También podría gustarte
- Sistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosDe EverandSistema de gestión lean para principiantes: Fundamentos del sistema de gestión lean para pequeñas y medianas empresas - con muchos ejemplos prácticosCalificación: 4 de 5 estrellas4/5 (16)
- Actividad 7. An Lisis Financiero de La Empresa Comercializadora Del SuresteDocumento5 páginasActividad 7. An Lisis Financiero de La Empresa Comercializadora Del SuresteAngel Morales100% (1)
- D Pan Evaluacion de ProyectosDocumento111 páginasD Pan Evaluacion de ProyectosOchoa AuriAún no hay calificaciones
- ASN-I-012 - Formato para Casos v1.0Documento12 páginasASN-I-012 - Formato para Casos v1.0One ClickAún no hay calificaciones
- Informe Final - Starbucks Uruguay - g6Documento16 páginasInforme Final - Starbucks Uruguay - g6Álvaro CastroAún no hay calificaciones
- Caso ParamountDocumento3 páginasCaso ParamountGraceGarcésFlores0% (1)
- Escuela de Negocios Gms El Nuevo Sistema de Evaluación: El Programa MBA EjecutivoDocumento3 páginasEscuela de Negocios Gms El Nuevo Sistema de Evaluación: El Programa MBA EjecutivoJulian G JulianAún no hay calificaciones
- Callaway Golf CompanyDocumento5 páginasCallaway Golf CompanybenjapizarroAún no hay calificaciones
- La filosofía del Kaizen: Pequeños cambios con grandes consecuenciasDe EverandLa filosofía del Kaizen: Pequeños cambios con grandes consecuenciasCalificación: 3.5 de 5 estrellas3.5/5 (2)
- ¿Cómo Describiría El Desempeño Competitivo y Operativo Reciente de NII Holdings y Nextel Perú, y Cómo Cree Que Afectó El Precio de Compra?Documento7 páginas¿Cómo Describiría El Desempeño Competitivo y Operativo Reciente de NII Holdings y Nextel Perú, y Cómo Cree Que Afectó El Precio de Compra?Angel MoralesAún no hay calificaciones
- ¿Cómo Describiría El Desempeño Competitivo y Operativo Reciente de NII Holdings y Nextel Perú, y Cómo Cree Que Afectó El Precio de Compra?Documento7 páginas¿Cómo Describiría El Desempeño Competitivo y Operativo Reciente de NII Holdings y Nextel Perú, y Cómo Cree Que Afectó El Precio de Compra?Angel MoralesAún no hay calificaciones
- Reparación Hyundai Atos 2001Documento57 páginasReparación Hyundai Atos 2001Eduardo Martinez50% (4)
- Analisis de Caso Chevrolet CamaroDocumento11 páginasAnalisis de Caso Chevrolet CamaroRebeca Mena Loasiga100% (1)
- Control en Tiempos de DelegacionDocumento12 páginasControl en Tiempos de DelegacionFlor Salvatierra100% (1)
- The Lincoln Electric CompanyDocumento3 páginasThe Lincoln Electric CompanyVíctor JordánAún no hay calificaciones
- 2 Caso 2 Ritz CarltonDocumento2 páginas2 Caso 2 Ritz CarltonJuan Diego PantaAún no hay calificaciones
- Hca Analisis FinancieroDocumento27 páginasHca Analisis FinancieroANTONHY BRET PINTO PARIONAAún no hay calificaciones
- Gatica Mercado RodrigoDocumento88 páginasGatica Mercado RodrigoJoe Dickens PAún no hay calificaciones
- Final Project WeaveTech Case Anaylsis Fi - En.esDocumento51 páginasFinal Project WeaveTech Case Anaylsis Fi - En.esMaria Alejandra PortilloAún no hay calificaciones
