También podría gustarte
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosDe EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosAún no hay calificaciones
- Hornos Utilizados en La Fundición de MetalesDocumento3 páginasHornos Utilizados en La Fundición de MetalesRICHARDAún no hay calificaciones
- Hornos de FundicionDocumento16 páginasHornos de Fundicionelmer0% (1)
- Descripcion de Hornos en Fundicion para Metales y AleacionesDocumento9 páginasDescripcion de Hornos en Fundicion para Metales y AleacionesJhoel MceAún no hay calificaciones
- Consulta Hornos de FundicionDocumento9 páginasConsulta Hornos de Fundicionwladimir herreraAún no hay calificaciones
- El SuperDocumento16 páginasEl SuperEmiliano LozanoAún no hay calificaciones
- HornosDocumento5 páginasHornosJesús MejiaAún no hay calificaciones
- Area de FundiciónDocumento14 páginasArea de FundiciónJob Encampira NAún no hay calificaciones
- Materialde Apoyo 2Documento7 páginasMaterialde Apoyo 2Fredy Alexander MendezAún no hay calificaciones
- Material de Apoyo 2 PDFDocumento7 páginasMaterial de Apoyo 2 PDFWilder MedinaAún no hay calificaciones
- Clasificacion de Los Hornos para Los Procesos de FundicionDocumento6 páginasClasificacion de Los Hornos para Los Procesos de FundicionCesarEspinosaLiz100% (1)
- Charla Tipos de HornosDocumento4 páginasCharla Tipos de HornosAnonymous JLhYjbAún no hay calificaciones
- Hornos para FundicionDocumento12 páginasHornos para Fundicionmendez.monica.csc.laraAún no hay calificaciones
- Ensayo Hornos de FunducionDocumento20 páginasEnsayo Hornos de FunducionAlejandro MuroAún no hay calificaciones
- Tipos de HornosDocumento22 páginasTipos de HornosEly Ss100% (4)
- CONSULTA Hornos de FundiciónDocumento10 páginasCONSULTA Hornos de FundiciónMarcelo Javier Lucas CalderonAún no hay calificaciones
- Guia de Estudio de La Materia de PFMF Unidad IIIDocumento32 páginasGuia de Estudio de La Materia de PFMF Unidad IIIAbraham Martinez DavilaAún no hay calificaciones
- Resumen HandbookDocumento4 páginasResumen HandbookLuis NaviaAún no hay calificaciones
- Los HornoDocumento2 páginasLos HornoDamian BelfordAún no hay calificaciones
- Hornos y Defectos de FundicionDocumento26 páginasHornos y Defectos de FundicioncerjiocastellAún no hay calificaciones
- Hornos Usados para La FundiciónDocumento7 páginasHornos Usados para La FundiciónSantiago Bejarano AlfaroAún no hay calificaciones
- Horno de Reverbero MetalurgiaDocumento10 páginasHorno de Reverbero MetalurgiaMauricio Edgardo Astorga PizarroAún no hay calificaciones
- Procesos para Fundición de Piezas BrutasDocumento12 páginasProcesos para Fundición de Piezas BrutasJesus DiazAún no hay calificaciones
- Tarea3 - 202047644Documento11 páginasTarea3 - 202047644kyoto 456Aún no hay calificaciones
- Horno CubiloteDocumento11 páginasHorno CubiloteJL OlivaAún no hay calificaciones
- Trabajo de Conocimientos de MaterialesDocumento8 páginasTrabajo de Conocimientos de MaterialesCINTIA BEATRIZ PEREZ MUNGUIAAún no hay calificaciones
- Acero Materia PrimaDocumento18 páginasAcero Materia Primakey_griAún no hay calificaciones
- Investigación de Fundición y Puntos de FusiónDocumento12 páginasInvestigación de Fundición y Puntos de FusiónJesus CruzAún no hay calificaciones
- Diapositivas Horno Reverbero - 1Documento23 páginasDiapositivas Horno Reverbero - 1FERNANDO PEDRO SOTO HUAMANVILCAAún no hay calificaciones
- Actividad 3 Procesos de Fundicion (Jose David Cinta de La Cruz)Documento19 páginasActividad 3 Procesos de Fundicion (Jose David Cinta de La Cruz)jose david cinta0% (1)
- Proceso de Fabricación Del Acero InoxidableDocumento3 páginasProceso de Fabricación Del Acero InoxidableAmanda Johnson50% (2)
- 388-Texto Del Artículo-786-1-10-20161123Documento18 páginas388-Texto Del Artículo-786-1-10-20161123Buynow BuynowAún no hay calificaciones
