento43 páginasProcedimientos Especiales de FundicionFreddy CarriónAún no hay calificaciones
- Dender Aguilar Julio - Practica 6Documento4 páginasDender Aguilar Julio - Practica 6Julio DenderAún no hay calificaciones
- Semana2 Aplicacion-Proceso de Fundicion de MetalesDocumento23 páginasSemana2 Aplicacion-Proceso de Fundicion de MetalesArt's CAún no hay calificaciones
- Proyecto Daniel Alejandro Martinez 6640Documento12 páginasProyecto Daniel Alejandro Martinez 6640Daniel MartinezAún no hay calificaciones
- Informe Fundicion Yeso y CalculoDocumento12 páginasInforme Fundicion Yeso y CalculoJONATHAN LIDIO MENACHO ANGULOAún no hay calificaciones
- 1 Er Examen de FundiDocumento4 páginas1 Er Examen de FundiJOAN RODOLFO PURIS CONDORAún no hay calificaciones
- Soporte de AluminioDocumento41 páginasSoporte de AluminioedyAún no hay calificaciones
- Proceso de Fundicion. Geoswald MendozaDocumento35 páginasProceso de Fundicion. Geoswald MendozageoswaldAún no hay calificaciones
- Documento Sin TítuloDocumento5 páginasDocumento Sin Títuloefrain canulAún no hay calificaciones
- Informe de Fundicion (Recuperado Automã¡ticamente)Documento14 páginasInforme de Fundicion (Recuperado Automã¡ticamente)Steven PluaAún no hay calificaciones
- 10b. Fundicion ABCDocumento30 páginas10b. Fundicion ABCanon_791293115Aún no hay calificaciones
- FundicionDocumento6 páginasFundicionkevinAún no hay calificaciones
- PC1 - Proceso Manu - 2021-1Documento10 páginasPC1 - Proceso Manu - 2021-1Jean GonzalesAún no hay calificaciones
- Modelos para FundiciónDocumento14 páginasModelos para FundiciónAldwolver CourviniousAún no hay calificaciones
- Fundicion Informe COMPLETODocumento29 páginasFundicion Informe COMPLETOROMEL VALQUI RAMIREZAún no hay calificaciones
- F Cap 02-01 Proceso de FundiciónDocumento12 páginasF Cap 02-01 Proceso de Fundiciónbetsibel100% (1)
- 2 Capítulo Procind CDocumento42 páginas2 Capítulo Procind CBanocerada TradingAún no hay calificaciones
- Examen Final Procesos de ManufacturaDocumento5 páginasExamen Final Procesos de Manufacturajesus david franco barriosAún no hay calificaciones
- G2-Ingenieria Industrial-R12Documento11 páginasG2-Ingenieria Industrial-R12ROMER CHOQUERIVE CHOQUEAún no hay calificaciones
- Trabajo de Poleas ManufacturaDocumento16 páginasTrabajo de Poleas ManufacturaSebastian Quispe CapchaAún no hay calificaciones
- Laboratorio #3Documento5 páginasLaboratorio #3Hector F. Apolino HerreraAún no hay calificaciones
- Clase de Teoria Fundición 13-18 de Marzo 2023Documento27 páginasClase de Teoria Fundición 13-18 de Marzo 2023Manuel YanezAún no hay calificaciones
- 1 Expo Soli FinalDocumento18 páginas1 Expo Soli FinalBenjamín Vitón TapiaAún no hay calificaciones
- Laboratorio Materiales CementacionDocumento5 páginasLaboratorio Materiales CementacionDaniel RAún no hay calificaciones
- Etapas Del Proceso de FundiciónDocumento5 páginasEtapas Del Proceso de FundiciónAlfonso Mendez CruzAún no hay calificaciones
- Diapositivas FundicionesDocumento12 páginasDiapositivas FundicionesRoberto BerdejaAún no hay calificaciones