- Hospital America Corp - Estructura de Capital PDFDocumento16 páginasHospital America Corp - Estructura de Capital PDFefalqueztorresAún no hay calificaciones
- Caso de EstudioDocumento5 páginasCaso de EstudioKarol Revilla EscobarAún no hay calificaciones
- Indumotora - Subaru: análisis de negocio y mejoras al servicio de mantenimientoDocumento7 páginasIndumotora - Subaru: análisis de negocio y mejoras al servicio de mantenimientohenry_ot9Aún no hay calificaciones
- Caso GlenmarkDocumento5 páginasCaso GlenmarkCesar Miranda100% (2)
- UCB: Datos impulsan la medicinaDocumento9 páginasUCB: Datos impulsan la medicinaJulio CanchayaAún no hay calificaciones
- Noodle Analytics in 2018 AI For The Enterprise - Grupo 2Documento5 páginasNoodle Analytics in 2018 AI For The Enterprise - Grupo 2juan diego zarauz vidalAún no hay calificaciones
- Solución de Estudio de Caso de Shouldice HospitalDocumento11 páginasSolución de Estudio de Caso de Shouldice HospitalScribdTranslationsAún no hay calificaciones
- Programa Trimestre 2Documento23 páginasPrograma Trimestre 2Gonzalo López0% (2)
- TUIXEN Urgencias Centro HospitalarioDocumento11 páginasTUIXEN Urgencias Centro HospitalarioLuis Enrique Jara Romero100% (1)
- Caso práctico de Toyota: Estrategia global de producciónDocumento29 páginasCaso práctico de Toyota: Estrategia global de producciónMauricio Antonio VargasAún no hay calificaciones
- StarbucksDocumento3 páginasStarbucksMaria DelgadoAún no hay calificaciones
- Administracion en SaludDocumento3 páginasAdministracion en SaludKristhian Kamilo CruzAún no hay calificaciones
- KaiserDocumento9 páginasKaiserankitAún no hay calificaciones
- American Connector CompanyDocumento3 páginasAmerican Connector CompanyvelkisAún no hay calificaciones
- Hotel Ritz CarltonDocumento5 páginasHotel Ritz Carltonaletscasper0% (1)
- Caso ShouldiceDocumento15 páginasCaso Shouldiceainhoa roig100% (1)
- Caso ToyotaDocumento4 páginasCaso ToyotaAnthony Joan Castañeda DavilaAún no hay calificaciones
- American ConnectorsDocumento9 páginasAmerican Connectorsapi-3856819Aún no hay calificaciones
- Anuario 2019 Teen Smart SPDocumento28 páginasAnuario 2019 Teen Smart SPDaniela Mercado100% (1)
- Productivity PlussDocumento2 páginasProductivity PlussJuan Manuel GonzalezAún no hay calificaciones
- Caso Benihana Tokyo - PresentarDocumento9 páginasCaso Benihana Tokyo - PresentarPauli Lopez AAún no hay calificaciones
- Resolucion Caso South West ClaseDocumento7 páginasResolucion Caso South West ClaseAlejo ZabalaAún no hay calificaciones
- Caso #28Documento32 páginasCaso #28Andrea OrellanaAún no hay calificaciones
- ¿Qué Es La Metodología 'Agile' - BBVADocumento3 páginas¿Qué Es La Metodología 'Agile' - BBVAGerardo MaldonadoAún no hay calificaciones
- Act Grupal Caso JubetesDocumento1 páginaAct Grupal Caso JubetesIván Morales MarguirottAún no hay calificaciones
- NestleDocumento22 páginasNestleJoaquinRodriguezVillegasAún no hay calificaciones
- El Arbol de Decisiones Del Lider EticoDocumento1 páginaEl Arbol de Decisiones Del Lider EticoCarlos Frank Olivera LeónAún no hay calificaciones
- Caso Calvo - Itala ArbulúDocumento9 páginasCaso Calvo - Itala ArbulúItala Arbulú BaquedanoAún no hay calificaciones
