También podría gustarte
- B. ADMINISTRACIÓN DE COSTOS - Automatizada PDFDocumento18 páginasB. ADMINISTRACIÓN DE COSTOS - Automatizada PDFGalï Mïch100% (1)
- Unad G1441 Tarea 3Documento16 páginasUnad G1441 Tarea 3anthonyAún no hay calificaciones
- Tr1 MarketingDocumento4 páginasTr1 MarketingAdriana HRAún no hay calificaciones
- Formacion de Monitores - Entrega 2 SenatiDocumento10 páginasFormacion de Monitores - Entrega 2 SenatiElizabeth WalterAún no hay calificaciones
- Segunda Entrega de Trabajo Final de EconomíaDocumento20 páginasSegunda Entrega de Trabajo Final de EconomíaFátima Lucero Rospigliosi GamboaAún no hay calificaciones
- Tarea GrupalDocumento2 páginasTarea GrupalJose Raul Alcazar solier100% (1)
- Mejora Continua - TesisDocumento158 páginasMejora Continua - TesisAnthony Pérez0% (1)
- Modelo MofDocumento31 páginasModelo MofLuan PiCas72% (18)
- TR1 y TR2 Centros de DistribuciónDocumento11 páginasTR1 y TR2 Centros de DistribuciónLuis ChumpitazAún no hay calificaciones
- Plan de Marketing Digital para Nuevo ProductoDocumento2 páginasPlan de Marketing Digital para Nuevo ProductoAngel Garcia GarciaAún no hay calificaciones
- TR2 - LOGÍSTICA - 3er SEMESTRDocumento7 páginasTR2 - LOGÍSTICA - 3er SEMESTRKristel Dayan Uriol AquijeAún no hay calificaciones
- Naed - Naed-515 - Trabajo FinalDocumento6 páginasNaed - Naed-515 - Trabajo FinalAndreitaAún no hay calificaciones
- NIKEDocumento1 páginaNIKEBelén CánepaAún no hay calificaciones
- Técnicas de Comunicación: Importancia de la Oratoria en el Ámbito EducativoDocumento2 páginasTécnicas de Comunicación: Importancia de la Oratoria en el Ámbito EducativoJean Pierre GonzaloAún no hay calificaciones
- Naed Naed-418 TrabajofinalDocumento4 páginasNaed Naed-418 TrabajofinalHellen MartínezAún no hay calificaciones
- Administracion de La Cadena SenatiDocumento15 páginasAdministracion de La Cadena SenatiJHOSLINDA GISSELA FLORES GUTIERREZAún no hay calificaciones
- Entregable 1 Mejora de MétodosDocumento12 páginasEntregable 1 Mejora de MétodosAriana EstefaniaAún no hay calificaciones
- Comercializacion y Ventas t01Documento3 páginasComercializacion y Ventas t01JeanCarlosAlccalaicoHuaychoAún no hay calificaciones
- Flash As3 ProgrammingDocumento768 páginasFlash As3 ProgrammingFreddy Caldas JimenezAún no hay calificaciones
- Informe Marketing Operativo y estrategicoCOCA-COLA. CAOJDocumento12 páginasInforme Marketing Operativo y estrategicoCOCA-COLA. CAOJjesus cabreraAún no hay calificaciones
- Accu-202 - Trabajofinal 2 de Seguridad e HigienDocumento8 páginasAccu-202 - Trabajofinal 2 de Seguridad e Higienjunior trujillo mattos100% (1)
- Foro Administracion de Operaciones 1Documento6 páginasForo Administracion de Operaciones 1Paul Saavedra PacherrezAún no hay calificaciones
- Entregable 1 Trabajo Final JanethDocumento7 páginasEntregable 1 Trabajo Final Janethmilagrosvasquezv5Aún no hay calificaciones
- Atributos de La Fibra de AlpacaDocumento11 páginasAtributos de La Fibra de AlpacaLuz Mireya CcahuanaAún no hay calificaciones
