También podría gustarte
- Planificación de la gestión y organización de los procesos de montaje de sistemas domóticosDe EverandPlanificación de la gestión y organización de los procesos de montaje de sistemas domóticosCalificación: 4.5 de 5 estrellas4.5/5 (2)
- 4 Ingenieria de ProyectosDocumento32 páginas4 Ingenieria de ProyectosRuben Choque BautistaAún no hay calificaciones
- Entrega Del Proyecto de Ingeniería de Métodos y Procesos-1Documento14 páginasEntrega Del Proyecto de Ingeniería de Métodos y Procesos-1YESID ALEJANDRO ZEMANATE GOMEZAún no hay calificaciones
- Administración Del Riesgo en Procesos Productivos UltimoDocumento51 páginasAdministración Del Riesgo en Procesos Productivos UltimoLina SuazaAún no hay calificaciones
- FC-04 Caracterización Del Proceso de Produccion Deagregados y Mezcla Rev (Por Aprobar)Documento2 páginasFC-04 Caracterización Del Proceso de Produccion Deagregados y Mezcla Rev (Por Aprobar)nannymaria 01Aún no hay calificaciones
- Cronograma de Actividades ActualizadoDocumento16 páginasCronograma de Actividades ActualizadoLuis Felipe Murillo SinningAún no hay calificaciones
- Taller Interacción de Los Procesos-Correcciòn Jency Pilar Jimenez PDFDocumento6 páginasTaller Interacción de Los Procesos-Correcciòn Jency Pilar Jimenez PDFnagAún no hay calificaciones
- Informe AA2Documento4 páginasInforme AA2Nelson GranadosAún no hay calificaciones
- Actividad Evaluativa 4 ElectivaDocumento9 páginasActividad Evaluativa 4 ElectivaCecilia RAMOS GONZALEZAún no hay calificaciones
- Perfil de Supervisor ProduccionDocumento3 páginasPerfil de Supervisor ProduccionClaudia Mendoza FuentesAún no hay calificaciones
- GTC-PR-SE-ER-003 - Rev.A - Procedimiento Excavación y RellenoDocumento15 páginasGTC-PR-SE-ER-003 - Rev.A - Procedimiento Excavación y RellenoManuel Alejandro San MartinAún no hay calificaciones
- Perfil de CargoDocumento3 páginasPerfil de CargoDiana CaceresAún no hay calificaciones
- PCV PR Es 021.rev01Documento6 páginasPCV PR Es 021.rev01yonathanAún no hay calificaciones
- PROCEDIMIENTO MANTENCION Y REPARACION EQUIPOS Rev 01Documento20 páginasPROCEDIMIENTO MANTENCION Y REPARACION EQUIPOS Rev 01Eric Felipe Ramirez JaraAún no hay calificaciones
- Ejercicio 3 PLAN DE CALIDAD DE PROCESO FormatoDocumento4 páginasEjercicio 3 PLAN DE CALIDAD DE PROCESO FormatoEddie ArciniegaAún no hay calificaciones
- Procedimiento de Cortes ExcavacionesDocumento4 páginasProcedimiento de Cortes ExcavacionesZolianis VargasAún no hay calificaciones
- Procedimiento de Trazado y ArmadoDocumento5 páginasProcedimiento de Trazado y ArmadoJesus CondoriAún no hay calificaciones
- Informe AA2Documento4 páginasInforme AA2Anonymous Ab2K9IxjHfAún no hay calificaciones
- Profesiograma VodkaDocumento5 páginasProfesiograma VodkaAlejandra HernandezAún no hay calificaciones
- Procedimiento de LimpiezaDocumento4 páginasProcedimiento de LimpiezaFanny PradillaAún no hay calificaciones
- MANUAL DE PROCEDIMIENTOS ADocumento42 páginasMANUAL DE PROCEDIMIENTOS APablo Andrés Gamba VillamarinAún no hay calificaciones
