También podría gustarte
- Actividad3 U3 SM ZavalaDíazDocumento9 páginasActividad3 U3 SM ZavalaDíazErick PalaciosAún no hay calificaciones
- Actividad3 U3 PalaciosAzuaDocumento7 páginasActividad3 U3 PalaciosAzuaErick PalaciosAún no hay calificaciones
- Creación Del Sistema KanbanDocumento11 páginasCreación Del Sistema KanbanLiliana FloresAún no hay calificaciones
- Gestion de La Produccion IIDocumento26 páginasGestion de La Produccion IImarcosAún no hay calificaciones
- Tarea-2-Oscar Adrian Ramirez QuirozDocumento11 páginasTarea-2-Oscar Adrian Ramirez QuirozAdrian RamirezAún no hay calificaciones
- PDD M6a1t3Documento38 páginasPDD M6a1t3Juan Carlos Quispe NestaresAún no hay calificaciones
- Colegio Privado Mixto La IlustracionDocumento13 páginasColegio Privado Mixto La IlustracionM G Leonidas PerezAún no hay calificaciones
- Manual de Manufactura EsbeltaDocumento41 páginasManual de Manufactura EsbeltaLuis Mendoza IslasAún no hay calificaciones
- Trabajo Final - JITDocumento4 páginasTrabajo Final - JITRodrigo ZuñigaAún no hay calificaciones
- IDM - U1 - ADA1 - Miyagui Do MetodosDocumento15 páginasIDM - U1 - ADA1 - Miyagui Do MetodosPriscila Yanina Sanchez MartinAún no hay calificaciones
- Filosofías Básicas Gestión OperacionesDocumento22 páginasFilosofías Básicas Gestión OperacionesGerson Zavaleta DominguezAún no hay calificaciones
- KANBANDocumento10 páginasKANBANEli GranadosAún no hay calificaciones
- Adaptarse A Las Novedades Del MercadoDocumento10 páginasAdaptarse A Las Novedades Del Mercadocamila mesaAún no hay calificaciones
- Tarea 3 Analisis de ProcesoDocumento10 páginasTarea 3 Analisis de ProcesoevelinAún no hay calificaciones
- Trabajo Final (Just in Time & Pull System)Documento38 páginasTrabajo Final (Just in Time & Pull System)Sandra OviedoAún no hay calificaciones
- Trabajo Final Justo A TiempoDocumento21 páginasTrabajo Final Justo A TiempoYamilEspinal100% (2)
- AO2-Investigacion Kanban - Weisser Merino ScarlettDocumento8 páginasAO2-Investigacion Kanban - Weisser Merino Scarlettscarlett weisserAún no hay calificaciones
- Capítulo 5. Proceso Esbelto, Reingeniería y La Metodología de Las 9 SDocumento30 páginasCapítulo 5. Proceso Esbelto, Reingeniería y La Metodología de Las 9 SKaty Zapata100% (1)
- 2 Entrega Proyecto Grupal Fisica de PlantaDocumento13 páginas2 Entrega Proyecto Grupal Fisica de PlantaPreciado HectorAún no hay calificaciones
- 3 Entrega Fisica de PlantasDocumento15 páginas3 Entrega Fisica de PlantasDFSFDAún no hay calificaciones
- Tema 1 Introducción A La Manufactura EsbeltaDocumento39 páginasTema 1 Introducción A La Manufactura Esbeltajoel maximiliano garcia velazquezAún no hay calificaciones
- Act - 13 Temas SelectosDocumento6 páginasAct - 13 Temas SelectosPiXi CRAún no hay calificaciones
- Requisitos para Un Sistema Justo A TiempoDocumento44 páginasRequisitos para Un Sistema Justo A Tiempochuche15100% (2)
- JIT "Just in Time" "Justo A Tiempo": Profesor: Dr. Humberto Arcos Rodríguez Alumna: Lucero Castro GarcíaDocumento9 páginasJIT "Just in Time" "Justo A Tiempo": Profesor: Dr. Humberto Arcos Rodríguez Alumna: Lucero Castro GarcíaLucero CastroAún no hay calificaciones
- Segundo Entregable-Métodos en Ingeniería UniDocumento34 páginasSegundo Entregable-Métodos en Ingeniería UniAdorian FārAún no hay calificaciones
