También podría gustarte
- La Disfonia Ocupacional PDFDocumento1 páginaLa Disfonia Ocupacional PDFElizabethMargotBasaezGarridoAún no hay calificaciones
- La Disfonia Ocupacional PDFDocumento1 páginaLa Disfonia Ocupacional PDFElizabethMargotBasaezGarridoAún no hay calificaciones
- Casos ClinicosDocumento37 páginasCasos ClinicosElizabethMargotBasaezGarrido100% (1)
- Audiologia Tratamientos PDFDocumento11 páginasAudiologia Tratamientos PDFCarolina CelisAún no hay calificaciones
- Protección Ignífuga (ED N 02.00 02)Documento31 páginasProtección Ignífuga (ED N 02.00 02)Cristhian Otivo100% (1)
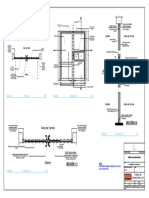
- D-08 Detalle de Puerta PrincipalDocumento1 páginaD-08 Detalle de Puerta PrincipalLouise Delgado100% (1)
- Introduccion A La Ingenieria de Minas 1Documento24 páginasIntroduccion A La Ingenieria de Minas 1jose danielAún no hay calificaciones
- Practica Dirigida de Fisica IIIDocumento6 páginasPractica Dirigida de Fisica IIILuz Clarita Callupe MarquezAún no hay calificaciones
- MOLDES AUDITIVOS Clase IVDocumento18 páginasMOLDES AUDITIVOS Clase IVMilenka Faundez100% (1)
- EMPA Tema 4 Elaboración de Protectores AnatómicosDocumento18 páginasEMPA Tema 4 Elaboración de Protectores AnatómicosMaría PAdCAún no hay calificaciones
- EMPA Tema 2 Preparación de ImpresionesDocumento7 páginasEMPA Tema 2 Preparación de ImpresionesMaría PAdCAún no hay calificaciones
- 2 2 Procesos Tecnicas y Materiales Usados en La Fabricacion de Protectores Auditivos A MedidaDocumento14 páginas2 2 Procesos Tecnicas y Materiales Usados en La Fabricacion de Protectores Auditivos A MedidaPamela Tamara Fernández EscobarAún no hay calificaciones
- Elaboración de Moldes e Protectores AuditivosDocumento12 páginasElaboración de Moldes e Protectores AuditivosLeyre Love HeAún no hay calificaciones
- Cuidados AudifonosDocumento4 páginasCuidados AudifonosValeria MolinaAún no hay calificaciones
- Clase 2 - AudifonosDocumento55 páginasClase 2 - AudifonosveronicaAún no hay calificaciones
- MoldesDocumento60 páginasMoldesCynthia M. Moraga YáñezAún no hay calificaciones
- Guía Laboratorio #2 Toma de Impresiones de OídoDocumento5 páginasGuía Laboratorio #2 Toma de Impresiones de OídoValentina TreceAún no hay calificaciones
- Taller Audiología.Documento12 páginasTaller Audiología.Alex Payares Henriquez100% (1)
- Moldes AuditivosDocumento10 páginasMoldes AuditivosgeraldinefonoaudioAún no hay calificaciones
- Moldes AuditivosDocumento26 páginasMoldes AuditivosValeria Molina UribeAún no hay calificaciones
- Audifono y ComposicionDocumento46 páginasAudifono y ComposicionCamy Alarcon GodoyAún no hay calificaciones
- Guia para El Estudiante PDFDocumento183 páginasGuia para El Estudiante PDFFrancisca Mayorga100% (1)
- Audífonos Generalidades 2021Documento74 páginasAudífonos Generalidades 2021Daniela aguirre abarca100% (1)
- Trabajo de Fin de Grado 1Documento66 páginasTrabajo de Fin de Grado 1Manuel Ballester100% (1)
- Caracteristicas Acusticas y Metodos de Fabricacion de Los Moldes Auditivos 2020 PDFDocumento16 páginasCaracteristicas Acusticas y Metodos de Fabricacion de Los Moldes Auditivos 2020 PDFPamela Tapia SandovalʚiɞAún no hay calificaciones
- Tesis Satisfacción Audifonos APHAB FINAL LISTADocumento45 páginasTesis Satisfacción Audifonos APHAB FINAL LISTALizethCalderonAún no hay calificaciones
- EMPA Tema 1 Obtención de La Impresión Del Oído ExternoDocumento18 páginasEMPA Tema 1 Obtención de La Impresión Del Oído ExternoMaría PAdCAún no hay calificaciones
- EMPA Tema 5 Montaje de Dispositivos Acústicos y ElectroacústicosDocumento27 páginasEMPA Tema 5 Montaje de Dispositivos Acústicos y ElectroacústicosMaría PAdCAún no hay calificaciones
- Adaptación AudífonosDocumento18 páginasAdaptación AudífonosValentina TreceAún no hay calificaciones
- Protectores AuditivosDocumento16 páginasProtectores Auditivosdeniis0bryan0przAún no hay calificaciones
