También podría gustarte
- Clases de AntibióticosDocumento6 páginasClases de AntibióticosMariana Cardenas100% (1)
- Antiestreptolisinas ODocumento7 páginasAntiestreptolisinas ODaniel Del Valle100% (1)
- Obtención de Enzímas Productoras de AmilasasDocumento5 páginasObtención de Enzímas Productoras de AmilasasRonald Alexis Llerena PillacaAún no hay calificaciones
- Dickinson, Oliver - El Egeo - de La Edad de Bronce A La Edad de Hierro PDFDocumento351 páginasDickinson, Oliver - El Egeo - de La Edad de Bronce A La Edad de Hierro PDFmartinAún no hay calificaciones
- Obras de Teatro Cortas Tres PersonajesDocumento11 páginasObras de Teatro Cortas Tres PersonajesSergioSeminarioAún no hay calificaciones
- Liderazgo y Comportamiento Organizacional - Parte IDocumento67 páginasLiderazgo y Comportamiento Organizacional - Parte IJackeline Charapaqui Reluz100% (3)
- Agares microbiológicosDocumento6 páginasAgares microbiológicosAngelaRojasAún no hay calificaciones
- Practica CoprocultivoDocumento11 páginasPractica CoprocultivoMayte Perea MarquezAún no hay calificaciones
- NITROFURAZONADocumento9 páginasNITROFURAZONAJulio Sánchez100% (1)
- Guia 2 Esterilizacion y DesinfeccionDocumento11 páginasGuia 2 Esterilizacion y DesinfeccionMiguel MorenoAún no hay calificaciones
- Enfermedad de Von WillebrandDocumento3 páginasEnfermedad de Von WillebrandMaRcelita JojoaAún no hay calificaciones
- Intoxicacion Por CocainaDocumento12 páginasIntoxicacion Por Cocainajhimi huarachi100% (1)
- Eosinofilos en OrinaDocumento1 páginaEosinofilos en Orinael zair100% (1)
- Manual de Intro Edc 2013Documento80 páginasManual de Intro Edc 2013Luisa L. Berríos0% (1)
- Producción ácido glucónicoDocumento6 páginasProducción ácido glucónicoSonia Pascual HernandezAún no hay calificaciones
- B 2 Micro Globulin ADocumento4 páginasB 2 Micro Globulin ACARLOSAún no hay calificaciones
- Microorganismos de Interés IndustrialDocumento8 páginasMicroorganismos de Interés IndustrialAngelesTorresAún no hay calificaciones
- Aislamiento de Anaerobios Clostridium Versión FinalDocumento8 páginasAislamiento de Anaerobios Clostridium Versión FinalAdriana MarcelaAún no hay calificaciones
- Manual Operaciones Unitarias III..Deifnitivo Abril 22 (1) - 1 PDFDocumento73 páginasManual Operaciones Unitarias III..Deifnitivo Abril 22 (1) - 1 PDFJuanes Alzate Trujillo100% (1)
- Conteo Celular HematocitómetroDocumento7 páginasConteo Celular HematocitómetroRocio VeraAún no hay calificaciones
- Agar Telurito de K ValtekDocumento2 páginasAgar Telurito de K ValtekAndrea ArdilaAún no hay calificaciones
- Fabricación de cápsulas blandas: proceso y caracterizaciónDocumento9 páginasFabricación de cápsulas blandas: proceso y caracterizaciónAgaadh SinghAún no hay calificaciones
- Fermentacion Lactica Homofermentativa DocuDocumento6 páginasFermentacion Lactica Homofermentativa DocuCarlos OrbeAún no hay calificaciones
- Amibas, Parásitos Flagelados, TricomonasDocumento6 páginasAmibas, Parásitos Flagelados, TricomonasmarthaAún no hay calificaciones
- Normas para El NectarDocumento6 páginasNormas para El NectarCand SaAún no hay calificaciones
- Agar EMBDocumento1 páginaAgar EMBLuis ÁnGel Gutiérrez100% (1)
- EritropoyesisDocumento9 páginasEritropoyesisJaz MéndezAún no hay calificaciones
- Hemoglobina GlucosiladaDocumento11 páginasHemoglobina GlucosiladaCatherine Carol Ibañez HancoAún no hay calificaciones
- Diluciones en Microbiología 2015Documento36 páginasDiluciones en Microbiología 2015Antonio Brenes100% (2)