- Canal+de+distribucion+tr2 KDocumento15 páginasCanal+de+distribucion+tr2 KKATERINAún no hay calificaciones
- Académico: Modalidades de Vinculación Del Aprendiz para La Formación Práctica en Las EmpresasDocumento33 páginasAcadémico: Modalidades de Vinculación Del Aprendiz para La Formación Práctica en Las EmpresasJorge Antonio Fernandez RamosAún no hay calificaciones
- DESIGN THINKING Trabajo Entregable 1Documento6 páginasDESIGN THINKING Trabajo Entregable 1Frank CarreraAún no hay calificaciones
- Naid Naid 548 FormatoalumnotrabajofinalDocumento18 páginasNaid Naid 548 FormatoalumnotrabajofinalGeraldine RamirezAún no hay calificaciones
- Analizar de Manera Preventiva Las Fallas Potenciales de Máquinas Del Metro de LimaDocumento18 páginasAnalizar de Manera Preventiva Las Fallas Potenciales de Máquinas Del Metro de LimaBrayan Alejandro Rivera GuevaraAún no hay calificaciones
- Ejercicio 01 - Calidad Total - Grupo 01 RojoDocumento11 páginasEjercicio 01 - Calidad Total - Grupo 01 RojoAndrea Nickole Flores Quenta100% (1)
- Ayudante de CocinaDocumento4 páginasAyudante de CocinaDaniel MarroquinAún no hay calificaciones
- UNIDAD 9 - Procesos CognitivosDocumento3 páginasUNIDAD 9 - Procesos CognitivosEgorco MilosAún no hay calificaciones
- Foda CruzadoDocumento3 páginasFoda CruzadoJoan Fermin Vega RosalesAún no hay calificaciones
- Trabajo Final-G. TransporteDocumento62 páginasTrabajo Final-G. TransporteKaren Selene Manrique RetoAún no hay calificaciones
- Actividad Entregable 2Documento19 páginasActividad Entregable 2Betty HuancaAún no hay calificaciones
- Organ I Grama 2015Documento1 páginaOrgan I Grama 2015John Laurente100% (1)
- TESISDocumento21 páginasTESISNayeli Delgado telloAún no hay calificaciones
- Hoja de Respuestas A Las Preguntas GuíaDocumento10 páginasHoja de Respuestas A Las Preguntas GuíaJenifer López severinoAún no hay calificaciones
- Canales de Distribucion FormatoalumnotrabajofinalDocumento4 páginasCanales de Distribucion FormatoalumnotrabajofinalAdriana YallicoAún no hay calificaciones
- Nccu Nccu-223 TrabajofinalDocumento5 páginasNccu Nccu-223 TrabajofinalEVARISTO LIMAS0% (1)
- Proyecto de MejoraDocumento57 páginasProyecto de MejoraAbel YabarAún no hay calificaciones
- Plan de Marketing Digital y Retail en La Industria de La Moda"Documento34 páginasPlan de Marketing Digital y Retail en La Industria de La Moda"Ariana GuevaraAún no hay calificaciones
- Cuaderno de Informe 01Documento38 páginasCuaderno de Informe 01Michell Rivera CobosAún no hay calificaciones
- TR1 - Seguridad e Higiene IndustrialDocumento6 páginasTR1 - Seguridad e Higiene IndustrialElvis G. PomaAún no hay calificaciones
- Documento Entrega de Procedimiento Seguro y Plan de ContingenciaDocumento1 páginaDocumento Entrega de Procedimiento Seguro y Plan de Contingenciaclaudia bertinAún no hay calificaciones
- Tesis SenatiDocumento30 páginasTesis SenatiDayana Bautista CornejoAún no hay calificaciones
- Tr2-Contabilidad GeneralDocumento16 páginasTr2-Contabilidad GeneralKaren TAAún no hay calificaciones
