También podría gustarte
- Balance de Linea de ProducciónDocumento31 páginasBalance de Linea de ProducciónEstefania Chab DiazAún no hay calificaciones
- Unidad 3Documento10 páginasUnidad 3Rafael González CamarilloAún no hay calificaciones
- Fabricación Integrada Por Ordenador (Cim)Documento2 páginasFabricación Integrada Por Ordenador (Cim)logistica Galvasa100% (1)
- Manual de Mapeo de Flujo de ValorDocumento25 páginasManual de Mapeo de Flujo de ValorOswaldo NeaveAún no hay calificaciones
- Reporte Final CimDocumento23 páginasReporte Final CimCristian MtzAún no hay calificaciones
- AMFEDocumento16 páginasAMFEEduardo Josue Renderos VasquezAún no hay calificaciones
- Las Líneas de EnsambleDocumento8 páginasLas Líneas de EnsambleLupitaSalaya100% (1)
- Sistema de Fabricación Flexible (FMS) 1 (AutoRecovered) FinalDocumento71 páginasSistema de Fabricación Flexible (FMS) 1 (AutoRecovered) FinalAle QuispeAún no hay calificaciones
- Simulador PromodelDocumento2 páginasSimulador PromodelSergio BarronAún no hay calificaciones
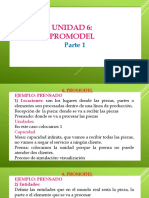
- 6 Promodel - Parte 1Documento10 páginas6 Promodel - Parte 1Eddy RolanAún no hay calificaciones
- Triptico JidokaDocumento2 páginasTriptico JidokaRaul Paitan FierroAún no hay calificaciones
- Ensayo - Historia CNCDocumento16 páginasEnsayo - Historia CNCSebas CardozoAún no hay calificaciones
- Bill of MaterialsDocumento7 páginasBill of Materialsalvaro gallardoAún no hay calificaciones
- 1.4 Sistemas AvanzadosDocumento17 páginas1.4 Sistemas AvanzadosRafael Alvarado100% (1)
- Introducción Al Diseño de PlantasDocumento4 páginasIntroducción Al Diseño de Plantasmagdaly rodriguezAún no hay calificaciones
- Ensayo de Procesos ArnecomDocumento6 páginasEnsayo de Procesos ArnecomElias Diaz DiazAún no hay calificaciones
- Lineas de ProduccionDocumento9 páginasLineas de ProduccionRosito FresitoAún no hay calificaciones
- Lean Manu FinalDocumento44 páginasLean Manu Finalkevin arnold julca jachillaAún no hay calificaciones
- Ingeniería Concurrente IDocumento19 páginasIngeniería Concurrente IC.L.OAún no hay calificaciones
- Assembly Line Balancing SimulationDocumento11 páginasAssembly Line Balancing SimulationepuenteAún no hay calificaciones
- 3 Normativa para El Modelado de Procesos en BIZAGI V2.0Documento20 páginas3 Normativa para El Modelado de Procesos en BIZAGI V2.0Oscar SalazarAún no hay calificaciones
- Ruta Mas CortaDocumento14 páginasRuta Mas CortaRolt RoltAún no hay calificaciones
- Sistemas de ManufacturaDocumento103 páginasSistemas de ManufacturaDiego Armando Muñoz100% (1)
- Ingeco VII INDICADORES BONDAD FINANCIERADocumento28 páginasIngeco VII INDICADORES BONDAD FINANCIERACristian HernandezAún no hay calificaciones
- Business IntelligenceDocumento4 páginasBusiness IntelligenceOcminSangamaRuthAún no hay calificaciones
- Problemas de Planeacion AgregadaDocumento3 páginasProblemas de Planeacion AgregadaEliecer Moreno0% (1)
- Consideraciones Analisis Diseno Sistemas LogisticosDocumento17 páginasConsideraciones Analisis Diseno Sistemas LogisticosDario RojasAún no hay calificaciones
