También podría gustarte
- Seminario Seleccion de Maquinaria y EquipoDocumento6 páginasSeminario Seleccion de Maquinaria y Equipocecilia bazanAún no hay calificaciones
- Faiia - Seminario - Vii FinalDocumento8 páginasFaiia - Seminario - Vii FinalAnahí Auqui ArotomaAún no hay calificaciones
- Ejercicio El PactoDocumento2 páginasEjercicio El PactoandersonraymundoAún no hay calificaciones
- PC 4 DPI 2019 20 Factor MaquinariaDocumento3 páginasPC 4 DPI 2019 20 Factor Maquinariajavier romero menesesAún no hay calificaciones
- Taller Manejo Unidades BMDocumento7 páginasTaller Manejo Unidades BMValeria LassoAún no hay calificaciones
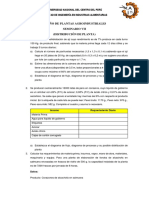
- 10.El patio de almacenamiento de un ingenio azucarero tiene las siguientesdimensiones 131,23 ft de largo y 1181,10 pulgadas de ancho; mientras que sucapacidad de almacenamiento es de 25 toneladas de cañadía, 7 díaDocumento8 páginas10.El patio de almacenamiento de un ingenio azucarero tiene las siguientesdimensiones 131,23 ft de largo y 1181,10 pulgadas de ancho; mientras que sucapacidad de almacenamiento es de 25 toneladas de cañadía, 7 díaAlitzel MejiaAún no hay calificaciones
- Informe Final Proceso MermeladaDocumento40 páginasInforme Final Proceso MermeladaRigoAún no hay calificaciones
- Problemario PIDocumento14 páginasProblemario PIJanneAún no hay calificaciones
- Ejercicios de IndicadoresDocumento6 páginasEjercicios de IndicadoresleodanAún no hay calificaciones
- Practica de Produccion Productividad EficienciaDocumento7 páginasPractica de Produccion Productividad EficienciaClaudia Magan Mujica50% (2)
- Operación de Procesos ImdustrialesDocumento62 páginasOperación de Procesos ImdustrialesAracelli De la Cruz50% (2)
- M3.A2 - Nixon Villanueva DelgadoDocumento6 páginasM3.A2 - Nixon Villanueva DelgadoNIXON VILLANUEVA DELGADOAún no hay calificaciones
- Caso 1 (Magnifico)Documento3 páginasCaso 1 (Magnifico)Juan Carlos Melendez OvallesAún no hay calificaciones
- T4 Productividad - Ejercicios ComunDocumento24 páginasT4 Productividad - Ejercicios ComunSebastian Reategui57% (7)
- Practica 1Documento3 páginasPractica 1NAYHELY GIANNELLA NEY ALIAGA AYUQUEAún no hay calificaciones
- Ejercicios Parcial 1 Plantas IndustrialesDocumento7 páginasEjercicios Parcial 1 Plantas IndustrialesEvelgy VillarrealAún no hay calificaciones
- Taller Ii. Planeación de La CapacidadDocumento4 páginasTaller Ii. Planeación de La CapacidadMariana TejadaAún no hay calificaciones
- PCP II - Ejercicio Diseño de CapacidadDocumento2 páginasPCP II - Ejercicio Diseño de CapacidadJavier RomeroAún no hay calificaciones
- Rojas Huaman Abdias Practica Nº1 - 2021 IIDocumento4 páginasRojas Huaman Abdias Practica Nº1 - 2021 IIAbdias Roger Rojas HuamanAún no hay calificaciones
- Tarea de Diseño y ExperimentacionDocumento6 páginasTarea de Diseño y ExperimentacionluisAún no hay calificaciones
- Ejercicios Indicadores de Resultados PDFDocumento4 páginasEjercicios Indicadores de Resultados PDFRonaldo Nuñez CaluaAún no hay calificaciones
- Produccion 1 EjerciciosDocumento2 páginasProduccion 1 EjerciciosEileen Isabel Chang HamAún no hay calificaciones
- Lab. 04Documento3 páginasLab. 04ROSA LISETH SANCHEZ CARRANZAAún no hay calificaciones