- P0271-PRD-PR-005 V1 Encofrado y Desencofrado Muros AncladosDocumento10 páginasP0271-PRD-PR-005 V1 Encofrado y Desencofrado Muros AncladosFrancisco López BejaranoAún no hay calificaciones
- Descripcion de Puesto Gerente de Planta de ExtrusionDocumento3 páginasDescripcion de Puesto Gerente de Planta de ExtrusionRouss Flores0% (1)
- MSB - Simulacion SistemasDocumento30 páginasMSB - Simulacion SistemasSoledad Ñahui SullcaAún no hay calificaciones
- Procedimiento de Conformación y CompactaciónDocumento7 páginasProcedimiento de Conformación y CompactaciónWagner Peña Ponte100% (1)
- Caracterizacion Proceeso de Produccion de Plasticos PDFDocumento2 páginasCaracterizacion Proceeso de Produccion de Plasticos PDFatomo51Aún no hay calificaciones
- Taller Eje 3 Diseño de Proceso - ActualizadoDocumento11 páginasTaller Eje 3 Diseño de Proceso - ActualizadoCARLOS AUGUSTO BARRIOS PAREDESAún no hay calificaciones
- Diagnóstico - CesarDocumento10 páginasDiagnóstico - CesarGROUP GUEVARAAún no hay calificaciones
- Nccu Nccu-232 FormatoalumnotrabajofinalDocumento10 páginasNccu Nccu-232 FormatoalumnotrabajofinalfranklinalexandersanchezhuamanAún no hay calificaciones
- REINPROC2Documento10 páginasREINPROC2Estefany jolonAún no hay calificaciones
- Instalación de FaenasDocumento29 páginasInstalación de FaenasGabriela Hidalgo JaraAún no hay calificaciones
- 3.procedimiento para Izaje de ContenedoresDocumento19 páginas3.procedimiento para Izaje de ContenedoresSERVICIO GENERALES TECFABSOL EIRLAún no hay calificaciones
- Procedimiento de Aplicación de Pintura en Interiores Rev 0Documento10 páginasProcedimiento de Aplicación de Pintura en Interiores Rev 0Yeyson Esp100% (1)
- Expediente Tecnico 1Documento11 páginasExpediente Tecnico 1alberto condori lipaAún no hay calificaciones
- Plan PDocumento17 páginasPlan PJosé Esneyder Caqui CaballeroAún no hay calificaciones
- Ca-Pd-01 Ficha de Caracterizacion Del Proceso de Produccion PDFDocumento5 páginasCa-Pd-01 Ficha de Caracterizacion Del Proceso de Produccion PDFWilliam PalmaAún no hay calificaciones
- Perfil de Cargos SupervisorDocumento3 páginasPerfil de Cargos SupervisorAlejandraNovaAún no hay calificaciones
- Clase VII Ingeneria Del Proyecto Plan de ProducciónDocumento26 páginasClase VII Ingeneria Del Proyecto Plan de ProducciónAlexandra EliasAún no hay calificaciones
- CPT Plan de Trabajo Encofrado-EDDocumento14 páginasCPT Plan de Trabajo Encofrado-EDCLAUDIA GABRIELA LAOS ELERA100% (1)
- Exposición - Grupo 7Documento13 páginasExposición - Grupo 7Fisher CAún no hay calificaciones
- Descripcion Del Puesto - Supervisor de ProduccionDocumento15 páginasDescripcion Del Puesto - Supervisor de ProduccionArianna Daphne Deja CarriónAún no hay calificaciones
- Anexo 2 - Formato Caracterización de ProcesosDocumento7 páginasAnexo 2 - Formato Caracterización de ProcesosCarlos SanchezAún no hay calificaciones
- Mapa de Procesos - Puesta A TierraDocumento2 páginasMapa de Procesos - Puesta A TierraJavier Reque AngelesAún no hay calificaciones
- PO42 Encofrado y DesencofradoDocumento11 páginasPO42 Encofrado y DesencofradoWilber Santiago Contreras AlmendreAún no hay calificaciones