- Grupo 2 - Trabajo - Caso BenihanaDocumento6 páginasGrupo 2 - Trabajo - Caso BenihanaFernanda Zapata BarriosAún no hay calificaciones
- Descargar Informe Caso Rasti - CompressDocumento54 páginasDescargar Informe Caso Rasti - CompressCata AquinoAún no hay calificaciones
- El Caso Del RitzDocumento7 páginasEl Caso Del Ritzpatyfonseca100% (1)
- Curso, Dirección Estratégica ComercialDocumento7 páginasCurso, Dirección Estratégica ComercialAndrésAún no hay calificaciones
- Software de EnfermeriaDocumento10 páginasSoftware de Enfermeriaregina enrique avendañoAún no hay calificaciones
- Canales de DistribucionDocumento8 páginasCanales de DistribucionDulze MQAún no hay calificaciones
- Caso Diamond Chemicals PLCDocumento4 páginasCaso Diamond Chemicals PLCdamako86Aún no hay calificaciones
- 503-S03 Sorrell RidgeDocumento4 páginas503-S03 Sorrell RidgeAdrianAún no hay calificaciones
- Caso Marketing de Excelencia Ge GP314 U - David RengifoDocumento1 páginaCaso Marketing de Excelencia Ge GP314 U - David RengifoAlbert David RengifoAún no hay calificaciones
- AnálisisHH Interno de OMADocumento4 páginasAnálisisHH Interno de OMAJuan Sebastian RubioAún no hay calificaciones
- Expo Caso Salud DignaDocumento17 páginasExpo Caso Salud DignaISA100% (1)
- Efectividad de Un Programa de Motivación Laboral en El Personal de Enfermería en La Unidad de Cuidados Intermedios Del Hospital Edgardo Rebagliati Martin 2016Documento59 páginasEfectividad de Un Programa de Motivación Laboral en El Personal de Enfermería en La Unidad de Cuidados Intermedios Del Hospital Edgardo Rebagliati Martin 2016Luke CarsaAún no hay calificaciones
- Informe de Estudio de Caso Gestion de CalidadDocumento20 páginasInforme de Estudio de Caso Gestion de Calidadgloriachina100% (1)
- Prueba D.producciónDocumento4 páginasPrueba D.producciónjaviera cerda opazoAún no hay calificaciones
- Caso 5Documento8 páginasCaso 5cristianAún no hay calificaciones
- Mejora continua Toyota caso asientos defectuososDocumento2 páginasMejora continua Toyota caso asientos defectuososanon_647505265Aún no hay calificaciones
- El modelo de las 4P de Toyota: Filosofía, Proceso, Personas y Solución de ProblemasDocumento7 páginasEl modelo de las 4P de Toyota: Filosofía, Proceso, Personas y Solución de Problemasaura maria cantillo oliveraAún no hay calificaciones
- Resumen de Toyota Kata de Gerardo Aulinger y Mike RotherDe EverandResumen de Toyota Kata de Gerardo Aulinger y Mike RotherCalificación: 4 de 5 estrellas4/5 (2)
- Tasa Contable de Ganancia PDFDocumento17 páginasTasa Contable de Ganancia PDFVanessa Gil ReyesAún no hay calificaciones
- Nota Anualidades y PerpetuidadesDocumento19 páginasNota Anualidades y PerpetuidadesAngel MoralesAún no hay calificaciones
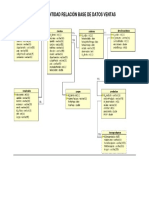
- BDD Ventas JustificacionDocumento1 páginaBDD Ventas JustificacionAngel MoralesAún no hay calificaciones
- Tecnicas de EvaluacionDocumento25 páginasTecnicas de EvaluacionAnDy FiTzAún no hay calificaciones
- Anualidades Anticipadas y Vencidas Mediante ExcelDocumento30 páginasAnualidades Anticipadas y Vencidas Mediante ExcelAngel MoralesAún no hay calificaciones