- Actores de La Cade de AbastecimientoDocumento12 páginasActores de La Cade de AbastecimientoNicolas OrduzAún no hay calificaciones
- Anylogic PromodelDocumento9 páginasAnylogic PromodelJuan Pablo Carmona MuñozAún no hay calificaciones
- Cadenas de Suministros - TareaDocumento5 páginasCadenas de Suministros - Tareaezequiel uzcateguiAún no hay calificaciones
- Antología de Administración de Proyectos, Marta G. Limón PDFDocumento94 páginasAntología de Administración de Proyectos, Marta G. Limón PDFChristian TincoAún no hay calificaciones
- Tipos de KanbanDocumento10 páginasTipos de KanbanAlberto Carranza100% (1)
- Juntas o EmpaquesDocumento9 páginasJuntas o Empaquesbrayan0% (1)
- Jit Kanban SmedDocumento9 páginasJit Kanban SmedjavierchachacoAún no hay calificaciones
- La Historia de La ManufacturaDocumento11 páginasLa Historia de La ManufacturaJuan De Dios Solano RinconAún no hay calificaciones
- QFDDocumento2 páginasQFDRizhyy GutierritOzAún no hay calificaciones
- Exposicion ToyotaDocumento34 páginasExposicion ToyotaErnesto V. Castañeda0% (1)
- Unidad 5 Sistemas de ManufacturaDocumento11 páginasUnidad 5 Sistemas de ManufacturaJesus Morales MarroquinAún no hay calificaciones
- Diseño de RutasDocumento33 páginasDiseño de RutasDiego MartinezAún no hay calificaciones
- Planeación de Requerimiento de Materiales: M.A. M.A.D.E. Agatha Da SilvaDocumento52 páginasPlaneación de Requerimiento de Materiales: M.A. M.A.D.E. Agatha Da SilvaYandiAún no hay calificaciones
- Administracion de OperacionesDocumento58 páginasAdministracion de OperacionesmclobelyAún no hay calificaciones
- Aplicación de La Robótica en La IndustriaDocumento16 páginasAplicación de La Robótica en La IndustriaMario CAlAún no hay calificaciones
- Logística y Abastecimiento de AlmacénDocumento10 páginasLogística y Abastecimiento de AlmacénPalito de CocoAún no hay calificaciones
- Ejercicio Kanban y Heijunka Sistemas FlexiblesDocumento2 páginasEjercicio Kanban y Heijunka Sistemas FlexiblesEfrain Pech CupulAún no hay calificaciones
- Mejoramiento de La ProductividadDocumento46 páginasMejoramiento de La ProductividadKarla EspinozaAún no hay calificaciones
- Celulas de ManufacturaDocumento26 páginasCelulas de ManufacturaVanessa GurrolaAún no hay calificaciones
- Automatizacion Del AlmacennnnDocumento10 páginasAutomatizacion Del AlmacennnnMonica MedinaAún no hay calificaciones
- 000#ingenieria Inversa Como Una Historia de Taza de CaféDocumento18 páginas000#ingenieria Inversa Como Una Historia de Taza de CaféFreddyPeraltaAún no hay calificaciones
- Justo A Tiempo Jalar y KanbanDocumento9 páginasJusto A Tiempo Jalar y Kanbanyajhi100% (2)
- Lineas de ProducciónDocumento14 páginasLineas de ProducciónAlbert David RengifoAún no hay calificaciones
- Arena Simulation SoftwareDocumento8 páginasArena Simulation SoftwareFrankieCamonesAún no hay calificaciones
- Piramide de AutomatizacionDocumento2 páginasPiramide de AutomatizacionEdwin MontañoAún no hay calificaciones
- Estrategias de ManufacturaDocumento8 páginasEstrategias de ManufacturaWilliam HarveyAún no hay calificaciones