- Cap 12Documento7 páginasCap 12Estudio H.AVILAAún no hay calificaciones
- MTL-PTS-Fabricación de RadierDocumento7 páginasMTL-PTS-Fabricación de Radierpatricio caroAún no hay calificaciones
- Dossier Soportes BaseDocumento43 páginasDossier Soportes BaseJose Arturo TejadaAún no hay calificaciones
- PROCESO DE APOYO (Tablaestaca)Documento2 páginasPROCESO DE APOYO (Tablaestaca)Luis GerardoAún no hay calificaciones
- PTS Montaje Equipos ElecDocumento9 páginasPTS Montaje Equipos ElecHenry OlateAún no hay calificaciones
- P0265-PO02 - Procedimiento de Preparación de MACPC-015 Ver 0.0Documento12 páginasP0265-PO02 - Procedimiento de Preparación de MACPC-015 Ver 0.0ray elarAún no hay calificaciones
- Guia 1 Operar Herramientas de Banco 1Documento32 páginasGuia 1 Operar Herramientas de Banco 1angelAún no hay calificaciones
- P-LNCI-37 PROCED - DE FABRIC.Y MONTAJE SIST. CAÑERÍAS Y FITTINGrev. 00Documento15 páginasP-LNCI-37 PROCED - DE FABRIC.Y MONTAJE SIST. CAÑERÍAS Y FITTINGrev. 00Fabricio Fae BalboaAún no hay calificaciones
- Expediente Tecnico 1.ppsxDocumento11 páginasExpediente Tecnico 1.ppsxCristobalAún no hay calificaciones
- 8 Organización de Obras y ProductividadDocumento11 páginas8 Organización de Obras y ProductividadFLOR LopezAún no hay calificaciones
- Organización Modular IiDocumento14 páginasOrganización Modular Iialequito29Aún no hay calificaciones
- DRZ-PET-007.ARQ.-instalación de Carpintería de MaderaDocumento28 páginasDRZ-PET-007.ARQ.-instalación de Carpintería de MaderaValeria Pereda BolañosAún no hay calificaciones
- Cap. 4 Estudio Tecnico V06oct2017 - PII PDFDocumento43 páginasCap. 4 Estudio Tecnico V06oct2017 - PII PDFYasir ChalcoAún no hay calificaciones
- Puesta en Marcha Del SistemaDocumento9 páginasPuesta en Marcha Del SistemaCinthia QuiñonesAún no hay calificaciones
- UF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaDe EverandUF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaAún no hay calificaciones
- Copia de Copia de Borrador Formato Entrega Segura de EquiposDocumento1 páginaCopia de Copia de Borrador Formato Entrega Segura de EquiposLuis Alberto Arroyo HernandezAún no hay calificaciones
- ST20000.653.221082 Ats MasaDocumento2 páginasST20000.653.221082 Ats MasaLuis Alberto Arroyo HernandezAún no hay calificaciones
- Certificado de AlturaDocumento2 páginasCertificado de AlturaLuis Alberto Arroyo HernandezAún no hay calificaciones
- Trabajo en CalienteDocumento1 páginaTrabajo en CalienteLuis Alberto Arroyo HernandezAún no hay calificaciones
- Trabajo en AlturasDocumento2 páginasTrabajo en AlturasLuis Alberto Arroyo HernandezAún no hay calificaciones
- Matriz para Registro Diario de Permisos de Trabajo Masa, Stork ImlDocumento5 páginasMatriz para Registro Diario de Permisos de Trabajo Masa, Stork ImlLuis Alberto Arroyo HernandezAún no hay calificaciones
- Formato Medicion de GasesDocumento2 páginasFormato Medicion de GasesLuis Alberto Arroyo HernandezAún no hay calificaciones
- ACTIVIDADES HSE CorregidaDocumento20 páginasACTIVIDADES HSE CorregidaLuis Alberto Arroyo HernandezAún no hay calificaciones
