También podría gustarte
- Proceso de mecanización por arranque de viruta. FMEH0109De EverandProceso de mecanización por arranque de viruta. FMEH0109Calificación: 5 de 5 estrellas5/5 (1)
- Diseño de utillajes, matricería y prototipado con SolidWorksDe EverandDiseño de utillajes, matricería y prototipado con SolidWorksCalificación: 3 de 5 estrellas3/5 (1)
- Caso 1 CapacidadesDocumento9 páginasCaso 1 CapacidadesJohannaFerrerAún no hay calificaciones
- Taller Domici 2 Productividad - Efic - EficaciaDocumento10 páginasTaller Domici 2 Productividad - Efic - EficaciaKevin RiveraAún no hay calificaciones
- Maximizar la productividad en la feria gastronómicaDocumento7 páginasMaximizar la productividad en la feria gastronómicaRonald xdAún no hay calificaciones
- FGSSFDGFGHFHJDocumento5 páginasFGSSFDGFGHFHJdiego hernan castro guerreroAún no hay calificaciones
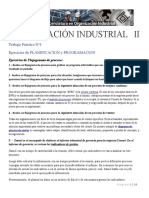
- TP 4 Ejercicios de PLANIFICACION y PROGRAMACIONDocumento10 páginasTP 4 Ejercicios de PLANIFICACION y PROGRAMACIONFrancisco ReyAún no hay calificaciones
- OEE: Cómo medir la eficiencia de maquinaria industrialDocumento5 páginasOEE: Cómo medir la eficiencia de maquinaria industrialbohormitaAún no hay calificaciones
- Productividad 1Documento3 páginasProductividad 1Luis Unocc HuinchoAún no hay calificaciones
- Conceptos de APUDocumento13 páginasConceptos de APUCarlos Juan Quispe MartinezAún no hay calificaciones
- OEEDocumento4 páginasOEEElmer VásquezAún no hay calificaciones
- Grupo 4 Caso 2Documento8 páginasGrupo 4 Caso 2Renzo PachecoAún no hay calificaciones
- Guia de Ingenieria de MetodosDocumento2 páginasGuia de Ingenieria de Metodosana chirinosAún no hay calificaciones
- Practica #10Documento2 páginasPractica #10marielaquispeAún no hay calificaciones
- Capacidad OperativaDocumento6 páginasCapacidad Operativavalentina Medina ArrietaAún no hay calificaciones
- Ejercicios IndicadoresDocumento2 páginasEjercicios IndicadoresEVIAún no hay calificaciones
- Tema A DDPDocumento2 páginasTema A DDPdiegoAún no hay calificaciones
- Tejada Villegas Gianluca T1 LABDocumento15 páginasTejada Villegas Gianluca T1 LABGianluca TejadaAún no hay calificaciones
- Primera Pract Calif Sec A 2022-1Documento4 páginasPrimera Pract Calif Sec A 2022-1YARUMY MICHEELL SARAVIA NAVARROAún no hay calificaciones
- Ejercicios de ingeniería de proyectosDocumento8 páginasEjercicios de ingeniería de proyectosMaycol Manuel Rojas VenturaAún no hay calificaciones
- 123. Analisis de precios - costos unitariosDocumento10 páginas123. Analisis de precios - costos unitariosEncarla LugoAún no hay calificaciones
- Problemas de Investigación de OperacionesDocumento40 páginasProblemas de Investigación de OperacionesAnderson Toribio AlbertoAún no hay calificaciones
- 02 Dimensionamiento Del Sistema Productivo PDFDocumento17 páginas02 Dimensionamiento Del Sistema Productivo PDFDario FernandoAún no hay calificaciones
- Mediciones y cuellos de botella en la capacidad de plantaDocumento22 páginasMediciones y cuellos de botella en la capacidad de plantaLuis Angel Chilo SoncoAún no hay calificaciones
- Examen Practico Manufactura Parcial 1Documento4 páginasExamen Practico Manufactura Parcial 1Harold BarrosAún no hay calificaciones