- Four Decades of Manufacturing's Hits, Misses and SmilesDocumento15 páginasFour Decades of Manufacturing's Hits, Misses and SmilesAlejandra Cabrera BAún no hay calificaciones
- Informe Agil OficialDocumento22 páginasInforme Agil OficialJeanAún no hay calificaciones
- Principales Herramientas de Lean ManufacturingDocumento18 páginasPrincipales Herramientas de Lean Manufacturingalejandra herresAún no hay calificaciones
- Actividad 9 PDFDocumento12 páginasActividad 9 PDFjuliana jaimes0% (1)
- Sabrina Garcia-Metodologia Kanban-Administracion de La Producion II-FinalDocumento12 páginasSabrina Garcia-Metodologia Kanban-Administracion de La Producion II-FinalSabrina Garcia EscalanteAún no hay calificaciones
- Resumen Segunda ParteDocumento8 páginasResumen Segunda Parteenrike santosAún no hay calificaciones
- Actividad 3 T3Documento8 páginasActividad 3 T3Alberto PedrozaAún no hay calificaciones
- Uso Del Sistema Kanban para La Mejora de ProcesosDocumento20 páginasUso Del Sistema Kanban para La Mejora de ProcesosAbimael FigueroaAún no hay calificaciones
- Justo A Tiempo PDFDocumento8 páginasJusto A Tiempo PDFCésar RenteríaAún no hay calificaciones
- Tarea de Gestion de La Produccion Ensayo 1 2do ParcialDocumento10 páginasTarea de Gestion de La Produccion Ensayo 1 2do ParcialMAFER ASMALAún no hay calificaciones
- GDLP2 - U3Documento11 páginasGDLP2 - U3Xóchitl Mar P. H.Aún no hay calificaciones
- Investigación Unidad2Documento18 páginasInvestigación Unidad2jesusAún no hay calificaciones
- Unidad 3Documento18 páginasUnidad 3Noel Ruiz0% (1)
- Cuadro Sistema Tradicional y JITDocumento15 páginasCuadro Sistema Tradicional y JITDEXTER60% (5)
- Caso SMEDDocumento23 páginasCaso SMEDJake VazquezAún no hay calificaciones
- Orígenes de LeanDocumento9 páginasOrígenes de LeanSally OrtegaAún no hay calificaciones
- Universidad Privada Lider Peruana Del CuscoDocumento8 páginasUniversidad Privada Lider Peruana Del CuscoJhosep Huayta PalaciosAún no hay calificaciones
- Recurso Productivo Número Uno.Documento16 páginasRecurso Productivo Número Uno.Fabio Leonardo Monsalve CastellanosAún no hay calificaciones
- Sistemas de Producción Esbelta y Justo A Tiempo.Documento16 páginasSistemas de Producción Esbelta y Justo A Tiempo.Dulce Yamel AcostaAún no hay calificaciones
- Justo A Tiempo Teoria de Los 5 CerosDocumento21 páginasJusto A Tiempo Teoria de Los 5 Cerosrwaked275% (4)
- U10 Técnicas para Mejorar La Eficiencia OrganizacionalDocumento44 páginasU10 Técnicas para Mejorar La Eficiencia OrganizacionalSergio Fernando Dávila RuedaAún no hay calificaciones
- Trabajo de Investigacion 4 - Yépez Infante Irwin ManuelDocumento15 páginasTrabajo de Investigacion 4 - Yépez Infante Irwin ManuelManuel YepezAún no hay calificaciones
- CuestionarioDocumento8 páginasCuestionarioEl sparkyAún no hay calificaciones
- TA. Equipo2.19Documento49 páginasTA. Equipo2.19alessandraAún no hay calificaciones
- JIT - Operaciones EsbeltasDocumento8 páginasJIT - Operaciones EsbeltasESTUDIANTE DIMAS EDUARDO RODRIGUEZ RUIZAún no hay calificaciones
- Gestion de CalidadDocumento12 páginasGestion de Calidadalejandro peezAún no hay calificaciones
- Gestión de La ProducciónDocumento19 páginasGestión de La ProducciónRkoValadezAún no hay calificaciones