- Volumen y Dimension A Mien To de RiserDocumento26 páginasVolumen y Dimension A Mien To de RiserMeyer de la CruzAún no hay calificaciones
- Volumen y Dimension A Mien To de RiserDocumento26 páginasVolumen y Dimension A Mien To de RiserMeyer de la CruzAún no hay calificaciones
- LaboratorioDocumento3 páginasLaboratoriocamila arangoAún no hay calificaciones
- Semana - 02 Fundicion 2021 2Documento105 páginasSemana - 02 Fundicion 2021 2Anthony OlanoAún no hay calificaciones
- Presentación 1era ExpDocumento11 páginasPresentación 1era Expmendez.monica.csc.laraAún no hay calificaciones
- Informe Final de Colada de EstañoDocumento21 páginasInforme Final de Colada de EstañoGRACIELA QUISPE HUAMANAún no hay calificaciones
- Inf Proc 2 - Moldeo y ColadaDocumento26 páginasInf Proc 2 - Moldeo y ColadaAnonymous qMLK5yxZsFAún no hay calificaciones
- Guía Canales de Alimentación y MazarotaDocumento8 páginasGuía Canales de Alimentación y MazarotaCarlos D. Alemán100% (1)
- Tarea 2. Producción de Acero y Fabricación de Productos-A3Documento9 páginasTarea 2. Producción de Acero y Fabricación de Productos-A3Jairo Andres Arteaga MeloAún no hay calificaciones
- Dia Mundial de La DiabetesDocumento1 páginaDia Mundial de La DiabetesGabi ChavezAún no hay calificaciones
- Historia Universal TEMA 17 Alejandro MagnoDocumento7 páginasHistoria Universal TEMA 17 Alejandro MagnoGabi ChavezAún no hay calificaciones
- Historia Universal TEMA 18 Las Guerras Del PeloponesoDocumento9 páginasHistoria Universal TEMA 18 Las Guerras Del PeloponesoGabi ChavezAún no hay calificaciones
- Historia Universal TEMA 12 La Civilización Hindú IIDocumento10 páginasHistoria Universal TEMA 12 La Civilización Hindú IIGabi ChavezAún no hay calificaciones
- Historia Universal Dioses Griegos TEMA 19Documento4 páginasHistoria Universal Dioses Griegos TEMA 19Gabi ChavezAún no hay calificaciones
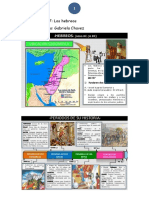
- Historia Universal Los Hebreo Tema 7Documento10 páginasHistoria Universal Los Hebreo Tema 7Gabi ChavezAún no hay calificaciones
- Historia Universal Historia de Roma TEMA 20Documento6 páginasHistoria Universal Historia de Roma TEMA 20Gabi ChavezAún no hay calificaciones
- Neoclasismo IntroduccionDocumento1 páginaNeoclasismo IntroduccionGabi ChavezAún no hay calificaciones
- Historia Universal Los Fenicios Tema 5Documento10 páginasHistoria Universal Los Fenicios Tema 5Gabi ChavezAún no hay calificaciones
- Historia Del Peru TEMA 1 Primeros Hombres AmericanosDocumento4 páginasHistoria Del Peru TEMA 1 Primeros Hombres AmericanosGabi ChavezAún no hay calificaciones
- Historia Del Peru Tema 2 Conociendo A Los Primeros Pobladores PeruanosDocumento11 páginasHistoria Del Peru Tema 2 Conociendo A Los Primeros Pobladores PeruanosGabi ChavezAún no hay calificaciones
- Historia Del Perú La Cultura Paracas TEMA 7Documento9 páginasHistoria Del Perú La Cultura Paracas TEMA 7Gabi ChavezAún no hay calificaciones
- Historia Del Perú Repaso de La Cultra Nazca TEMA 6Documento8 páginasHistoria Del Perú Repaso de La Cultra Nazca TEMA 6Gabi ChavezAún no hay calificaciones
- Unid-2.4 Influencia TemperaturaDocumento6 páginasUnid-2.4 Influencia TemperaturaGabi ChavezAún no hay calificaciones