- Clinical Audiology - An Introduction (PDFDrive) (001-100) .En - EsDocumento100 páginasClinical Audiology - An Introduction (PDFDrive) (001-100) .En - EsPesántez Franco Gema0% (1)
- Clase de Audio Numero 3 (Medicion de Ganancias)Documento15 páginasClase de Audio Numero 3 (Medicion de Ganancias)Milenka Faundez100% (1)
- TimpanometriaDocumento10 páginasTimpanometriaDani PiñaAún no hay calificaciones
- Uso y Cuidado Del AUDIFONODocumento2 páginasUso y Cuidado Del AUDIFONOkjac_cjAún no hay calificaciones
- Moldes AuditivosDocumento23 páginasMoldes AuditivosJuanjoCordero0% (1)
- Planificación de Sesiones AV ApuntesDocumento18 páginasPlanificación de Sesiones AV ApuntesConsuelo LópezAún no hay calificaciones
- EnmascaramientoDocumento46 páginasEnmascaramientoJoselyn Tamara Rivera Rojas0% (1)
- Resumen AudioprótesisDocumento24 páginasResumen AudioprótesisveronicaAún no hay calificaciones
- AudífonosDocumento25 páginasAudífonosDario Reyes100% (1)
- Audio Prote Sis MoDocumento210 páginasAudio Prote Sis MoSusan LópezAún no hay calificaciones
- Ce ManualDocumento186 páginasCe ManualJorge Fernando Benavides ChávezAún no hay calificaciones
- Moldes 3Documento43 páginasMoldes 3Valentina Trece100% (3)
- Resumen AudífonosDocumento5 páginasResumen Audífonoscarla leon pavezAún no hay calificaciones
- 2 +audífo MoldesDocumento51 páginas2 +audífo MoldespumpliAún no hay calificaciones
- Moldes AuditivosDocumento8 páginasMoldes AuditivosFelipeAún no hay calificaciones
- Pruebas Audiológicas BásicasDocumento39 páginasPruebas Audiológicas BásicasGina Paola MendozaAún no hay calificaciones
- Protectores Auditivos PDFDocumento58 páginasProtectores Auditivos PDFCharly Vergara100% (1)
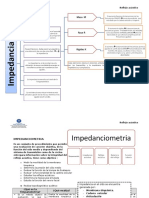
- IMPEDANCIOMETRÍADocumento32 páginasIMPEDANCIOMETRÍAPaula Espinoza100% (1)
- Tipos de Protectores AuditivosDocumento2 páginasTipos de Protectores AuditivosJohann Aguirre PeraltaAún no hay calificaciones
- Manual Intervención Auditiva 2Documento58 páginasManual Intervención Auditiva 2Rey NaldoAún no hay calificaciones
- Impedanciometria NormalizacionDocumento5 páginasImpedanciometria NormalizacionIvan LuAún no hay calificaciones
- Cuestionario Acufeno (THI)Documento1 páginaCuestionario Acufeno (THI)Jackie BuffayAún no hay calificaciones
- 2 Bandas y CanalesDocumento28 páginas2 Bandas y CanalesKevin Ignacio Venegas MoscosoAún no hay calificaciones
- AnalizadorDocumento27 páginasAnalizadorFonoaudiólogaFernandaBetancourtCerpaAún no hay calificaciones
- Clase AudifonosDocumento32 páginasClase Audifonosbarbara vallejos100% (1)
- EnmascaramientoDocumento34 páginasEnmascaramientovalepobletegreene0% (1)
- Audiometria InfantilDocumento6 páginasAudiometria InfantilCamila Paz Murillo Navarro100% (1)
- Transposición FrecuencialDocumento2 páginasTransposición FrecuencialPamela Tamara Fernández EscobarAún no hay calificaciones
- Manejo Deglución UPCDocumento39 páginasManejo Deglución UPCMaria TeresaAún no hay calificaciones
- Principios de Aprendizaje Sensorio-MotorDocumento13 páginasPrincipios de Aprendizaje Sensorio-MotorFelipe100% (1)
- La Prescripción de La Ganancia PDFDocumento8 páginasLa Prescripción de La Ganancia PDFJoselyn Tamara Rivera RojasAún no hay calificaciones
- Laringectomizados y TraqueostomizadosDocumento59 páginasLaringectomizados y TraqueostomizadosJuan Carlos Muñoz SalmerónAún no hay calificaciones
- Implante CoclearDocumento9 páginasImplante CoclearPaula FuentesAún no hay calificaciones
- Curso Confección Moldes USSDocumento2 páginasCurso Confección Moldes USSanon_872319Aún no hay calificaciones
- Estudio, Cálculo Y Memoria DE Malla de Tierra de Protección #CCMC 20M20014-A-3200-EL-125-001 #ASAP #2998-ID-00-EL-MC-001Documento29 páginasEstudio, Cálculo Y Memoria DE Malla de Tierra de Protección #CCMC 20M20014-A-3200-EL-125-001 #ASAP #2998-ID-00-EL-MC-001Juan Cristóbal Rivera Puelles100% (1)
- Memoria de Cálculo Rev-00Documento34 páginasMemoria de Cálculo Rev-00Claudio VergaraAún no hay calificaciones