- Tecnicas de Muestreo para El Control MicrobiologicoDocumento34 páginasTecnicas de Muestreo para El Control MicrobiologicoAlexandry Ocas JaraAún no hay calificaciones
- Inmunocromatografía y floculación: guía práctica de pruebas rápidasDocumento5 páginasInmunocromatografía y floculación: guía práctica de pruebas rápidasKlaus Ramirez SuarezAún no hay calificaciones
- Obtención muestra úlcera presiónDocumento5 páginasObtención muestra úlcera presiónLuis Alonso Guzman ZecenarroAún no hay calificaciones
- Micología general: hongos, reproducción y factores de las enfermedades micóticasDocumento26 páginasMicología general: hongos, reproducción y factores de las enfermedades micóticasDanilo Caiza Llanga0% (1)
- CAPÍTULO 4 - Procedimientos y Técnicas de DiagnósticoDocumento36 páginasCAPÍTULO 4 - Procedimientos y Técnicas de DiagnósticoAlfredoSanchezAriasAún no hay calificaciones
- SDS Page PDFDocumento16 páginasSDS Page PDFVictor Abonza AmaroAún no hay calificaciones
- Expo QuimioluminiscenciaDocumento21 páginasExpo QuimioluminiscenciaDiana DíazAún no hay calificaciones
- Especificaciones Architect c4000 I1000 Ci4100 PDFDocumento36 páginasEspecificaciones Architect c4000 I1000 Ci4100 PDFRalt Med100% (2)
- Factor reumatoide y ASTO en medicinaDocumento30 páginasFactor reumatoide y ASTO en medicinajppsAún no hay calificaciones
- Formato Practico AntibiogramaDocumento4 páginasFormato Practico AntibiogramaVania Araya VigorenaAún no hay calificaciones
- 6372 Aso Latex SPDocumento3 páginas6372 Aso Latex SPJoshua RodriquezAún no hay calificaciones
- 9 HervidoDocumento24 páginas9 HervidoLopez PedroAún no hay calificaciones
- Análisis bacteriológico de manos y utensiliosDocumento12 páginasAnálisis bacteriológico de manos y utensiliosLeonardo Rodriguez RiberaAún no hay calificaciones
- Alcohol VinicoDocumento12 páginasAlcohol VinicoESTEFANY50% (2)
- Tinciones RodaminaDocumento17 páginasTinciones RodaminaDiana VazquezAún no hay calificaciones
- Pruebas Bioquimicas MicrobiologiaDocumento64 páginasPruebas Bioquimicas MicrobiologiaJesús Adrián Gómez OrtizAún no hay calificaciones
- Proyecto Cerveza Pis Mora..Documento32 páginasProyecto Cerveza Pis Mora..Carlos OrbeAún no hay calificaciones
- 1 - InmunoglobulinasDocumento29 páginas1 - InmunoglobulinasIiomara NeriAún no hay calificaciones
- O P.PD 20 INSERTO Series de Identificacion BioquimicaDocumento3 páginasO P.PD 20 INSERTO Series de Identificacion BioquimicaJulyAndreaMurilloAún no hay calificaciones
- Proyecto II BuenoDocumento13 páginasProyecto II BuenoGracieladeLeónAún no hay calificaciones
- ..Neagleria Fowleri-ParasitologiaDocumento23 páginas..Neagleria Fowleri-ParasitologiaAbigail VCAún no hay calificaciones
- Extraccion de Sangre VenosaDocumento1 páginaExtraccion de Sangre VenosaAngela VivancoAún no hay calificaciones
- Medios de CultivoDocumento23 páginasMedios de CultivoEliana CaraballoAún no hay calificaciones
- Sangre Oculta en HecesDocumento12 páginasSangre Oculta en HecesAdriana GuzmánAún no hay calificaciones
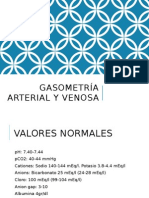
- Gasometria Arterial y VenosaDocumento22 páginasGasometria Arterial y VenosaAldebaran Osuna Chaidez100% (1)
- Siembra y To de Microorganismos RecuentoDocumento18 páginasSiembra y To de Microorganismos RecuentoJhony FloresAún no hay calificaciones