- Unid-2.1 Solidificación - Diagrama - de - FaseDocumento33 páginasUnid-2.1 Solidificación - Diagrama - de - FaseGabi ChavezAún no hay calificaciones
- Unid-2.3-Contracciones en La Solidificacion de MetalesDocumento13 páginasUnid-2.3-Contracciones en La Solidificacion de MetalesGabi ChavezAún no hay calificaciones
- TDR Tuberias MDocumento7 páginasTDR Tuberias MFredy Benigno Huamani CruzAún no hay calificaciones
- Costos y Presup en Edificaciones Vol I-METRADO DE VIGA Y LOSADocumento15 páginasCostos y Presup en Edificaciones Vol I-METRADO DE VIGA Y LOSAVictor Diaz YepezAún no hay calificaciones
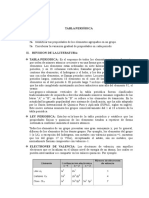
- Prac 5 Tabla PeriodicaDocumento21 páginasPrac 5 Tabla PeriodicaOlmedo Aedo Huyhua AcevedoAún no hay calificaciones
- 2DO Trabajo de Albañileria EstructuralDocumento17 páginas2DO Trabajo de Albañileria EstructuralOliver Michael Huanca SucapucaAún no hay calificaciones
- Generadores de ObraDocumento22 páginasGeneradores de ObraArquimedes UcAún no hay calificaciones
- FLUIDIZACIÓNDocumento2 páginasFLUIDIZACIÓNDavidAún no hay calificaciones
- Exposición de PrótesisDocumento30 páginasExposición de PrótesisJuan Samuel MartinezAún no hay calificaciones
- Informe #3 Pracrica Profecional (ALBEIRO ELICEO PANTOJA LOPEZ)Documento21 páginasInforme #3 Pracrica Profecional (ALBEIRO ELICEO PANTOJA LOPEZ)ALBEIRO ELICEO PANTOJA LOPEZAún no hay calificaciones
- Catalogo 2020 PDFDocumento36 páginasCatalogo 2020 PDFdaniela Godoy Gatica100% (1)
- Practico de Temperatura Calor TransferenciaDocumento3 páginasPractico de Temperatura Calor TransferenciaHassel Daniel Aguilar Arancibia40% (5)
- 2V15 Onda - ArriostradoDocumento8 páginas2V15 Onda - Arriostradochorch123Aún no hay calificaciones
- Weicon Lubricantes y LimpiezaDocumento52 páginasWeicon Lubricantes y LimpiezaRaul Eliecer TobonAún no hay calificaciones
- Cementos QuirurgicosDocumento8 páginasCementos QuirurgicosAbelardoS.MuñozAún no hay calificaciones
- Quimica10 PrimaveraDocumento2 páginasQuimica10 PrimaveraCesar Giancarlo Jimenez TellezAún no hay calificaciones
- Aquasil Lifetime WetlookDocumento2 páginasAquasil Lifetime WetlookLauraAún no hay calificaciones
- AaaaaaaaaaaaDocumento134 páginasAaaaaaaaaaaaHENRY HUACCAYCACHACC CAJAMARCAAún no hay calificaciones
- Monografía In. Métodos - FINAL PDFDocumento49 páginasMonografía In. Métodos - FINAL PDFMB LegendsAún no hay calificaciones
- Aceros AleadosDocumento31 páginasAceros AleadosJosé García GavilánezAún no hay calificaciones
- Gel para CabelloDocumento17 páginasGel para CabelloCésar Michel100% (1)
- Laboratorio 1 PersonalDocumento3 páginasLaboratorio 1 PersonalFabrizio AmayaAún no hay calificaciones
- PILETASDocumento6 páginasPILETASJOHN JERRYAún no hay calificaciones
- Metrados Por Ativo ACABADOS HUMEDOSDocumento8 páginasMetrados Por Ativo ACABADOS HUMEDOSMiguel Angel Macedo HidalgoAún no hay calificaciones
- Tipos de TornillosDocumento13 páginasTipos de Tornillosanon_925595694Aún no hay calificaciones
- Gutierrez Martinez Paulina BeatrizDocumento68 páginasGutierrez Martinez Paulina BeatrizDaniel S. MorenoAún no hay calificaciones