También podría gustarte
- Graficas NPDocumento4 páginasGraficas NPRafa Ambrocio MontesAún no hay calificaciones
- Metrologia - El CalibradorDocumento40 páginasMetrologia - El CalibradorRonald FajardoAún no hay calificaciones
- Descripción Del Proceso Productivo JugosDocumento18 páginasDescripción Del Proceso Productivo JugosWendy PanozoAún no hay calificaciones
- El Sistema de Producción Justo A TiempoDocumento9 páginasEl Sistema de Producción Justo A TiempoAndreaa AlessandraAún no hay calificaciones
- Tecnicas de MuestreoDocumento10 páginasTecnicas de MuestreoNitzia VerónicaAún no hay calificaciones
- Taylorismo FinalDocumento20 páginasTaylorismo FinalPerla CervantesAún no hay calificaciones
- Cuadro Comparativo Sobre Aportes de TaylorDocumento10 páginasCuadro Comparativo Sobre Aportes de Taylorjhon VenegasAún no hay calificaciones
- Manual de Fracciones ParcialesDocumento40 páginasManual de Fracciones ParcialesJavier Sotelo100% (1)
- Herramientas de MecanizadoDocumento17 páginasHerramientas de MecanizadomorihnoAún no hay calificaciones
- Primeras Ideas de AdministraciónDocumento47 páginasPrimeras Ideas de AdministraciónJorge MorquechoAún no hay calificaciones
- Graficos de Control NP PDFDocumento4 páginasGraficos de Control NP PDFDiego A. GómezAún no hay calificaciones
- El Método de Transporte (Pasos)Documento2 páginasEl Método de Transporte (Pasos)NoraaZenemijAún no hay calificaciones
- Muestreo - Gamarra - PalmerDocumento8 páginasMuestreo - Gamarra - PalmerOrlandoAún no hay calificaciones
- Qué Es El Método Kanban y Cómo Se ImplementaDocumento10 páginasQué Es El Método Kanban y Cómo Se ImplementamarhuelAún no hay calificaciones
- Estudio de TiemposDocumento25 páginasEstudio de TiemposJuan Paredes CamposAún no hay calificaciones
- Seis SigmaDocumento21 páginasSeis SigmaJulian GonzalezAún no hay calificaciones
- Capitulo 1 Diseño Mecanico PDFDocumento16 páginasCapitulo 1 Diseño Mecanico PDFBoris AndresAún no hay calificaciones
- Semana 01 - Sistema de Producción - Proceso ProductivoDocumento23 páginasSemana 01 - Sistema de Producción - Proceso ProductivoGERSON ROLANDO VERASTEGUI PINEDOAún no hay calificaciones
- Evolucion Historica de La CalidadDocumento3 páginasEvolucion Historica de La CalidadShuul GallardoAún no hay calificaciones
- Cultura de CalidadDocumento7 páginasCultura de CalidadJorge Arevalo Perez100% (1)
- Prueba de Independencia y Tablas de ContingenciaDocumento13 páginasPrueba de Independencia y Tablas de ContingenciaGyovana MartínezAún no hay calificaciones
- Modelo Básico de La Cantidad Óptima de PedidoDocumento3 páginasModelo Básico de La Cantidad Óptima de PedidoVeronica LlumiquingaAún no hay calificaciones
- Ejercicios Por Tema U2 - GMM - AjlpDocumento15 páginasEjercicios Por Tema U2 - GMM - AjlpJoshue PerezAún no hay calificaciones
- Estudios Realizados Por Frederick Taylor y Henry FayolDocumento4 páginasEstudios Realizados Por Frederick Taylor y Henry FayolJAEL12100% (1)
- Manual de Sotfware MinitabDocumento40 páginasManual de Sotfware MinitabDenilson CamposAún no hay calificaciones
- ANOVA y Análisis de Residuales GFGDocumento7 páginasANOVA y Análisis de Residuales GFGHerberth González AlzinaAún no hay calificaciones
- Unidad 1. Números ComplejosDocumento16 páginasUnidad 1. Números ComplejosAicrag Mazg FrankAún no hay calificaciones
- Antiderivada o PrimitivaDocumento2 páginasAntiderivada o PrimitivatrilainAún no hay calificaciones
- Historia de Los Números ComplejosDocumento3 páginasHistoria de Los Números ComplejosMarifer CauichAún no hay calificaciones
- La Aguja de BufónDocumento4 páginasLa Aguja de BufónAlejandroMartínezTaboadaAún no hay calificaciones
- Vector Tangente Normal BinormalDocumento9 páginasVector Tangente Normal BinormalpepeAún no hay calificaciones
- CARTA X-R Formato PDFDocumento1 páginaCARTA X-R Formato PDFFranco SosaAún no hay calificaciones
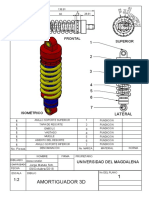
- AmortiguadorDocumento1 páginaAmortiguadorBlued OtalvaroAún no hay calificaciones