- Práctica 1: Identificación bacteriana mediante criterios de Cowan y Steel (18Documento10 páginasPráctica 1: Identificación bacteriana mediante criterios de Cowan y Steel (18David Lòpez PeñaAún no hay calificaciones
- Purificación de ProteínasDocumento52 páginasPurificación de ProteínasMiguel Antonio Valencia PaezAún no hay calificaciones
- Antibióticos resistencia sensibilidad métodos difusión E-testDocumento3 páginasAntibióticos resistencia sensibilidad métodos difusión E-testAndreita OrtizAún no hay calificaciones
- Factores clave en la selección de biorreactoresDocumento16 páginasFactores clave en la selección de biorreactoresChriss SchotborghAún no hay calificaciones
- Procesos FermentativosDocumento74 páginasProcesos FermentativosToxical_gdl89% (18)
- Taller Introduccion Fermentaciones IndustrialesDocumento6 páginasTaller Introduccion Fermentaciones IndustrialesDANIELA PAOLA DIAZ PAJAROAún no hay calificaciones
- Construcción de biorreactor para fermentación de mosto de uvaDocumento15 páginasConstrucción de biorreactor para fermentación de mosto de uvaMaryori C. Kimarath Reyes RodriguezAún no hay calificaciones
- Reporte FinalDocumento18 páginasReporte FinalLuisa Gomez RomanAún no hay calificaciones
- DiagnosticoDocumento1 páginaDiagnosticoXavii RaMirezAún no hay calificaciones
- Selección Del Proceso (Cuestionario)Documento8 páginasSelección Del Proceso (Cuestionario)Xavii RaMirezAún no hay calificaciones
- Capitulo 2 Biologia de Los Microorganismos de Uso IndustrialDocumento11 páginasCapitulo 2 Biologia de Los Microorganismos de Uso IndustrialXavii RaMirezAún no hay calificaciones
- OPERACIONES BASICAS DE LOS PROCESOS QUIMICOS (L)Documento10 páginasOPERACIONES BASICAS DE LOS PROCESOS QUIMICOS (L)Xavii RaMirezAún no hay calificaciones
- Cuestionario Bioseparaciones (4to)Documento4 páginasCuestionario Bioseparaciones (4to)Xavii RaMirezAún no hay calificaciones
- FrutasDocumento50 páginasFrutaspocositoAún no hay calificaciones
- 2.mezclado de PolvosDocumento5 páginas2.mezclado de Polvoshepl AbsAún no hay calificaciones
- Anexo Noticias de Caracter 2Documento5 páginasAnexo Noticias de Caracter 2Xavii RaMirezAún no hay calificaciones
- Proceso de filtración: tipos, factores y gráficosDocumento10 páginasProceso de filtración: tipos, factores y gráficosXavii RaMirezAún no hay calificaciones
- Regular H. OfimáticaDocumento3 páginasRegular H. OfimáticaXavii RaMirezAún no hay calificaciones
- Cenizas Eq 1.IAGDocumento6 páginasCenizas Eq 1.IAGXavii RaMirezAún no hay calificaciones
- 2.mezclado de PolvosDocumento9 páginas2.mezclado de PolvosXavii RaMirezAún no hay calificaciones
- Preservacion de Alimentos Por Plasma Frio, JunioDocumento4 páginasPreservacion de Alimentos Por Plasma Frio, JunioXavii RaMirezAún no hay calificaciones
- CetoDocumento1 páginaCetoXavii RaMirezAún no hay calificaciones
- Problemas EC.Documento2 páginasProblemas EC.Xavii RaMirezAún no hay calificaciones
- Texto Ejercicios Resueltos de Hidraulica 2 Nelame 120912Documento62 páginasTexto Ejercicios Resueltos de Hidraulica 2 Nelame 120912Nestor Javier Lanza Mejia75% (12)
- El Portafolio y El Rol de Profesores y EstudiantesDocumento9 páginasEl Portafolio y El Rol de Profesores y EstudiantesXavii RaMirezAún no hay calificaciones
- ArintegDocumento7 páginasArintegRob McarAún no hay calificaciones
- Manual de Distribucion en PlantaDocumento44 páginasManual de Distribucion en PlantaPedro Arturo Valdivia Magallanes100% (6)