- Transporte Por DuctosDocumento13 páginasTransporte Por DuctosGarrett ThomasAún no hay calificaciones
- Balance de Líneas de Producción. ExposiciónDocumento31 páginasBalance de Líneas de Producción. ExposiciónDarwin PeñaAún no hay calificaciones
- Tarea 2b de Disposicion de Planta 2020 II VirtualDocumento2 páginasTarea 2b de Disposicion de Planta 2020 II VirtualNinozkaACAún no hay calificaciones
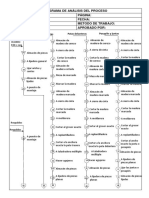
- Diagrama de Actividades Múltiples Hombre - Maquina (DAM)Documento13 páginasDiagrama de Actividades Múltiples Hombre - Maquina (DAM)FRANCO ACOSTAAún no hay calificaciones
- Ejercicios Balance de LíneaDocumento14 páginasEjercicios Balance de LíneaFrank Huamani SullaAún no hay calificaciones
- Balanceo de Línea 1Documento18 páginasBalanceo de Línea 1Luis Miguel MaytaAún no hay calificaciones
- UF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoDe EverandUF1259 - Planificación de los procesos de mantenimiento de vehículos y distribución de cargas de trabajoAún no hay calificaciones
- Examen Ecuaciones DiferencialesDocumento4 páginasExamen Ecuaciones DiferencialesmariaAún no hay calificaciones
- Tarea 5Documento3 páginasTarea 5mariaAún no hay calificaciones
- Ejercicios 2-Macedo Fiori CarlaDocumento4 páginasEjercicios 2-Macedo Fiori CarlamariaAún no hay calificaciones
- Analisis de ProductoDocumento4 páginasAnalisis de ProductomariaAún no hay calificaciones
- Ejercicios 10Documento2 páginasEjercicios 10mariaAún no hay calificaciones
- BimDocumento9 páginasBimmariaAún no hay calificaciones
- CASO DE LA CPU. E-2. Lista de Todas Las Rutas y La Ruta CríticaDocumento2 páginasCASO DE LA CPU. E-2. Lista de Todas Las Rutas y La Ruta CríticamariaAún no hay calificaciones
- Dap Final de La SillaDocumento3 páginasDap Final de La SillaHector Manuel Neyra Morales50% (2)
- Icacit Vs Sineace 2Documento9 páginasIcacit Vs Sineace 2mariaAún no hay calificaciones
- Plan Maestro de ProducciónDocumento11 páginasPlan Maestro de Producciónmaria100% (1)
- Practica09 10Documento6 páginasPractica09 10mariaAún no hay calificaciones
- Vía IntradérmicaDocumento24 páginasVía IntradérmicamariaAún no hay calificaciones
- MétodosDocumento10 páginasMétodosmariaAún no hay calificaciones
- Esfuerzo en VigasDocumento16 páginasEsfuerzo en VigasmariaAún no hay calificaciones
- Deber Ejercicios Seminario PDFDocumento8 páginasDeber Ejercicios Seminario PDFVianca DanielaAún no hay calificaciones
- Analisis de Precios Unitarios Equipos yDocumento65 páginasAnalisis de Precios Unitarios Equipos yIrvin Ladera EspejoAún no hay calificaciones
- Factores Que Influyen en La Selección y El Dimensionamiento de Las TrituradorasDocumento11 páginasFactores Que Influyen en La Selección y El Dimensionamiento de Las TrituradorasYesi CeballosAún no hay calificaciones
- Materiales Estado NaturalDocumento11 páginasMateriales Estado NaturalEnriqueIvanCabreraAguilarAún no hay calificaciones
- Logistica y Su Importancia Hoy en DiaDocumento15 páginasLogistica y Su Importancia Hoy en DiakikemanoloAún no hay calificaciones