- Caso Sistemas y Tipos ProducciónDocumento3 páginasCaso Sistemas y Tipos Producciónjose rosalesAún no hay calificaciones
- LECHESDocumento7 páginasLECHESGianVillafverteAún no hay calificaciones
- COSTOS STD VC VP Seminario Integrador Examen Industria Superior Licda. Dina VargasDocumento6 páginasCOSTOS STD VC VP Seminario Integrador Examen Industria Superior Licda. Dina VargasCristina MonzonAún no hay calificaciones
- 3 - Ejercicios de Indicadores PDFDocumento15 páginas3 - Ejercicios de Indicadores PDFJosue LopeAún no hay calificaciones
- Estudio TecnicoDocumento55 páginasEstudio Tecnicodavid vizcarraAún no hay calificaciones
- S1.s1 - Tarea Ejercicios Productividad - 1716734089Documento6 páginasS1.s1 - Tarea Ejercicios Productividad - 1716734089Alexis TarazonaAún no hay calificaciones
- Ejercicios ProductividadDocumento3 páginasEjercicios ProductividadEdwar André Pgal100% (4)
- Casos Practicos - ProductividadDocumento6 páginasCasos Practicos - ProductividadJossimar MujicaAún no hay calificaciones
- Guia 1 de Ejercicios 2012 1Documento14 páginasGuia 1 de Ejercicios 2012 1Camila Fernanda Blamey Santelices100% (1)
- Trabajo de Costos y Presupuestos MELI (Gordita)Documento21 páginasTrabajo de Costos y Presupuestos MELI (Gordita)MarcosConocente0% (1)
- Practica Guiada N°02Documento3 páginasPractica Guiada N°02Gabriela Del Pilar Hoyos SandovalAún no hay calificaciones
- Separata IM1 - Diagrama Hombre-MaquinaDocumento2 páginasSeparata IM1 - Diagrama Hombre-MaquinaracoAún no hay calificaciones
- Jabones Suavitex Sa Varios VariosDocumento2 páginasJabones Suavitex Sa Varios VariosRa Fa100% (1)
- Hoja de Práctca 1 Producción y ProductividadDocumento3 páginasHoja de Práctca 1 Producción y Productividadjavier romero menesesAún no hay calificaciones
- Trabajo Individual #5Documento3 páginasTrabajo Individual #5Gabriela Chavez OviedoAún no hay calificaciones
- E3 Capacidad de PlantaDocumento4 páginasE3 Capacidad de PlantaYadhira FarfánAún no hay calificaciones
- Varios Centros, Varios ProductosDocumento1 páginaVarios Centros, Varios ProductosGLADYS CAROLINA RAXON ORTEGAAún no hay calificaciones
- Caso QuimbaDocumento4 páginasCaso QuimbaJazmin liszett Vilca huamanAún no hay calificaciones
- Balance de Materia y EnergiaDocumento32 páginasBalance de Materia y EnergiaKathelin Illan93% (15)
- Capacidad 1Documento6 páginasCapacidad 1Dean CastilloAún no hay calificaciones
- Taller 1 - Diseño de Plantas - Estudio Del TrabajoDocumento2 páginasTaller 1 - Diseño de Plantas - Estudio Del TrabajoNelson ChapoñanAún no hay calificaciones
- Elaboracion de Kaswira Mercedes GaleonDocumento9 páginasElaboracion de Kaswira Mercedes GaleonMercedes GaleonAún no hay calificaciones
- Preparación de La Mezcla Elabore El Diagrama de Flujo de Este ProcesoDocumento13 páginasPreparación de La Mezcla Elabore El Diagrama de Flujo de Este ProcesoJuan Carlos Melendez OvallesAún no hay calificaciones
- Industria PanificadoraDocumento33 páginasIndustria PanificadoraKev Larico GomezAún no hay calificaciones
- USIL IM-I S06 Separata - EjerciciosDocumento6 páginasUSIL IM-I S06 Separata - EjerciciosSnaider Yari SAún no hay calificaciones
- Problemas Programacion Lineal PDFDocumento13 páginasProblemas Programacion Lineal PDFmberenguer23Aún no hay calificaciones