- Narración - Cuento La MiseriaDocumento7 páginasNarración - Cuento La MiseriaBeatriz Elena BARRIOS SAENZ100% (1)
- El Muestreo Del Trabajo - Investigacion - Equipo 2Documento21 páginasEl Muestreo Del Trabajo - Investigacion - Equipo 2Miguel PancardoAún no hay calificaciones
- Tiempo Estándar y Su ImportanciaDocumento3 páginasTiempo Estándar y Su ImportanciaAnonymous bbJdhRBRAún no hay calificaciones
- 12 Cuadrados LatinosDocumento35 páginas12 Cuadrados LatinosCésar Williams Paima AgurtoAún no hay calificaciones
- Apuntes Manufactura UNIDAD 1Documento10 páginasApuntes Manufactura UNIDAD 1Dario MeléndezAún no hay calificaciones
- Bloques PatrónDocumento16 páginasBloques PatrónNoé GonzálezAún no hay calificaciones
- Resumen Espacios VectorialesDocumento37 páginasResumen Espacios VectorialesGabo ZSAún no hay calificaciones
- TRABAJO DE INVESTIGACION Distribuciã N NormalDocumento16 páginasTRABAJO DE INVESTIGACION Distribuciã N NormalMigdalia LinaresAún no hay calificaciones
- Prontuario de Titulaciòn Por Diseño de Prototipos o ProyectosDocumento4 páginasProntuario de Titulaciòn Por Diseño de Prototipos o Proyectosnaidelin gonzalezAún no hay calificaciones
- Hoja de Verificacion Nom 007 Ssa3 2011Documento5 páginasHoja de Verificacion Nom 007 Ssa3 2011bernardo100% (2)
- ConcepCONCEPTO DE ENSAMBLE DEL PRODUCTOto de Ensamble Del ProductoDocumento3 páginasConcepCONCEPTO DE ENSAMBLE DEL PRODUCTOto de Ensamble Del ProductoDolores Cobian GarciaAún no hay calificaciones
- JMTE - Estación de TrabajoDocumento11 páginasJMTE - Estación de TrabajoJose Manuel Treviño EspinoAún no hay calificaciones
- Metodologia de ChecklandDocumento13 páginasMetodologia de Checklandrent markAún no hay calificaciones
- Crode CelayaDocumento10 páginasCrode CelayaEidan VasqueZzAún no hay calificaciones
- Codigo de BarraDocumento63 páginasCodigo de Barradeimer hernandezAún no hay calificaciones
- UNIDAD 3. Diseño de Experimentos de Un FactorDocumento24 páginasUNIDAD 3. Diseño de Experimentos de Un FactorLeyAún no hay calificaciones
- Ajuste y ToleranciaDocumento9 páginasAjuste y ToleranciaCarlos GuerreiroAún no hay calificaciones
- Algebra de MatricesDocumento22 páginasAlgebra de MatricesEnmanuel RpAún no hay calificaciones
- Teoría de Mediciones EstadísticasDocumento13 páginasTeoría de Mediciones EstadísticasJoisy RojasAún no hay calificaciones
- El Comando Rref Produce La Forma Reducida Escalonada Por Filas de Una Matriz Usando La Eliminacion de GaussDocumento3 páginasEl Comando Rref Produce La Forma Reducida Escalonada Por Filas de Una Matriz Usando La Eliminacion de GaussAlejandraCueva100% (1)
- Método Simplex DualDocumento22 páginasMétodo Simplex DualmaxiandradeAún no hay calificaciones
- Graficos de ParetoDocumento13 páginasGraficos de ParetoPaula AmayaAún no hay calificaciones
- Unidad-2.-Fundamentos de ProbabilidadDocumento56 páginasUnidad-2.-Fundamentos de ProbabilidadKarla VelázquezAún no hay calificaciones
- Carga de TrabajoDocumento10 páginasCarga de Trabajopercy huirse pumaAún no hay calificaciones
- Tema 3 Gráficos de Control Por AtributosDocumento41 páginasTema 3 Gráficos de Control Por AtributosMarta PérezAún no hay calificaciones
- Cartas de ControlDocumento5 páginasCartas de ControlHector LopezAún no hay calificaciones
- Guía Método de Análisis ABC-2Documento14 páginasGuía Método de Análisis ABC-2FabianAún no hay calificaciones
- Pesum de ING INDUSTRIAL-CopiarDocumento3 páginasPesum de ING INDUSTRIAL-CopiarFabianAún no hay calificaciones
- Diagrama Procesos (Simbologia)Documento1 páginaDiagrama Procesos (Simbologia)FabianAún no hay calificaciones
- Los Gráficos de Control Por Variables Permiten Estudiar La Calidad de Características NuméricasDocumento2 páginasLos Gráficos de Control Por Variables Permiten Estudiar La Calidad de Características NuméricasFabianAún no hay calificaciones
- EJEMPLO Diagrama Causa y EfectoDocumento3 páginasEJEMPLO Diagrama Causa y EfectoFabianAún no hay calificaciones
- Grafico de Control X R Analisis y Pasos A SeguirDocumento11 páginasGrafico de Control X R Analisis y Pasos A SeguirFabianAún no hay calificaciones