- TR2 Tecnicas de Comunicacion Yanac Morales DanielDocumento11 páginasTR2 Tecnicas de Comunicacion Yanac Morales Danieldaniel yanacAún no hay calificaciones
- Propiedades y características de los textosDocumento1 páginaPropiedades y características de los textosMiguel SotoAún no hay calificaciones
- Cgeu-224 Formatoalumnotrabajofinal EchoDocumento6 páginasCgeu-224 Formatoalumnotrabajofinal EchoMajo Macedo YampufeAún no hay calificaciones
- Trabajo Final de Las 5SDocumento5 páginasTrabajo Final de Las 5SBryan Lloclla vasquezAún no hay calificaciones
- Aguilar Administración Mof SiderperuDocumento36 páginasAguilar Administración Mof SiderperuYessi TapiaAún no hay calificaciones
- Mof Ju Medio Bajo PiuraDocumento55 páginasMof Ju Medio Bajo PiuraCarmen R. ChoquecahuaAún no hay calificaciones
- Manual Del Sistema de Gestion IntegralDocumento12 páginasManual Del Sistema de Gestion IntegralAngelica de la OssaAún no hay calificaciones
- MofDocumento86 páginasMofPatricia Ramirez100% (1)
- Manual MOF EMUSAP 2014Documento88 páginasManual MOF EMUSAP 2014Xamakita Rojas UrpequeAún no hay calificaciones
- Mof 2017egemsaDocumento27 páginasMof 2017egemsaMilagros Edith CamargoAún no hay calificaciones
- Manual OrganizacionalDocumento23 páginasManual Organizacionalwicar38Aún no hay calificaciones
- Manual de Puestos - 2018Documento153 páginasManual de Puestos - 2018SolizAún no hay calificaciones
- Actividad 1 - Identificación de La OrganizaciónDocumento8 páginasActividad 1 - Identificación de La Organizaciónhanny matuteAún no hay calificaciones
- Manual de Funciones Energuaviare S.A. E.S.P.Documento177 páginasManual de Funciones Energuaviare S.A. E.S.P.Carlos Antonio Mundul belloriniAún no hay calificaciones
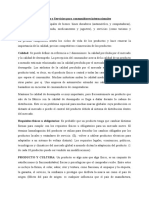
- Productos y Servicios para Consumidores InternacionalesDocumento17 páginasProductos y Servicios para Consumidores InternacionalesAarón ChuAún no hay calificaciones
- YA LLEGÓ - DELIVERY AVANCE GRUPO 10 Arreglar Indice Solo EsoDocumento81 páginasYA LLEGÓ - DELIVERY AVANCE GRUPO 10 Arreglar Indice Solo EsoAarón ChuAún no hay calificaciones
- Trabajo de Investigacion GrupalDocumento1 páginaTrabajo de Investigacion GrupalAarón ChuAún no hay calificaciones
- Ya Lo UníDocumento10 páginasYa Lo UníAarón ChuAún no hay calificaciones
- Tarea 2Documento1 páginaTarea 2Aarón ChuAún no hay calificaciones
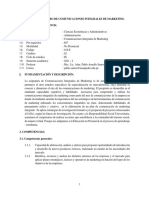
- Sílabo de Comunicaciones Integrales de Marketing 1. Datos InformativosDocumento6 páginasSílabo de Comunicaciones Integrales de Marketing 1. Datos InformativosAarón ChuAún no hay calificaciones
- Branding, La Marca y Su ImportanciaDocumento15 páginasBranding, La Marca y Su ImportanciaanaisAún no hay calificaciones
- Caso NegociacionDocumento9 páginasCaso Negociacioncesar latinny fernandez rojasAún no hay calificaciones
- Productos y Servicios para Consumidores InternacionalesDocumento17 páginasProductos y Servicios para Consumidores InternacionalesAarón ChuAún no hay calificaciones
- PlaneaciónDocumento1 páginaPlaneaciónAarón ChuAún no hay calificaciones