- Control Toma de TemperaturaDocumento2 páginasControl Toma de TemperaturaLuis Alberto Arroyo HernandezAún no hay calificaciones
- Ast Dumping CoolerDocumento4 páginasAst Dumping CoolerLuis Alberto Arroyo HernandezAún no hay calificaciones
- 3-Inspeccion de Equipos de Altura HawkDocumento4 páginas3-Inspeccion de Equipos de Altura HawkLuis Alberto Arroyo HernandezAún no hay calificaciones
- ARNESDocumento2 páginasARNESLuis Alberto Arroyo HernandezAún no hay calificaciones
- Maquina de CoserDocumento1 páginaMaquina de CoserLuis Alberto Arroyo Hernandez100% (1)
- Trabajo 3 ConsDocumento1 páginaTrabajo 3 ConsLuis Alberto Arroyo HernandezAún no hay calificaciones
- El Servicio Nacional de Aprendizaje SENA: Luis Alberto Arroyo HernandezDocumento1 páginaEl Servicio Nacional de Aprendizaje SENA: Luis Alberto Arroyo HernandezLuis Alberto Arroyo HernandezAún no hay calificaciones
- MotortoolDocumento1 páginaMotortoolLuis Alberto Arroyo HernandezAún no hay calificaciones
- INFOGRAFIADocumento1 páginaINFOGRAFIALuis Alberto Arroyo HernandezAún no hay calificaciones
- Formulario y Tratamiento de DatosDocumento2 páginasFormulario y Tratamiento de DatosLuis Alberto Arroyo HernandezAún no hay calificaciones
- Taller 1 - 24%-1 - 1549103989Documento6 páginasTaller 1 - 24%-1 - 1549103989Luis Alberto Arroyo HernandezAún no hay calificaciones
- Actividad Segurida ConstruccionDocumento1 páginaActividad Segurida ConstruccionLuis Alberto Arroyo HernandezAún no hay calificaciones
- Factura 202001 1.00645669 C31Documento4 páginasFactura 202001 1.00645669 C31Luis Alberto Arroyo HernandezAún no hay calificaciones
- AcetilenoDocumento11 páginasAcetilenoYameris MoralesAún no hay calificaciones
- Taller 1 - 24%-1 - 1549103989Documento6 páginasTaller 1 - 24%-1 - 1549103989Luis Alberto Arroyo HernandezAún no hay calificaciones
- 9.infografico Izaje CargasDocumento1 página9.infografico Izaje CargasElkin BarriosAún no hay calificaciones
- Carta de Renuncia Voluntaria Con PreavisoDocumento1 páginaCarta de Renuncia Voluntaria Con PreavisoFrank Peñaloza SuañaAún no hay calificaciones
- Anexo No. 7 - Panorama de RiesgosDocumento18 páginasAnexo No. 7 - Panorama de RiesgosLiz PasajeAún no hay calificaciones
- 9115001092818CC1072527060CDocumento1 página9115001092818CC1072527060CLuis Alberto Arroyo HernandezAún no hay calificaciones
- Sin TítuloDocumento2 páginasSin TítuloLuis Alberto Arroyo HernandezAún no hay calificaciones
- Procedimiento Izajes MecanicosDocumento8 páginasProcedimiento Izajes MecanicosJuliana GrisalesAún no hay calificaciones
- Evaluación Parcial Tipo B 2021 10Documento3 páginasEvaluación Parcial Tipo B 2021 10Brandon PérezAún no hay calificaciones
- Man TequillasDocumento11 páginasMan TequillasjandrovalverdeAún no hay calificaciones
- Necesidades de Agua de Los CultivosDocumento8 páginasNecesidades de Agua de Los Cultivosanon-497782100% (1)
- Recetario Vol 2Documento31 páginasRecetario Vol 2Bibi Rauddi100% (2)
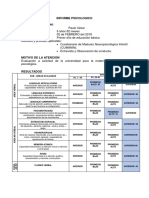
- Informe CumaninDocumento3 páginasInforme CumaninDaniel Andres Racines Jerves88% (8)