- Saldo en cuenta corriente de Canadá, China, México y Estados Unidos de 1998 a 2017Documento6 páginasSaldo en cuenta corriente de Canadá, China, México y Estados Unidos de 1998 a 2017Angel MoralesAún no hay calificaciones
- Foro 03Documento2 páginasForo 03Angel MoralesAún no hay calificaciones
- DellDocumento1 páginaDellAngel MoralesAún no hay calificaciones
- ModeloDocumento1 páginaModeloAngel MoralesAún no hay calificaciones
- Por qué el refresco ha sido históricamente rentableDocumento3 páginasPor qué el refresco ha sido históricamente rentableAngel MoralesAún no hay calificaciones
- CeresDocumento4 páginasCeresAngel MoralesAún no hay calificaciones
- Ahold Tesco AnalisisDocumento3 páginasAhold Tesco AnalisisAngel MoralesAún no hay calificaciones
- Le PliageDocumento1 páginaLe PliageAngel MoralesAún no hay calificaciones
- Caso InboudDocumento3 páginasCaso InboudAngel MoralesAún no hay calificaciones
- Contabilidad Administrativa Vs Contabilidad FinancieraDocumento5 páginasContabilidad Administrativa Vs Contabilidad FinancieraArnaldo ReyesAún no hay calificaciones
- TAREA1Documento5 páginasTAREA1Angel MoralesAún no hay calificaciones
- BDD Ventas JustificacionDocumento1 páginaBDD Ventas JustificacionAngel MoralesAún no hay calificaciones
- S3 - Actividad 1 - AFTD - MBA 13.22.08-EjemploDocumento3 páginasS3 - Actividad 1 - AFTD - MBA 13.22.08-EjemploAngel MoralesAún no hay calificaciones
- Enseñanza e Investigación en Psicología 0185-1594: Issn: Rbulle@uv - MXDocumento19 páginasEnseñanza e Investigación en Psicología 0185-1594: Issn: Rbulle@uv - MXYhoselinM.CarvajalAún no hay calificaciones
- MER VentasDocumento3 páginasMER VentasAngel MoralesAún no hay calificaciones
- DSC U1 Ma 03Documento11 páginasDSC U1 Ma 03Viviana Hernandez Flores100% (1)
- Contabilidad Administrativa Vs Contabilidad FinancieraDocumento5 páginasContabilidad Administrativa Vs Contabilidad FinancieraArnaldo ReyesAún no hay calificaciones
- Diferencia Entre Contabilidad Financiera y Administrativa. - El Conta Punto ComDocumento1 páginaDiferencia Entre Contabilidad Financiera y Administrativa. - El Conta Punto ComAngel MoralesAún no hay calificaciones
- Bandera MexicoDocumento2 páginasBandera MexicoCarlos Ivan Obrajero CastellanosAún no hay calificaciones
- Socialism oDocumento16 páginasSocialism oAngel MoralesAún no hay calificaciones
- DSC U2 Ma 03Documento1 páginaDSC U2 Ma 03MarioAún no hay calificaciones
- Fundicion MaleableDocumento26 páginasFundicion MaleableViviana Candela OrduzAún no hay calificaciones
- Escenario Plazo FijoDocumento10 páginasEscenario Plazo FijoBRAYAN OBDULIO GARRIDO ALVARADOAún no hay calificaciones
- Néstor Adrián Mora Macías - Cristhian Xavier Vega IntriagoDocumento130 páginasNéstor Adrián Mora Macías - Cristhian Xavier Vega IntriagoMoreina SanchezAún no hay calificaciones
- Exp.3 Caracterización de Pulpas Minerales PmiDocumento6 páginasExp.3 Caracterización de Pulpas Minerales PmiYenniffer Ivette Lopez RomeroAún no hay calificaciones