- Estudio del trabajo en fabricación de productos: análisis de indicadores de productividad y eficienciaDocumento2 páginasEstudio del trabajo en fabricación de productos: análisis de indicadores de productividad y eficienciaROMINA DANIELA MEDRANO QUISPEAún no hay calificaciones
- Clase3A Capacidad PDFDocumento25 páginasClase3A Capacidad PDFYaressiDiazAún no hay calificaciones
- Universidad de Costa Rica Facultad de Ciencias Económicas Escuela de Administración de Negocios Cátedra de Gerencia de OperacionesDocumento4 páginasUniversidad de Costa Rica Facultad de Ciencias Económicas Escuela de Administración de Negocios Cátedra de Gerencia de OperacionesJosselyne Camareno LacayoAún no hay calificaciones
- estructura de costosDocumento10 páginasestructura de costosnagelispadilla0Aún no hay calificaciones
- Apunte PracticoDocumento86 páginasApunte Practicoserrano.infinixAún no hay calificaciones
- ASA Act. 14 OEEDocumento6 páginasASA Act. 14 OEERobert RamosAún no hay calificaciones
- OEE ejemplosDocumento8 páginasOEE ejemploseor738Aún no hay calificaciones
- Analisis de Precios - Costos UnitariosDocumento10 páginasAnalisis de Precios - Costos UnitariosPatricio AguayoAún no hay calificaciones
- Ejercicios Capacidad ExcelDocumento14 páginasEjercicios Capacidad ExcelHarold BarrosAún no hay calificaciones
- P4 Proyectos (II.2020) ADocumento5 páginasP4 Proyectos (II.2020) A000yasAún no hay calificaciones
- Casos Tipo de Simulación Industrial Con ArenaDocumento6 páginasCasos Tipo de Simulación Industrial Con ArenaDouglas SchmidtAún no hay calificaciones
- Cálculo capacidad producción máquina electro-soldadoraDocumento6 páginasCálculo capacidad producción máquina electro-soldadorajairoAún no hay calificaciones
- Taller TPMDocumento7 páginasTaller TPMJuan Pablo PinedaAún no hay calificaciones
- PUCP Laboratorio 2do Sistemas IntegraciónDocumento5 páginasPUCP Laboratorio 2do Sistemas IntegraciónMaizu NavarroAún no hay calificaciones
- Guia de Ejercicios Oee - DosDocumento3 páginasGuia de Ejercicios Oee - DosJuan Pino0% (1)
- Administración MantDocumento18 páginasAdministración MantIchigo Shiba KurosakiAún no hay calificaciones
- IN172 Material - 2018 1Documento39 páginasIN172 Material - 2018 1axel marinAún no hay calificaciones
- Capacidad de ProducciónDocumento24 páginasCapacidad de ProducciónAldemar Monsalvo GutierrezAún no hay calificaciones
- OEE Overall Equipment EffectivenessDocumento16 páginasOEE Overall Equipment EffectivenessMauricio Rosas100% (2)
- Universidad Técnica de Oruro Facultad Nacional de Ingeniería Ingeniería IndustrialDocumento3 páginasUniversidad Técnica de Oruro Facultad Nacional de Ingeniería Ingeniería IndustrialintiAún no hay calificaciones
- Guia 08 Fac MQ y H PDFDocumento5 páginasGuia 08 Fac MQ y H PDFRenzo Presbitero AmpueroAún no hay calificaciones
- SOLUCIONARIO DE EXAMEN FINAL DE GE-502U, 20-2Documento6 páginasSOLUCIONARIO DE EXAMEN FINAL DE GE-502U, 20-2YHOMIRA FERNANDA SIANCAS OLIVOSAún no hay calificaciones
- Unidad 2 - MODELOS DE PLDocumento14 páginasUnidad 2 - MODELOS DE PLKhenedy Paricahua0% (1)
- Gestion de Mantenimiento-Guia de Probleamas 4Documento6 páginasGestion de Mantenimiento-Guia de Probleamas 4Ellen VerásteguiAún no hay calificaciones