- Casos ClinicosDocumento37 páginasCasos ClinicosElizabethMargotBasaezGarridoAún no hay calificaciones
- MICROTIADocumento11 páginasMICROTIAElizabethMargotBasaezGarridoAún no hay calificaciones
- Descubriendo El Cerebro y La Mente n80Documento65 páginasDescubriendo El Cerebro y La Mente n80ElizabethMargotBasaezGarrido100% (1)
- RENOVA-Beneficios Del ReencaucheDocumento20 páginasRENOVA-Beneficios Del ReencaucheFelix Juan Valentin Paucar MamaniAún no hay calificaciones
- Motor EléctricoDocumento15 páginasMotor EléctricojimenaAún no hay calificaciones
- Critica 08-04-2022Documento16 páginasCritica 08-04-2022Jorge Sebastian Llontop VargasAún no hay calificaciones
- Instalaciones Sanitarias - Vivienda Unifamiliar: Memoria DescriptivaDocumento16 páginasInstalaciones Sanitarias - Vivienda Unifamiliar: Memoria DescriptivaLizeth Sofia Guizado SilveraAún no hay calificaciones
- Universidad Nacional de La Matanza: Unlam - Secyt Programa Cytma2 Informe Final Del Proyecto de InvestigaciónDocumento33 páginasUniversidad Nacional de La Matanza: Unlam - Secyt Programa Cytma2 Informe Final Del Proyecto de InvestigaciónAdrian CarusoAún no hay calificaciones
- Laboratorio9 Contadores CDIIDocumento14 páginasLaboratorio9 Contadores CDIINikolas BarrazaAún no hay calificaciones
- Centroides Fuerzas Internas y Dinc3a1mica de Cuerpos Rc3adgidosDocumento9 páginasCentroides Fuerzas Internas y Dinc3a1mica de Cuerpos Rc3adgidosFabiola LlanosAún no hay calificaciones
- Texto ComputaciónDocumento62 páginasTexto ComputaciónManuel Alejandro100% (1)
- Análisis Del Cortocircuito Entre Espiras de Un Motor de Inducción Tipo Jaula de Ardilla Mediante La Aplicación Del Método de Elementos Finitos (Mef)Documento8 páginasAnálisis Del Cortocircuito Entre Espiras de Un Motor de Inducción Tipo Jaula de Ardilla Mediante La Aplicación Del Método de Elementos Finitos (Mef)Darío DíazAún no hay calificaciones
- LABORATORIO No 2. Fuerzas Sobre Superficies Planas.Documento18 páginasLABORATORIO No 2. Fuerzas Sobre Superficies Planas.YOHANIS LEONOR ESTRADA VIDAL (:-)Aún no hay calificaciones
- Estudios de Diseño en SolidWorksDocumento35 páginasEstudios de Diseño en SolidWorksdjjt90Aún no hay calificaciones
- Uso Del Control ZedGraph en C#Documento9 páginasUso Del Control ZedGraph en C#Aintzane CondeAún no hay calificaciones
- Cook Tank ManualDocumento39 páginasCook Tank ManualJohan100% (1)
- DWDM y CWDMDocumento6 páginasDWDM y CWDMMick HernándezAún no hay calificaciones
- Constru - De-Tanques-Elevados Bocanegra 42Documento20 páginasConstru - De-Tanques-Elevados Bocanegra 42Harold CardenasAún no hay calificaciones
- Remolcadores 100715071455 Phpapp02Documento15 páginasRemolcadores 100715071455 Phpapp02Jose DAniel FigueroaAún no hay calificaciones
- Sensores de PHDocumento25 páginasSensores de PHCésar A. ChacónAún no hay calificaciones
- Infografias de CablesDocumento7 páginasInfografias de CablesREYNALDO RUBEN VASQUEZ ARRATIAAún no hay calificaciones
- Funcionamiento y Notas Sobre TURBOSDocumento3 páginasFuncionamiento y Notas Sobre TURBOSeddie2166Aún no hay calificaciones
- Examen Metodos Semana 4Documento7 páginasExamen Metodos Semana 4daviddnavasAún no hay calificaciones
- B CastellanoDocumento18 páginasB CastellanoLaure PatiñoAún no hay calificaciones
- ItrioDocumento7 páginasItrioJazielAún no hay calificaciones
- Excel de Analisis Modal AntisismicaDocumento118 páginasExcel de Analisis Modal AntisismicaDavidcesar DCAún no hay calificaciones
- Manómetros ComercialesDocumento5 páginasManómetros Comercialeskeila morenoAún no hay calificaciones
- BDD VentasDocumento28 páginasBDD VentasEduardo ZambranoAún no hay calificaciones
- Electrotecnia. Serie 3-1 PDFDocumento2 páginasElectrotecnia. Serie 3-1 PDFLeo OviedoAún no hay calificaciones
- Manual Usuario Ultrasonido 1 MHZDocumento36 páginasManual Usuario Ultrasonido 1 MHZqpidoneuro100% (1)