- Cx9 at 2.5t 2wd Prime Ipm IIIDocumento3 páginasCx9 at 2.5t 2wd Prime Ipm IIIR CastroAún no hay calificaciones
- Licitación - Plan de Oferta Real PDFDocumento35 páginasLicitación - Plan de Oferta Real PDFJORGE PORFIRIO VALENCIA PINEDAAún no hay calificaciones
- 5S japonesas para optimizar recursosDocumento4 páginas5S japonesas para optimizar recursosJose GMAún no hay calificaciones
- COT 0206 Reparacion de Motor de Engranajes P 50Documento2 páginasCOT 0206 Reparacion de Motor de Engranajes P 50Cesar Ccorahua CcolqueAún no hay calificaciones
- 1 Corriente de Las Relaciones Humanas PDFDocumento1 página1 Corriente de Las Relaciones Humanas PDFVanessa MazoAún no hay calificaciones
- El Alto Riesgo de Contratar Estrellas PDFDocumento9 páginasEl Alto Riesgo de Contratar Estrellas PDFGabyVasquezAún no hay calificaciones
- Normalizacion - Tema 2-Dibujo Industrial PDFDocumento51 páginasNormalizacion - Tema 2-Dibujo Industrial PDFmmorebal93975% (4)
- POSTULADOS DE LA ESCUELA CLÁSICA DE ECONOMÍA - ApuntesDocumento7 páginasPOSTULADOS DE LA ESCUELA CLÁSICA DE ECONOMÍA - ApuntesRayén FitocosméticaAún no hay calificaciones
- Matriz de Consistencia de La InvestigacionDocumento1 páginaMatriz de Consistencia de La InvestigacionCarlos Falera CarbajalAún no hay calificaciones
- Demandas Familiar Parcial 2Documento15 páginasDemandas Familiar Parcial 2HeBer MoRenoAún no hay calificaciones
- Productos MultimediaDocumento4 páginasProductos MultimediaCamilo CruzAún no hay calificaciones
- Resumen de Ensamblador X86Documento4 páginasResumen de Ensamblador X86Karen GuadamuzAún no hay calificaciones
- Minuta Contrato de ObraDocumento4 páginasMinuta Contrato de ObramiguelAún no hay calificaciones
- CUADERNO - DE - INFORMES Semana 5Documento10 páginasCUADERNO - DE - INFORMES Semana 5Yonatan PintoAún no hay calificaciones
- ReportViewer con SQL Server enDocumento10 páginasReportViewer con SQL Server enDiego Enco CarpioAún no hay calificaciones
- Plan Curso Seguimiento y Evaluacion de Proyectos 2021Documento5 páginasPlan Curso Seguimiento y Evaluacion de Proyectos 2021Oscar EcheverriaAún no hay calificaciones
- Ficha Técnica BCP 200-300Documento1 páginaFicha Técnica BCP 200-300Hernan YanezAún no hay calificaciones
- Revisión Del Intento Quiz 1 FUNDAMENTOS DE LA ADMINISTRACIONDocumento8 páginasRevisión Del Intento Quiz 1 FUNDAMENTOS DE LA ADMINISTRACIONmaritzamunozAún no hay calificaciones
- Mano de ObraDocumento28 páginasMano de ObraDuvan GuevaraAún no hay calificaciones
- Herramientas para Desarrolladores de GoogleDocumento22 páginasHerramientas para Desarrolladores de GoogleJhamilethAún no hay calificaciones
- Evaluación de Funciones Ejecutivas en Niños AnálisisDocumento23 páginasEvaluación de Funciones Ejecutivas en Niños AnálisisPaula Campos GonzalezAún no hay calificaciones
- Gestion de La Adquisición Del ProyectoDocumento12 páginasGestion de La Adquisición Del ProyectoKeylaAún no hay calificaciones
- Proceso para Instalar ARCHICADDocumento6 páginasProceso para Instalar ARCHICADWilson Mori SantanaAún no hay calificaciones
- Manual 1 Cisco PDFDocumento12 páginasManual 1 Cisco PDFSolis HuamaniAún no hay calificaciones