- A - Subtarranea METODOS - 1 TareaDocumento65 páginasA - Subtarranea METODOS - 1 TareaJessica Muñoz CusichiAún no hay calificaciones
- Cuadro de Usos-HyoDocumento9 páginasCuadro de Usos-HyoKhristián Cruz BlancoAún no hay calificaciones
- Tesis - T1453idDocumento190 páginasTesis - T1453idAngela BenitesAún no hay calificaciones
- Clasificacion de Los Costos Segun Su Aplicacion - Elemento-9 de ContabilidadDocumento44 páginasClasificacion de Los Costos Segun Su Aplicacion - Elemento-9 de ContabilidadGary Ramírez ArceAún no hay calificaciones
- Planta de Reciclaje de PetDocumento21 páginasPlanta de Reciclaje de PetNoe Ramirez VillegasAún no hay calificaciones
- Tipo de Máquinas TaladradorasDocumento3 páginasTipo de Máquinas TaladradorasfernandoAún no hay calificaciones
- VSM 1Documento43 páginasVSM 1Leopoldo Rafael Gilsamaniego BaroAún no hay calificaciones
- Oferta KING TONY 2017Documento80 páginasOferta KING TONY 2017HERRAPROAún no hay calificaciones
- Catalogo Tele Spa Set12 LR 1Documento8 páginasCatalogo Tele Spa Set12 LR 1Carlos RodriguezAún no hay calificaciones
- Especificaciones Tecnicas - ArquitecturaDocumento61 páginasEspecificaciones Tecnicas - ArquitecturaEgas Egas100% (2)
- Lenguajes de Programación SDocumento16 páginasLenguajes de Programación SKevin Jesus Tadeo Reyes MendezAún no hay calificaciones
- Trabajo Final Herramientas de CalidadDocumento29 páginasTrabajo Final Herramientas de Calidadleslye56Aún no hay calificaciones
- Trabajo Del AceroDocumento25 páginasTrabajo Del AceroOscar Marcelo MedranoAún no hay calificaciones
- Caso Practico Las TicsDocumento15 páginasCaso Practico Las TicsYonathan Ferreira100% (1)
- CentelsaDocumento54 páginasCentelsaFelipe MosqueraAún no hay calificaciones
- Cadena Abaste & Costos CosDocumento42 páginasCadena Abaste & Costos Cosalexpia22Aún no hay calificaciones
- Trabajo de Exposición - Comunicación Integral Oficial PDFDocumento26 páginasTrabajo de Exposición - Comunicación Integral Oficial PDFElias CalaAún no hay calificaciones
- Auditoria de CalidadDocumento16 páginasAuditoria de CalidadJulio CesarAún no hay calificaciones
- BERNINA Bernette Zubehoerkatalog 2019 ESDocumento48 páginasBERNINA Bernette Zubehoerkatalog 2019 ESRomelia CampuzanoAún no hay calificaciones
- Presentación Retail XamaiDocumento27 páginasPresentación Retail XamaiArturoAún no hay calificaciones
- Cap. 4 - Formatos Comerciales - Mayoristas y FabricantesDocumento33 páginasCap. 4 - Formatos Comerciales - Mayoristas y FabricantesHebbyn LazoAún no hay calificaciones
- Peso Soldadura KGDocumento2 páginasPeso Soldadura KGdarkitoAún no hay calificaciones
- DSI DYWIDAG Latinoamerica Sistema de Barras Autoperforantes DYWI DRILL Es PDFDocumento48 páginasDSI DYWIDAG Latinoamerica Sistema de Barras Autoperforantes DYWI DRILL Es PDFFernando Araneda Rivera100% (1)
- Especificaciones para El Diseño y Fabricación de Recipientes A PresiónDocumento7 páginasEspecificaciones para El Diseño y Fabricación de Recipientes A PresiónFelipe Melgarejo100% (1)
- Cartillas Mito ImprimirDocumento41 páginasCartillas Mito ImprimirRoberto Perez FiedlerAún no hay calificaciones