- Iop PC1Documento3 páginasIop PC1KATHERINE PAOLA RAYMUNDO LLAMOSAAún no hay calificaciones
- Problema Teoría de Las LimitacionesDocumento8 páginasProblema Teoría de Las LimitacionesClaudio EspejoAún no hay calificaciones
- Menu de Planillas de Calculo Segun Metodologia CopDocumento17 páginasMenu de Planillas de Calculo Segun Metodologia CopajvlAún no hay calificaciones
- Examen Final Investigación Operativa IDocumento4 páginasExamen Final Investigación Operativa ICristian Daniel0% (1)
- Optimización de procesos de producción de gasolina y asignación de recursos para asesoría de proyectosDocumento3 páginasOptimización de procesos de producción de gasolina y asignación de recursos para asesoría de proyectosCristian Daniel Coral SánchezAún no hay calificaciones
- Simulación de centro de maquinado con ProModelDocumento70 páginasSimulación de centro de maquinado con ProModelJesus BarretoAún no hay calificaciones
- Actividad de Aprendizaje FinalDocumento2 páginasActividad de Aprendizaje FinalANGIE TATIANAAún no hay calificaciones
- T1 Gestion de Mantenimiento 4475 2022-2Documento14 páginasT1 Gestion de Mantenimiento 4475 2022-2FLAKUCHOFFAún no hay calificaciones
- Cap 6 IndicadoresDocumento21 páginasCap 6 IndicadoresJean Franco TorresAún no hay calificaciones
- Taller1 2020 1Documento3 páginasTaller1 2020 1Julian CastrillonAún no hay calificaciones
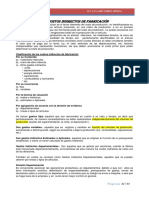
- Elementos Del Costo - Gastos IndirectosDocumento5 páginasElementos Del Costo - Gastos IndirectosThania Gomez100% (1)
- CV Renzo ApesteguiDocumento4 páginasCV Renzo ApesteguiRenZoApesteguiAmesAún no hay calificaciones
- Gianella Telleria - CVDocumento1 páginaGianella Telleria - CVRenZoApesteguiAmesAún no hay calificaciones
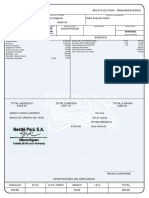
- Nestlé Perú S.A.: Código Sap Apellidos Y Nombre Puesto U OcupaciónDocumento1 páginaNestlé Perú S.A.: Código Sap Apellidos Y Nombre Puesto U OcupaciónRenZoApesteguiAmesAún no hay calificaciones
- Constancia de ServicioDocumento1 páginaConstancia de ServicioRenZoApesteguiAmesAún no hay calificaciones
- Nestlé Perú S.A.: Código Sap Apellidos Y Nombre Puesto U OcupaciónDocumento1 páginaNestlé Perú S.A.: Código Sap Apellidos Y Nombre Puesto U OcupaciónRenZoApesteguiAmesAún no hay calificaciones
- Instructivo Pago OnlineDocumento1 páginaInstructivo Pago OnlineJuan Jose Cardenas EspinozaAún no hay calificaciones
- Trabajo FinalDocumento64 páginasTrabajo FinalJAEMIR THOMAS ORTEGA BELTRANAún no hay calificaciones
- EFUMSA para EstudioDocumento4 páginasEFUMSA para EstudioRenZoApesteguiAmesAún no hay calificaciones
- Res - Mol.christian MonteroDocumento2 páginasRes - Mol.christian MonteroRenZoApesteguiAmesAún no hay calificaciones
- Hormigón Armado III - Introducción a ColumnasDocumento16 páginasHormigón Armado III - Introducción a Columnasdennys perezAún no hay calificaciones
- Análisis Estructural e Mecánico de ImplantesDocumento4 páginasAnálisis Estructural e Mecánico de ImplantesElmer Moisés Villacorta RevillaAún no hay calificaciones
- Plan de Control de ResiduosDocumento3 páginasPlan de Control de ResiduosCesar Cenepo MerinoAún no hay calificaciones
- Alambre pre y post tensado técnicas especificacionesDocumento1 páginaAlambre pre y post tensado técnicas especificacionesJhon MezaAún no hay calificaciones