- Mantenimiento Preventivo Heat TracingDocumento27 páginasMantenimiento Preventivo Heat TracingPablo Alberto AdAún no hay calificaciones
- Seccion 9 AashtoDocumento10 páginasSeccion 9 Aashtoleonel cañari gonzalesAún no hay calificaciones
- Cuadro de Hormonas - Endocrino.Documento3 páginasCuadro de Hormonas - Endocrino.Olívia BatistaAún no hay calificaciones
- Proyecto MicrobiologíaDocumento18 páginasProyecto Microbiologíamicroindustrial100% (2)
- Limpias Energéticas 1Documento3 páginasLimpias Energéticas 1alexbv10Aún no hay calificaciones
- Por Ti No Me Rendiré de Edgar Lorenzo MatosDocumento116 páginasPor Ti No Me Rendiré de Edgar Lorenzo Matosscarlett_myers_1100% (1)
- Relacion Del Sistema Nervioso Con El ComportamientoDocumento8 páginasRelacion Del Sistema Nervioso Con El ComportamientoGloria Soto100% (1)
- Paci TeaDocumento2 páginasPaci TeaMary Aravena0% (1)
- Entrevista A Jacques Lacan Por La Revista PanoramaDocumento9 páginasEntrevista A Jacques Lacan Por La Revista PanoramaTrancy LawAún no hay calificaciones
- Las Fotografias Silvina OcampoDocumento4 páginasLas Fotografias Silvina OcampoMariela50% (4)
- Uso Del Fluor Diamino de PlataDocumento25 páginasUso Del Fluor Diamino de PlataRossy Stefania Rufino Saavedra100% (1)
- P.cal.01 Producto No Conforme Rev.08Documento5 páginasP.cal.01 Producto No Conforme Rev.08Guillermo FuentesAún no hay calificaciones
- El Orgasmo Más Largo de Tu VidaDocumento5 páginasEl Orgasmo Más Largo de Tu VidaAna Altagracia García Marte100% (1)
- Cuadernillo Nivel Fonologico NT1Documento21 páginasCuadernillo Nivel Fonologico NT1paulinaburgosvasquezAún no hay calificaciones
- Blanqueo AlgodonDocumento16 páginasBlanqueo AlgodonGonzalo Jara PacoriAún no hay calificaciones
- Catalogo MicroDocumento30 páginasCatalogo MicroJhon Nieto VargasAún no hay calificaciones
- Artrópodos (Generalidades y Arácnidos)Documento17 páginasArtrópodos (Generalidades y Arácnidos)Guillermo PadillaAún no hay calificaciones
- Practica#4 - PMFA PDFDocumento11 páginasPractica#4 - PMFA PDFP-ame J-vAún no hay calificaciones
- Ef561 Farmacologia Q10Documento5 páginasEf561 Farmacologia Q10Yadira Gomez RodriguezAún no hay calificaciones
- Las 8 Regiones Naturales Del Peru AriadnaDocumento2 páginasLas 8 Regiones Naturales Del Peru AriadnaGalan GraficaAún no hay calificaciones
- Plantilla de Trabajo Unidad 3 - Fase 4 - Diseño de Una Experiencia de AprendizajeDocumento17 páginasPlantilla de Trabajo Unidad 3 - Fase 4 - Diseño de Una Experiencia de Aprendizajekarina guzman0% (1)
- Guia Sacrificio de Peces y Mercadeo Marzo 19Documento4 páginasGuia Sacrificio de Peces y Mercadeo Marzo 19mfgarzonl100% (1)
- Anexo 20. Programa de CapacitaciónDocumento83 páginasAnexo 20. Programa de CapacitaciónEivyn ArrietaAún no hay calificaciones
- Importancia de Los Primeros Auxilios UeeDocumento19 páginasImportancia de Los Primeros Auxilios Ueejose melendezAún no hay calificaciones
- TESIS Tipos y Características de Tuberías para Elaboración de Pozos PetrolerosDocumento190 páginasTESIS Tipos y Características de Tuberías para Elaboración de Pozos PetrolerosAlexis Michelle Roca100% (3)