- Legal EsDocumento1 páginaLegal EsAarón ChuAún no hay calificaciones
- Trabajo de Investigacion GrupalDocumento1 páginaTrabajo de Investigacion GrupalAarón ChuAún no hay calificaciones
- Aaron Chu 123Documento23 páginasAaron Chu 123Aarón ChuAún no hay calificaciones
- Comportamiento Del ConsumidorDocumento9 páginasComportamiento Del ConsumidorAarón ChuAún no hay calificaciones
- Introduccio1 ManuelaDocumento2 páginasIntroduccio1 ManuelaAarón ChuAún no hay calificaciones
- Introduccio1 ManuelaDocumento2 páginasIntroduccio1 ManuelaAarón ChuAún no hay calificaciones
- Preguntas - Investigacion MercadoDocumento5 páginasPreguntas - Investigacion MercadoAarón ChuAún no hay calificaciones
- 2° Semana PPT - Evaluación Del RendimientoDocumento17 páginas2° Semana PPT - Evaluación Del RendimientoAarón ChuAún no hay calificaciones
- Chu C01Documento9 páginasChu C01Aarón ChuAún no hay calificaciones
- 10 Oraciones InglesDocumento2 páginas10 Oraciones InglesAarón ChuAún no hay calificaciones
- La Positiva Seguros Y Reaseguros 211 0211 LIMA Y/O ProvinciasDocumento1 páginaLa Positiva Seguros Y Reaseguros 211 0211 LIMA Y/O Provinciaskristel laraAún no hay calificaciones
- El Valor Del Dinero A Traves Del TiempoDocumento9 páginasEl Valor Del Dinero A Traves Del TiempoAarón ChuAún no hay calificaciones
- 2° Semana Tarea en Clase PDFDocumento2 páginas2° Semana Tarea en Clase PDFAarón ChuAún no hay calificaciones
- 10 Oraciones Ingles PASADO SIMPLEDocumento3 páginas10 Oraciones Ingles PASADO SIMPLEAarón ChuAún no hay calificaciones
- Formulacion de Presupuesto Tarea 02Documento13 páginasFormulacion de Presupuesto Tarea 02Aarón ChuAún no hay calificaciones
- 2° Semana-Tarea - Evaluac - Del RendimientoDocumento2 páginas2° Semana-Tarea - Evaluac - Del RendimientoAarón ChuAún no hay calificaciones
- Informe PromocionDocumento25 páginasInforme PromocionAarón ChuAún no hay calificaciones
- El Valor Del Dinero A Traves Del TiempoDocumento9 páginasEl Valor Del Dinero A Traves Del TiempoAarón ChuAún no hay calificaciones
- El Valor Del Dinero A Traves Del TiempoDocumento9 páginasEl Valor Del Dinero A Traves Del TiempoAarón ChuAún no hay calificaciones
- InvestigacionDocumento2 páginasInvestigaciondannaAún no hay calificaciones
- Monografia Sujetos Atipicos de Derecho InternacionalDocumento18 páginasMonografia Sujetos Atipicos de Derecho InternacionalAna Chilon BravoAún no hay calificaciones
- Cimientos OrganizacionalesDocumento19 páginasCimientos OrganizacionalesEder David Fuentes PachecoAún no hay calificaciones
- Nasa U3 Ar AjvgDocumento4 páginasNasa U3 Ar AjvgJaniz VázquezAún no hay calificaciones
- Contabilidad y gestión empresarialDocumento17 páginasContabilidad y gestión empresarialZoraida Acosta100% (1)
- 3 Sencillos Pasos Atraer ProspectosDocumento14 páginas3 Sencillos Pasos Atraer ProspectosMauricio SanchezAún no hay calificaciones
- Análisis del control y medición de inventarios en la industria cerámicaDocumento164 páginasAnálisis del control y medición de inventarios en la industria cerámicaLaura UcañanAún no hay calificaciones