- CristalizadoresDocumento6 páginasCristalizadoresIsabel RodríguezAún no hay calificaciones
- EXAMEN 5DISEÑO.HERNADEZ VERA JOSE ARMANDO CorreDocumento19 páginasEXAMEN 5DISEÑO.HERNADEZ VERA JOSE ARMANDO CorreArmando Hernández veraAún no hay calificaciones
- Estero El Sauce - Vida Diaria de Sus Habitantes Amenazada Por Aguas ContaminadasDocumento10 páginasEstero El Sauce - Vida Diaria de Sus Habitantes Amenazada Por Aguas ContaminadasBenjamin Eduardo Melo SotoAún no hay calificaciones
- POSTES CONCRETO ARMADO 9/200/2/120/255Documento1 páginaPOSTES CONCRETO ARMADO 9/200/2/120/255Lisset R RuizAún no hay calificaciones
- Combustión y combustibles: conceptos básicos y clasificaciónDocumento9 páginasCombustión y combustibles: conceptos básicos y clasificaciónJosé Manuel Murillo DuarteAún no hay calificaciones
- Practica N 7 Fito Ii (Cromatografía en Columna (C.C.) )Documento5 páginasPractica N 7 Fito Ii (Cromatografía en Columna (C.C.) )Natalia RestrepoAún no hay calificaciones
- INFOGRAFÍA Final1Documento4 páginasINFOGRAFÍA Final1ALEJANDRA LUCERO MEJ�A CRUZAún no hay calificaciones
- Obtención de Hidrógeno por Reacción de HCl y MgDocumento3 páginasObtención de Hidrógeno por Reacción de HCl y MgAny de jesus chima oliveroAún no hay calificaciones
- CH3COOC2H5Documento3 páginasCH3COOC2H5lizAún no hay calificaciones
- S09.s1 - Electroquímica-1Documento52 páginasS09.s1 - Electroquímica-1gilmerAún no hay calificaciones
- Fija TeoricaDocumento4 páginasFija TeoricaAntuanet ToledoAún no hay calificaciones
- Informe - GLPDocumento20 páginasInforme - GLPvivanco alorAún no hay calificaciones
- LADRILLODocumento151 páginasLADRILLOMarvin FloresAún no hay calificaciones
- Mineralogía UNTDocumento7 páginasMineralogía UNTcesaro1234Aún no hay calificaciones
- C-387 FSK de Aluminio PDFDocumento2 páginasC-387 FSK de Aluminio PDFabro colombiaAún no hay calificaciones
- Investigación Sobre 5 Tipos de Terminados en ConstrucciónDocumento6 páginasInvestigación Sobre 5 Tipos de Terminados en ConstrucciónCarolina PérezAún no hay calificaciones
- Guia de Trabajo EstequiometríaDocumento4 páginasGuia de Trabajo EstequiometríaIsabel Cristina Perea MenaAún no hay calificaciones
- Antiácidos: tipos, mecanismos y usosDocumento5 páginasAntiácidos: tipos, mecanismos y usos4th OwlAún no hay calificaciones
- Taller Nomenclatura 3Documento2 páginasTaller Nomenclatura 3vargas salazarAún no hay calificaciones
- Resumen Física 11°Documento63 páginasResumen Física 11°Mar CesRodAún no hay calificaciones
- Liquidos PenetrantesDocumento20 páginasLiquidos PenetrantesDiego Armando Santillan SuarezAún no hay calificaciones
- Alquinos y Sus PropiedadesDocumento14 páginasAlquinos y Sus PropiedadesSebastián UjpánAún no hay calificaciones
- Físico Química EjerciciosDocumento36 páginasFísico Química EjerciciosPaisajes CajamarcaAún no hay calificaciones
- Agregados para CarreterasDocumento57 páginasAgregados para CarreterasJuan Andres G. Ceron100% (1)
- Catalogo RUEDAS INDUSRIALES H.D.Documento4 páginasCatalogo RUEDAS INDUSRIALES H.D.sadgymanAún no hay calificaciones
- Albañeria Comportamiento Estructural Del TapialDocumento8 páginasAlbañeria Comportamiento Estructural Del TapialGrupoDeApoyoIngenieriaCivilAún no hay calificaciones