- Recursos para La FundicionDocumento4 páginasRecursos para La Fundicionalex oliveraAún no hay calificaciones
- Hornos CrisolDocumento3 páginasHornos CrisolPablo PáezAún no hay calificaciones
- Hornos Utilizados en La Fabricación de Aleaciones Ferrosas Y No FerrosasDocumento18 páginasHornos Utilizados en La Fabricación de Aleaciones Ferrosas Y No FerrosasJonathan CarpioAún no hay calificaciones
- Horno de CrisolDocumento9 páginasHorno de CrisolMarco MenchacaAún no hay calificaciones
- Reporte FinalDocumento9 páginasReporte FinalRicky BreakAún no hay calificaciones
- Hornos ResistivosDocumento11 páginasHornos ResistivosUriel Ramos PereaAún no hay calificaciones
- Investigacion Alum in I o FinalDocumento12 páginasInvestigacion Alum in I o FinalZacary MaltosAún no hay calificaciones
- Metodos de Obtención de AceroDocumento17 páginasMetodos de Obtención de AceroJael100% (1)
- Manufactura Del AceroDocumento12 páginasManufactura Del AceroJuanCarlosLopezAún no hay calificaciones
- Altos Hornos, Hirro FundidoDocumento12 páginasAltos Hornos, Hirro FundidoWilliam Miguel Pérez AlarcónAún no hay calificaciones
- CIENCIAS DE LOS MATERIALESpowerDocumento9 páginasCIENCIAS DE LOS MATERIALESpowerDaya TeránAún no hay calificaciones
- Alto Horno TrabDocumento11 páginasAlto Horno TrabDulce RomanoAún no hay calificaciones
- CuestionarioDocumento7 páginasCuestionarioalicia zaraAún no hay calificaciones
- Tipos de Horno de FundicionDocumento17 páginasTipos de Horno de Fundicionraul cabanillas100% (1)
- Procedimiento Siemens MartinDocumento18 páginasProcedimiento Siemens MartinDalma De La CruzAún no hay calificaciones
- Hornos MetalurgiaDocumento22 páginasHornos MetalurgiaGuillermina Montes AyponAún no hay calificaciones
- Resumen de HornosDocumento6 páginasResumen de HornosgustavobaronaAún no hay calificaciones
- Fundición MetalurgiaDocumento8 páginasFundición MetalurgiaPepöök BarbelüxAún no hay calificaciones
- HornosDocumento22 páginasHornosSebastián ColqueAún no hay calificaciones
- Tipos de Hornos de FundiciónDocumento24 páginasTipos de Hornos de FundiciónNancy Durán100% (6)
- Hornos de CrisolDocumento4 páginasHornos de CrisolJazmin HerasimovichAún no hay calificaciones
- Proceso Obtención Del Hierro Y AceroDocumento8 páginasProceso Obtención Del Hierro Y AceroRafael EscuderoAún no hay calificaciones
- Fusion de Los Metales No Ferrosos (Aluminio y Bronce)Documento23 páginasFusion de Los Metales No Ferrosos (Aluminio y Bronce)Jairo ZuñigaAún no hay calificaciones
- Unidad 234 IVAN CERVILLA GARCIADocumento26 páginasUnidad 234 IVAN CERVILLA GARCIAiniestaAún no hay calificaciones
- Alto-Horno y Sus PartesDocumento12 páginasAlto-Horno y Sus PartesAbimael FigueroaAún no hay calificaciones
- Proceso de Fundición HornosDocumento4 páginasProceso de Fundición HornosDavid MosqueraAún no hay calificaciones
- Tipos de Hornos Usados en La Fundición de MetalesDocumento20 páginasTipos de Hornos Usados en La Fundición de MetalesCarlos Ojeda RiveraAún no hay calificaciones
- Sintesis Lectura 1 FundicionDocumento6 páginasSintesis Lectura 1 FundicionKlaryluna SoteloAún no hay calificaciones
- Metodología para Elaborar Un PresupuestoDocumento3 páginasMetodología para Elaborar Un PresupuestoMARELVIS FORNANRIAún no hay calificaciones
- Presupuesto MaestroDocumento3 páginasPresupuesto MaestroMARELVIS FORNANRIAún no hay calificaciones
- INVERSIONESDocumento24 páginasINVERSIONESMARELVIS FORNANRIAún no hay calificaciones
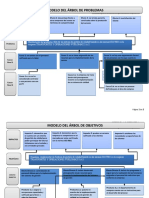
- Arbol de Problemas y ObjetivosDocumento2 páginasArbol de Problemas y ObjetivosMARELVIS FORNANRI50% (2)
- Qué Es La Manufactura AditivaDocumento8 páginasQué Es La Manufactura AditivaMARELVIS FORNANRIAún no hay calificaciones
- Informacion Exogena - FormatosDocumento4 páginasInformacion Exogena - FormatosMARELVIS FORNANRIAún no hay calificaciones