- Aplicación de Las Herramientas Del JIT.Documento14 páginasAplicación de Las Herramientas Del JIT.Fernando Sebastian IsMAún no hay calificaciones
- Justo A TiempoDocumento20 páginasJusto A TiempoWiliBegazoGarciaAún no hay calificaciones
- 3.3 Herramientas Lean ManufacturingDocumento5 páginas3.3 Herramientas Lean Manufacturingkarla paola contrerasAún no hay calificaciones
- Justo A Tiempo ResumenDocumento62 páginasJusto A Tiempo ResumenMiguel Benito Cañon GalvisAún no hay calificaciones
- FORODocumento3 páginasFOROmiguel olivos100% (1)
- Lean certification. Certificación de un sistema de gestión leanDe EverandLean certification. Certificación de un sistema de gestión leanAún no hay calificaciones
- UF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaDe EverandUF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaAún no hay calificaciones
- Isaac PublisherDocumento33 páginasIsaac Publisherjose eduardo rodriguez zarateAún no hay calificaciones
- Secretaría de Educación de Veracruz Oficialía Mayor Dirección de Recursos Humanos Constancia de LaboresDocumento1 páginaSecretaría de Educación de Veracruz Oficialía Mayor Dirección de Recursos Humanos Constancia de Laboresjose eduardo rodriguez zarateAún no hay calificaciones
- Introduccion A Las Aplicaciones Web y Tecnologia JavaDocumento29 páginasIntroduccion A Las Aplicaciones Web y Tecnologia Javajose eduardo rodriguez zarateAún no hay calificaciones
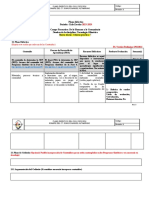
- Plano Didactico 2023 (4154)Documento5 páginasPlano Didactico 2023 (4154)jose eduardo rodriguez zarate80% (5)
- Cotizacion Agua PotableDocumento1 páginaCotizacion Agua Potablejose eduardo rodriguez zarateAún no hay calificaciones
- 210728131642-UA 2.1 LM HTML - Estructura BasicaDocumento46 páginas210728131642-UA 2.1 LM HTML - Estructura Basicajose eduardo rodriguez zarateAún no hay calificaciones
- Ejercicios ArbolesDocumento43 páginasEjercicios Arbolesjose eduardo rodriguez zarateAún no hay calificaciones
- Rodriguez - JoseEduardo - EA1 - Uso de Herramientas para El Estudio en LíneaDocumento1 páginaRodriguez - JoseEduardo - EA1 - Uso de Herramientas para El Estudio en Líneajose eduardo rodriguez zarateAún no hay calificaciones
- Semana 15Documento15 páginasSemana 15jose eduardo rodriguez zarateAún no hay calificaciones
- Carta para Prestamo Del Cac3b1on Estaca Dgo MexicoDocumento1 páginaCarta para Prestamo Del Cac3b1on Estaca Dgo Mexicojose eduardo rodriguez zarateAún no hay calificaciones
- Ficha 04. Multiplicación y División de Fracciones y Decimales.Documento3 páginasFicha 04. Multiplicación y División de Fracciones y Decimales.jose eduardo rodriguez zarateAún no hay calificaciones
- Unidad I. Teoria de GrafosDocumento19 páginasUnidad I. Teoria de Grafosjose eduardo rodriguez zarateAún no hay calificaciones
- Ejercicios - 6.2 Representación de Los GrafosDocumento2 páginasEjercicios - 6.2 Representación de Los Grafosjose eduardo rodriguez zarateAún no hay calificaciones
- Evaluacion DiagnosticaDocumento1 páginaEvaluacion Diagnosticajose eduardo rodriguez zarateAún no hay calificaciones
- Planeacion Tecnologia ArregladoDocumento45 páginasPlaneacion Tecnologia Arregladojose eduardo rodriguez zarateAún no hay calificaciones