- Guia Trabajo Práctico de Grafico de Control Por Atributo 10%Documento5 páginasGuia Trabajo Práctico de Grafico de Control Por Atributo 10%FabianAún no hay calificaciones
- Trabajo 20% Grafico de Control Por AtributoDocumento7 páginasTrabajo 20% Grafico de Control Por AtributoFabian100% (1)
- Variables de Feedback Relacionadas Con El AprendizajeDocumento3 páginasVariables de Feedback Relacionadas Con El Aprendizajej_j_m_tAún no hay calificaciones
- Libros de FisicaDocumento43 páginasLibros de FisicaJorge PontonAún no hay calificaciones
- Normalización de La Violencia de Género Cómo Obstáculo Metodológico para Su ComprensiónDocumento14 páginasNormalización de La Violencia de Género Cómo Obstáculo Metodológico para Su ComprensiónCamila CardonaAún no hay calificaciones
- Dosificación Secundaria 2 2022Documento19 páginasDosificación Secundaria 2 2022Sergio Ramírez GonzálezAún no hay calificaciones
- Rituales de Despedida en La Terapia de DueloDocumento12 páginasRituales de Despedida en La Terapia de DueloRaúl Armando Santana RivasAún no hay calificaciones
- Tema 2 - Perspectivas Sociológicas Sobre Salud y EnfermedadDocumento4 páginasTema 2 - Perspectivas Sociológicas Sobre Salud y EnfermedadJuan Diego FebresAún no hay calificaciones
- El ArropieroDocumento8 páginasEl ArropieroJosef IgelAún no hay calificaciones
- Aplicacion de Web Semantica para MovilesDocumento8 páginasAplicacion de Web Semantica para MovilesuspotAún no hay calificaciones
- Prueba Historia IlustracionDocumento4 páginasPrueba Historia IlustracionUrbin OrtegaAún no hay calificaciones
- 2009 05 PDFDocumento15 páginas2009 05 PDFsuset_sánchezAún no hay calificaciones
- Planeación 2012 G.E.Documento47 páginasPlaneación 2012 G.E.Kty MoraAún no hay calificaciones
- FOFARDocumento21 páginasFOFARjaime polancoAún no hay calificaciones
- Corriente Pedagógica TradicionalDocumento2 páginasCorriente Pedagógica TradicionalErlinton ordoñezAún no hay calificaciones
- 1.4 Orígenes, Fuentes, Motivación y Enfoque de La Teoría General de SistemasDocumento6 páginas1.4 Orígenes, Fuentes, Motivación y Enfoque de La Teoría General de SistemasOmar Lopez AriasAún no hay calificaciones
- La LecturaDocumento20 páginasLa LecturaInmaraAún no hay calificaciones
- Comunicacion Oral y EscritaDocumento16 páginasComunicacion Oral y EscritaLuis Miguel Jimenez Severino0% (1)
- Infografia 3Documento12 páginasInfografia 3OscarAún no hay calificaciones
- Cuarta UnidadDocumento5 páginasCuarta UnidadMiguelAngelPaucarContrerasAún no hay calificaciones
- Protocolo de ViolenciaDocumento24 páginasProtocolo de ViolenciaJesús Israel Nieves RomeroAún no hay calificaciones
- Ley 2027 Estatuto Del Funcionario P - BlicoDocumento32 páginasLey 2027 Estatuto Del Funcionario P - BlicoMARY ELENA MACIAS REJASAún no hay calificaciones
- Análisis Crítico de La Película 127 Horas PDFDocumento1 páginaAnálisis Crítico de La Película 127 Horas PDFFabricio Renato Vera ChavezAún no hay calificaciones
- Escritos Sobre Derechos Fundamentales. Manuel Medina GuerreroDocumento10 páginasEscritos Sobre Derechos Fundamentales. Manuel Medina GuerreroAndy UbieraAún no hay calificaciones
- Bibliografia Sobre ImproDocumento3 páginasBibliografia Sobre ImproJULIO SAIZ ALEJANDROAún no hay calificaciones
- Ficha 2 LECTURASDocumento4 páginasFicha 2 LECTURASElinor Johanse FuentesAún no hay calificaciones
- Cadenas TróficasDocumento4 páginasCadenas TróficasLeonardo PichardoAún no hay calificaciones
- Brochure Modelamiento AmbientalDocumento29 páginasBrochure Modelamiento AmbientalrobesozaAún no hay calificaciones
- 269 978 1 PBDocumento12 páginas269 978 1 PBstar butterflyAún no hay calificaciones
- Ley 582 06 Ley General Educacion NICARAGUADocumento43 páginasLey 582 06 Ley General Educacion NICARAGUAeparajon75% (4)
- Informe de Bioquímica Laboratorio N°11Documento4 páginasInforme de Bioquímica Laboratorio N°11Marife ZegarraAún no hay calificaciones
- Historia Natural Del AcvDocumento22 páginasHistoria Natural Del Acvamordavid922280100% (1)