- Problemas Programacion Lineal PDFDocumento13 páginasProblemas Programacion Lineal PDFmberenguer23Aún no hay calificaciones
- Ejercicios de Indicadores de ProduccciónDocumento16 páginasEjercicios de Indicadores de ProduccciónYoselyn MTAún no hay calificaciones
- Problemario de Procesos Industriales UpiicsaDocumento25 páginasProblemario de Procesos Industriales UpiicsaAna Isabel Roldan MielesAún no hay calificaciones
- Casos de ProductividadDocumento5 páginasCasos de ProductividadPablo CesarAún no hay calificaciones
- Lavado y colmatado de tapones de corcho. MAMA0109De EverandLavado y colmatado de tapones de corcho. MAMA0109Aún no hay calificaciones
- Fabricación de tapones aglomerados. MAMA0109De EverandFabricación de tapones aglomerados. MAMA0109Aún no hay calificaciones
- Elaboraciones básicas y platos elementales con pescados, crustáceos y moluscos. HOTR0408De EverandElaboraciones básicas y platos elementales con pescados, crustáceos y moluscos. HOTR0408Aún no hay calificaciones
- Elaboración y presentación de productos hechos a base de masas y pastas. HOTR0509De EverandElaboración y presentación de productos hechos a base de masas y pastas. HOTR0509Calificación: 5 de 5 estrellas5/5 (2)
- Fabricación de productos derivados de corcho natural y aglomerado compuesto. MAMA0309De EverandFabricación de productos derivados de corcho natural y aglomerado compuesto. MAMA0309Aún no hay calificaciones
- Producción de tapones y discos de corcho natural y tapones multipieza. MAMA0109De EverandProducción de tapones y discos de corcho natural y tapones multipieza. MAMA0109Aún no hay calificaciones
- Fabricación de aglomerado puro de corcho y sus manufacturas. MAMA0309De EverandFabricación de aglomerado puro de corcho y sus manufacturas. MAMA0309Aún no hay calificaciones
- Sub Productos Del Beneficio de AnimalesDocumento13 páginasSub Productos Del Beneficio de AnimalesAnahí Auqui ArotomaAún no hay calificaciones
- Poes PDFDocumento13 páginasPoes PDFAnahí Auqui ArotomaAún no hay calificaciones
- Clase IV Diseño Plantas Faiia 2021 FinalDocumento68 páginasClase IV Diseño Plantas Faiia 2021 FinalAnahí Auqui ArotomaAún no hay calificaciones
- 01 Logistica Naviera y AerolineaDocumento17 páginas01 Logistica Naviera y AerolineaAnahí Auqui ArotomaAún no hay calificaciones
- 02 Agente de Carga y Aduanas y La Cadena LogisticaDocumento13 páginas02 Agente de Carga y Aduanas y La Cadena LogisticaAnahí Auqui ArotomaAún no hay calificaciones
- Procedimientos Operacionales Estándares de SaneamientoDocumento54 páginasProcedimientos Operacionales Estándares de SaneamientoAnahí Auqui ArotomaAún no hay calificaciones
- Faiia Seminario Ii 2021Documento4 páginasFaiia Seminario Ii 2021Anahí Auqui ArotomaAún no hay calificaciones
- Programa de Higiene y Saneamiento (Ejemplo)Documento36 páginasPrograma de Higiene y Saneamiento (Ejemplo)Anahí Auqui Arotoma50% (4)
- Clase III Diseño Plantas FAIIA 2021Documento32 páginasClase III Diseño Plantas FAIIA 2021Anahí Auqui ArotomaAún no hay calificaciones
- Tamaño Optimo de Una Planta Industrial Plantas Industriales Unidad I - PDF Descargar LibreDocumento9 páginasTamaño Optimo de Una Planta Industrial Plantas Industriales Unidad I - PDF Descargar LibreAnahí Auqui ArotomaAún no hay calificaciones