- Tecnologia2020 2021 2022 Segundo AñoDocumento40 páginasTecnologia2020 2021 2022 Segundo Añojose eduardo rodriguez zarateAún no hay calificaciones
- Elementos Que Debe Contener La Carpeta Digital Del DocenteDocumento2 páginasElementos Que Debe Contener La Carpeta Digital Del Docentejose eduardo rodriguez zarateAún no hay calificaciones
- Tecnologia - 1 - Secundaria Nuevo MexicoDocumento165 páginasTecnologia - 1 - Secundaria Nuevo Mexicojose eduardo rodriguez zarateAún no hay calificaciones
- Actividades de RecuperacionDocumento1 páginaActividades de Recuperacionjose eduardo rodriguez zarateAún no hay calificaciones
- Ficha 25. Potencias y Raices CuadradasDocumento5 páginasFicha 25. Potencias y Raices Cuadradasjose eduardo rodriguez zarateAún no hay calificaciones
- Cuadernillo ITICS Materia Ingenieria Del Conocimiento 6o Semestre Junio 2020Documento14 páginasCuadernillo ITICS Materia Ingenieria Del Conocimiento 6o Semestre Junio 2020jose eduardo rodriguez zarateAún no hay calificaciones
- D5 - OCTUBRE 2020 Padrón de Alumnos (DV) de Educación Especial 2020-2021 - FORMDocumento3 páginasD5 - OCTUBRE 2020 Padrón de Alumnos (DV) de Educación Especial 2020-2021 - FORMjose eduardo rodriguez zarateAún no hay calificaciones
- Ficha 2. Representaciones CartográficasDocumento9 páginasFicha 2. Representaciones Cartográficasjose eduardo rodriguez zarate100% (1)
- Ficha 03. Suma y Resta de Números Enteros, Decimales Positivos y Negativos.Documento7 páginasFicha 03. Suma y Resta de Números Enteros, Decimales Positivos y Negativos.jose eduardo rodriguez zarateAún no hay calificaciones
- Ficha 05. Multiplicación y División de Números Enteros.Documento7 páginasFicha 05. Multiplicación y División de Números Enteros.jose eduardo rodriguez zarateAún no hay calificaciones
- Ficha 3. Textos PoéticosDocumento10 páginasFicha 3. Textos Poéticosjose eduardo rodriguez zarateAún no hay calificaciones
- Ficha 3. Implicaciones Ambientales, Sociales y EconómicasDocumento6 páginasFicha 3. Implicaciones Ambientales, Sociales y Económicasjose eduardo rodriguez zarateAún no hay calificaciones
- Ficha 5. Relieve - Regionessísmicas - ProcesosinternosyexternosDocumento6 páginasFicha 5. Relieve - Regionessísmicas - Procesosinternosyexternosjose eduardo rodriguez zarateAún no hay calificaciones
- Ficha 4. Producción Agrícola, Ganadera, Forestal y PesqueraDocumento7 páginasFicha 4. Producción Agrícola, Ganadera, Forestal y Pesquerajose eduardo rodriguez zarateAún no hay calificaciones
- Ficha 13. El Sistema SolarDocumento4 páginasFicha 13. El Sistema Solarjose eduardo rodriguez zarate100% (1)
- AOI GPO4M CuevasMoralesDiegoGaelDocumento23 páginasAOI GPO4M CuevasMoralesDiegoGaelDIEGO GAEL CUEVAS MORALESAún no hay calificaciones
- Esan - PEE - Gestión de Tesorería - Ses. 7.1 - PrácticaDocumento12 páginasEsan - PEE - Gestión de Tesorería - Ses. 7.1 - PrácticaSelena Espinoza RuizAún no hay calificaciones
- Tarea 5.1 Simulacro Env o Decisi N Plantilla Resultados SIMPRODocumento11 páginasTarea 5.1 Simulacro Env o Decisi N Plantilla Resultados SIMPROlarissa estradaAún no hay calificaciones
- Caso Grafitón - SoluciónDocumento27 páginasCaso Grafitón - SoluciónJOSE LUIS DAVILA MALPICAAún no hay calificaciones