- Medios MagneticosDocumento2 páginasMedios MagneticosMARELVIS FORNANRI100% (1)
- Hoteleria y TurismoDocumento5 páginasHoteleria y TurismoMARELVIS FORNANRIAún no hay calificaciones
- Solucion Taller Hoteleria y TurismoDocumento6 páginasSolucion Taller Hoteleria y TurismoMARELVIS FORNANRIAún no hay calificaciones
- Presentacion de Hornos de FusionDocumento24 páginasPresentacion de Hornos de FusionraulraulAún no hay calificaciones
- Calculo de Fundición 1Documento4 páginasCalculo de Fundición 1ANGELA TRINIDAD MONTOYA PARISUAÑAAún no hay calificaciones
- Trabajo de Tipos de HornosDocumento11 páginasTrabajo de Tipos de HornosAlex MendozaAún no hay calificaciones
- Resistencia Quimica y Mecanica de Los MaterialesDocumento278 páginasResistencia Quimica y Mecanica de Los MaterialesJosè A. JimènezAún no hay calificaciones
- ACTIVIDAD 7 Hornos - PPTX - Solo LecturaDocumento3 páginasACTIVIDAD 7 Hornos - PPTX - Solo LecturaDavid LuisAún no hay calificaciones
- FundiciónDocumento42 páginasFundiciónSEGUNDO ALEJANDRO VICENTE QUITOAún no hay calificaciones
- Ok Fundicion y Colada 2014Documento43 páginasOk Fundicion y Colada 2014juancarlosjuaquinAún no hay calificaciones
- Apuntes FundicionDocumento13 páginasApuntes FundicionNicolas Ignacio Araya RiveraAún no hay calificaciones
- Taller Peligro Quìmico en Empresa MetalùrgicaDocumento7 páginasTaller Peligro Quìmico en Empresa MetalùrgicaAlexa Rivillas ContrerasAún no hay calificaciones
- FundiciónDocumento74 páginasFundiciónJosué FeoAún no hay calificaciones
- Horno de CubiloteDocumento26 páginasHorno de CubiloteMarcelo AlexAún no hay calificaciones
- El CubiloteDocumento23 páginasEl CubiloteRooby JeanpierreAún no hay calificaciones
- Fusion de La PirometalurgiaDocumento20 páginasFusion de La PirometalurgiaMilton Michael Rubio JoaquinAún no hay calificaciones
- Fabricación de Engranes Por FundiciónDocumento5 páginasFabricación de Engranes Por FundiciónAnthonySánchezAún no hay calificaciones
- Hornos de Fundición Crisol y CubiloteDocumento21 páginasHornos de Fundición Crisol y CubiloteRoland Chauca DoroteoAún no hay calificaciones
- Efectúe Cálculos Del Peso de Cargas de Cada Materia PrimaDocumento3 páginasEfectúe Cálculos Del Peso de Cargas de Cada Materia PrimaArnold NiñoAún no hay calificaciones
- Informe de Horno Tipo CubiloteDocumento13 páginasInforme de Horno Tipo CubiloteAbel AvalosAún no hay calificaciones
- Horno Cubilote - FinalDocumento27 páginasHorno Cubilote - FinalstipAún no hay calificaciones
- Capitulo 11 GrooverDocumento85 páginasCapitulo 11 Groovermanu100% (1)
- CT2 Horno de CubiloteDocumento7 páginasCT2 Horno de CubiloteOscar UribeAún no hay calificaciones
- Briqueteado de Mineral de HierroDocumento1 páginaBriqueteado de Mineral de HierroFernanda Itzel Jimenez100% (1)
- Clase 2015 - Hierro NodularDocumento157 páginasClase 2015 - Hierro NodularJosé Carlos Tiraccaya GarciaAún no hay calificaciones
- El Horno de CubiloteDocumento10 páginasEl Horno de CubiloteDiego GonzálezAún no hay calificaciones
- Mantenimiento Del Equipo Mecánico 2.Documento66 páginasMantenimiento Del Equipo Mecánico 2.gtrin15100% (1)
- Horno CubiloteDocumento5 páginasHorno CubiloteSteven Gonzalez CardonaAún no hay calificaciones
- Hornos Utilizados en La Preparación de Aleaciones Ferrosas y No FerrosasDocumento10 páginasHornos Utilizados en La Preparación de Aleaciones Ferrosas y No FerrosasMariafernanda Villalobos NapánAún no hay calificaciones
- Horno de CubiloteDocumento24 páginasHorno de CubiloteJhoel MedranoAún no hay calificaciones
- Tratamientos TérmicosDocumento90 páginasTratamientos TérmicosUna DosAún no hay calificaciones
- Alto Horno y CubiloteDocumento13 páginasAlto Horno y Cubilotediego mtz100% (1)
- Charla Tipos de HornosDocumento4 páginasCharla Tipos de HornosAnonymous JLhYjbAún no hay calificaciones