- Clase 19 Con ClavesDocumento42 páginasClase 19 Con ClavesMarco Malle MoraAún no hay calificaciones
- Tarea #1 EmprendurismoDocumento7 páginasTarea #1 EmprendurismoTania Esperanza BorgesAún no hay calificaciones
- ColiriosDocumento10 páginasColiriosManuel MartinezAún no hay calificaciones
- Ejercicios SubrutinasDocumento3 páginasEjercicios SubrutinasKaren SuarezAún no hay calificaciones
- GemaMeroBriones-diabetes Tipo 2Documento4 páginasGemaMeroBriones-diabetes Tipo 2gema meroAún no hay calificaciones
- Manual Funciones Coordinador de ArchivoDocumento14 páginasManual Funciones Coordinador de ArchivoFerney Garcia GarciaAún no hay calificaciones
- Balanza Comercial Perú. CABRERADocumento6 páginasBalanza Comercial Perú. CABRERAAntonio UpcAún no hay calificaciones
- ACELERACIONDocumento6 páginasACELERACIONDaniel PacabAún no hay calificaciones
- Sujetos Procesales Sistema Acusatorio AdversarialDocumento12 páginasSujetos Procesales Sistema Acusatorio AdversarialJosé Luis Candela100% (1)
- ArquetiposDocumento6 páginasArquetiposMarga VeronAún no hay calificaciones
- Manual de ConvivenciaDocumento48 páginasManual de Convivenciacarlpola45100% (1)
- Evaluación de Las Prácticas FormativasDocumento40 páginasEvaluación de Las Prácticas FormativasnataliAún no hay calificaciones
- Fase 5 Informe Final WFDBDocumento9 páginasFase 5 Informe Final WFDBwilman fernando daza belloAún no hay calificaciones
- Parcial Micro Op2Documento3 páginasParcial Micro Op2JHON EDWIN SOTO COLORADOAún no hay calificaciones
- GT-D-01 Pasos para El Mantenimiento de Instrumentos v02Documento3 páginasGT-D-01 Pasos para El Mantenimiento de Instrumentos v02Alutemp DuchasAún no hay calificaciones
- 3 Infantil PrimariaDocumento14 páginas3 Infantil PrimariaFidel CutipaAún no hay calificaciones
- Mat5 U6 Sesion 02Documento9 páginasMat5 U6 Sesion 02Olber Ticona0% (1)
- Medicion de AudienciaDocumento7 páginasMedicion de AudienciaRomii Cortez FloresAún no hay calificaciones
- Libro Matemática Álgebra de NúmerosDocumento9 páginasLibro Matemática Álgebra de NúmerosHeider David Salazar100% (1)
- Volumetria 1Documento3 páginasVolumetria 1yurbisAún no hay calificaciones
- Texto Resistencia Corredores-LeibarDocumento248 páginasTexto Resistencia Corredores-LeibarOskar VillamarAún no hay calificaciones
- Locomoción AnimalDocumento1 páginaLocomoción AnimalJDCLAún no hay calificaciones
- Realización de Afiche1Documento11 páginasRealización de Afiche1arnaldobarbosaAún no hay calificaciones
- Suspension Lateral de Cupula VaginalDocumento4 páginasSuspension Lateral de Cupula Vaginaljorgefer29Aún no hay calificaciones
- Seguridad de Información Personal en InternetDocumento15 páginasSeguridad de Información Personal en Internetpedro alvarez ortizAún no hay calificaciones
- PsicoanalisisDocumento37 páginasPsicoanalisisSebastian AcuñaAún no hay calificaciones
- E973 Turbina de Vapor - Ignacio MoralesDocumento28 páginasE973 Turbina de Vapor - Ignacio MoralesDiego Nicolas Figueroa QuirozAún no hay calificaciones
- Proceso de CompostajeDocumento4 páginasProceso de CompostajeAbraham BejarAún no hay calificaciones
- Fibe IDocumento2 páginasFibe ISkmed SkAún no hay calificaciones
- Traduccion Ingles Gloria Veliz AvilaDocumento15 páginasTraduccion Ingles Gloria Veliz AvilaLuis Fernãndö Vicente LopezAún no hay calificaciones