- Modelos de Descuento Por Volúmen. Alumnos.Documento8 páginasModelos de Descuento Por Volúmen. Alumnos.jacob.p.eAún no hay calificaciones
- UntitledDocumento10 páginasUntitledStefan Giannini Brocca YatacoAún no hay calificaciones
- TEMA 5 Administracion de Inventarios 2Documento23 páginasTEMA 5 Administracion de Inventarios 2Josselin Nuñez LopezAún no hay calificaciones
- CASO IidDocumento7 páginasCASO IidSkny Bool100% (2)
- 2SEMNNADocumento98 páginas2SEMNNAyovanaAún no hay calificaciones
- Actividad 3 MPSDocumento21 páginasActividad 3 MPSHuevito KinderAún no hay calificaciones
- Ejercicios Inventarios EOQ y EOQ Con FaltantesDocumento3 páginasEjercicios Inventarios EOQ y EOQ Con Faltantesnay rubio100% (1)
- 1321 20190307 MuestDocumento4 páginas1321 20190307 Muestcristian GamaAún no hay calificaciones
- Formato de Inventario de Almacen en ExcelDocumento3 páginasFormato de Inventario de Almacen en ExcelJuan ArceAún no hay calificaciones
- Sesion 13-2 VirtualDocumento78 páginasSesion 13-2 VirtualCristopher l.hAún no hay calificaciones
- Lean ManufacturingDocumento2 páginasLean ManufacturingAngel Abraham García CastilloAún no hay calificaciones
- Parcial Costos - LauraDocumento10 páginasParcial Costos - Lauralaura torres100% (2)
- Ejercicios Inventarios ABC-1529528406Documento3 páginasEjercicios Inventarios ABC-1529528406Robin C. AndaluzAún no hay calificaciones
- EJERCICIO 6. 2 Pag. 162 - Hernandez Lopez Jorge RobertoDocumento12 páginasEJERCICIO 6. 2 Pag. 162 - Hernandez Lopez Jorge RobertoJR HernandezAún no hay calificaciones
- Teoría Introducción A LeanDocumento30 páginasTeoría Introducción A LeanDuvan Quiñones MurilloAún no hay calificaciones
- Ejercicio 2 - Examen Administracion de La Produccion Araceli PerazaDocumento2 páginasEjercicio 2 - Examen Administracion de La Produccion Araceli PerazaDelmi VilledaAún no hay calificaciones
- 31 Lean ManufacturingDocumento30 páginas31 Lean ManufacturingElias CuasquerAún no hay calificaciones
- Modelos de Revision PeriodicaDocumento15 páginasModelos de Revision PeriodicaBill BrayanAún no hay calificaciones
- Simpro Lo Sigo DespuesDocumento10 páginasSimpro Lo Sigo DespuesMaykol EspírituAún no hay calificaciones
- Copia de Problema - 5.18 - y - Problema - Encargado - Salon - 5Documento14 páginasCopia de Problema - 5.18 - y - Problema - Encargado - Salon - 5AL67% (3)
- Proceso: T. Disponible C/T C/O Up-Time Q/R LoteDocumento7 páginasProceso: T. Disponible C/T C/O Up-Time Q/R Lotepedro luis rodriguez juarezAún no hay calificaciones
- Ramos Alfredo EA2Documento3 páginasRamos Alfredo EA2CecyAún no hay calificaciones
- Ejerciciosn Decontrol de Inventario CompletoDocumento10 páginasEjerciciosn Decontrol de Inventario CompletoLinder Obregon MillaAún no hay calificaciones
- Ejercicio de Costos (Arequipe) EvaluciónDocumento15 páginasEjercicio de Costos (Arequipe) EvaluciónMaria Teresa Toro CastañoAún no hay calificaciones
- DINÁMICA KANBAN DesarrolladaDocumento17 páginasDINÁMICA KANBAN DesarrolladaKAREN DAYANNA OREJUELA MARTINEZAún no hay calificaciones
- ANEXO 01 - Corregido CASO: Optimización de Costos de La Empresa La Elegancia SACDocumento20 páginasANEXO 01 - Corregido CASO: Optimización de Costos de La Empresa La Elegancia SACfabian cruzAún no hay calificaciones