- Caracterizacion de Rizobacterias Aisladas de Tomate y Su Efecto en El Crecimiento de Tomate y PimientoDocumento7 páginasCaracterizacion de Rizobacterias Aisladas de Tomate y Su Efecto en El Crecimiento de Tomate y PimientokittchoAún no hay calificaciones
- Exponer BacteriasDocumento19 páginasExponer BacteriasCarlos RobertoAún no hay calificaciones
- Temblor EsencialDocumento9 páginasTemblor Esencialanna100% (1)
- Mejora Genética en El GirasolDocumento22 páginasMejora Genética en El GirasolMarian Del Castillo AlonsoAún no hay calificaciones
- PRACTICA #2 DigestibilidadDocumento6 páginasPRACTICA #2 DigestibilidadAranzazu Sokolich OrejuelaAún no hay calificaciones
- Conociendo Las Plantas y Su Aplicación en La Arquitectura PaisajistaDocumento14 páginasConociendo Las Plantas y Su Aplicación en La Arquitectura PaisajistaSalma CharafAún no hay calificaciones
- Tema N 5 Tiempos OperatoriosDocumento5 páginasTema N 5 Tiempos OperatoriosVariedades SaldañaAún no hay calificaciones
- TruchaDocumento29 páginasTruchaHELIO GONZALES ASTO100% (1)
- La Relación Entre La Ecología y La Agronomía y Los Principios Agroecológicos.Documento20 páginasLa Relación Entre La Ecología y La Agronomía y Los Principios Agroecológicos.Donald 1800Aún no hay calificaciones
- Muerte EncefalicaDocumento9 páginasMuerte EncefalicaChristian MolinaAún no hay calificaciones
- METABOLISMO CELULAR I: OBTENCIÓN DE MATERIA Y ENERGÍADocumento4 páginasMETABOLISMO CELULAR I: OBTENCIÓN DE MATERIA Y ENERGÍAKennedy FloresAún no hay calificaciones
- Taller 1-Clase 3Documento2 páginasTaller 1-Clase 3Manuel PortillaAún no hay calificaciones
- Factores de La PersonalidadDocumento40 páginasFactores de La PersonalidadErika IzaguirreAún no hay calificaciones
- Jóvenes Figura de Rey y FCSRTDocumento10 páginasJóvenes Figura de Rey y FCSRTvalentina sierra gomezAún no hay calificaciones
- Guía 7. Sexto Ciencias Naturales Nutrición 1Documento6 páginasGuía 7. Sexto Ciencias Naturales Nutrición 1Loren BarreraAún no hay calificaciones
- Órganos linfoides y su estructura histológicaDocumento36 páginasÓrganos linfoides y su estructura histológicaAlejandra PastorAún no hay calificaciones
- Organigrama de Una EmpresaDocumento15 páginasOrganigrama de Una EmpresaKristhians Rhapael Chumpitaz ParionaAún no hay calificaciones
- NP3Documento14 páginasNP3Sebastián DiazAún no hay calificaciones
- Maricruz Gomez de La Torre. El Rol de La Mujer Gestante en La Maternidad.Documento23 páginasMaricruz Gomez de La Torre. El Rol de La Mujer Gestante en La Maternidad.MANUEL ANTONIO PUERTO ESPINOZAAún no hay calificaciones
- Piretrinas y piretroides: clasificación, mecanismo de acción e intoxicaciónDocumento31 páginasPiretrinas y piretroides: clasificación, mecanismo de acción e intoxicaciónbetosalAún no hay calificaciones
- Interacción Fósforo - ZincDocumento28 páginasInteracción Fósforo - ZincFerxu MontoyaAún no hay calificaciones
- Bio Marc AdoresDocumento40 páginasBio Marc AdoresCésarAugusto Sánchez CardozoAún no hay calificaciones
- TinciónDocumento17 páginasTinciónluceroromero983Aún no hay calificaciones
- Aparato CardiovascularDocumento46 páginasAparato CardiovascularJulio César Rojas DíazAún no hay calificaciones
- Genética PrácticaDocumento15 páginasGenética PrácticaBrychs RoqueAún no hay calificaciones
- Factor VenusDocumento98 páginasFactor VenusGabriel SuarezAún no hay calificaciones
- Insulina y GlucagonDocumento59 páginasInsulina y GlucagonJhon Alexis M ArgoteAún no hay calificaciones
- CovidDocumento4 páginasCovidhola castAún no hay calificaciones