- Solucion de SubsistemasDocumento3 páginasSolucion de SubsistemasmiguelAún no hay calificaciones
- Comité de Organizaciones Que Patrocinan de La Comisión de TreadwayDocumento8 páginasComité de Organizaciones Que Patrocinan de La Comisión de TreadwayGABRIELA DENISSEAún no hay calificaciones
- Nuevas Orientaciones Económicas Como Alternativa de Desarrollo Y Crecimiento EconómicoDocumento2 páginasNuevas Orientaciones Económicas Como Alternativa de Desarrollo Y Crecimiento EconómicoDoris Oneyda Peña BatresAún no hay calificaciones
- Comparacion de Reglamento Interno de Trabajo Textimax Pesquera Diamante y AdinelsaDocumento21 páginasComparacion de Reglamento Interno de Trabajo Textimax Pesquera Diamante y AdinelsaDiscover NowAún no hay calificaciones
- STRATEGIC LOGISTICS MANAGEMENT EspañolDocumento44 páginasSTRATEGIC LOGISTICS MANAGEMENT EspañolClaudio MartínezAún no hay calificaciones
- Seccion 32 .Jose Angel MedinaDocumento61 páginasSeccion 32 .Jose Angel MedinaJose Angel Medina RodriguezAún no hay calificaciones
- La Materia Prima Sesión 02Documento16 páginasLa Materia Prima Sesión 02hamer torresAún no hay calificaciones
- Análisis VPN proveedores ofertas mejor servicioDocumento7 páginasAnálisis VPN proveedores ofertas mejor servicioOreanaUrrutiaSaraviaAún no hay calificaciones
- Modelos cultura organizacionalDocumento2 páginasModelos cultura organizacionalKatherine IbarraAún no hay calificaciones
- Tendencias Actuales y Emergentes de La TI Aplicadas en La Función InformáticaDocumento11 páginasTendencias Actuales y Emergentes de La TI Aplicadas en La Función Informáticadvj100% (1)
- Qué Es El Autoconsumo y Cuál Es Su Tratamiento FiscalDocumento2 páginasQué Es El Autoconsumo y Cuál Es Su Tratamiento FiscalMassa BemolanAún no hay calificaciones
- Informe de Auditoria InternaDocumento3 páginasInforme de Auditoria InternacarlosAún no hay calificaciones
- CostoDocumento88 páginasCostoJhonny Alvarez TovarAún no hay calificaciones
- Mapa MentalDocumento1 páginaMapa MentaledwinAún no hay calificaciones
- Contrato Laboral-FtDocumento2 páginasContrato Laboral-FtCley Palpa SandovalAún no hay calificaciones
- Trabajo N°3Documento4 páginasTrabajo N°3jeanpierre100% (1)
- Deber N°1 Finanzas InternacionalesDocumento4 páginasDeber N°1 Finanzas InternacionalesXiomara RojasAún no hay calificaciones
- Plan SP 2019-2022Documento62 páginasPlan SP 2019-2022Wilder Resurreccion Enriquez100% (1)
- Admin 1 - Resumen - Unidades 1 A 9 - Hector GonzalezDocumento104 páginasAdmin 1 - Resumen - Unidades 1 A 9 - Hector GonzalezTami RodalAún no hay calificaciones
- Plan de Marketing (Material Teórico COMPILADO) Material para El ParcialDocumento28 páginasPlan de Marketing (Material Teórico COMPILADO) Material para El ParcialgabrielaAún no hay calificaciones
- Unidad 12 AdmDocumento7 páginasUnidad 12 AdmVicky GallegosAún no hay calificaciones
- Semana 03 EconomiaDocumento2 páginasSemana 03 EconomiaNuria LifoncioAún no hay calificaciones