También podría gustarte
- SMEDDocumento17 páginasSMEDIris Sanchez Leyva100% (1)
- Smed Expos PDFDocumento45 páginasSmed Expos PDFDiegoMorenoAún no hay calificaciones
- Lean certification. Certificación de un sistema de gestión leanDe EverandLean certification. Certificación de un sistema de gestión leanAún no hay calificaciones
- Flujo Continuo SMEDDocumento16 páginasFlujo Continuo SMEDsebastián droguettAún no hay calificaciones
- SMEDDocumento72 páginasSMEDNicolas Pachon Alvarado100% (1)
- SMEDDocumento26 páginasSMEDJesús Martínez MtzAún no hay calificaciones
- Apqp Como Metodología LeanDocumento3 páginasApqp Como Metodología LeanJavier Montufar100% (1)
- Overall Equipment Efficiency (OEE)Documento16 páginasOverall Equipment Efficiency (OEE)BARRIOS NATERAS LUIS RICARDO100% (1)
- Proyecto de IsamarDocumento84 páginasProyecto de IsamarRicardo Holguin Rodarte100% (1)
- Kanban GembaDocumento31 páginasKanban GembaLinda SalasAún no hay calificaciones
- TPM BasicoDocumento23 páginasTPM BasicoLuja2009Aún no hay calificaciones
- SMEDDocumento37 páginasSMEDVic TorAún no hay calificaciones
- 1.1 Introduccion Ala Manufactura EsbeltaDocumento6 páginas1.1 Introduccion Ala Manufactura Esbeltacecilia cruzAún no hay calificaciones
- Las Seis Grandes PérdidasDocumento8 páginasLas Seis Grandes PérdidasCharlie Prado100% (1)
- Curso Trabajo EstandarizadoDocumento51 páginasCurso Trabajo Estandarizadomarianaalvarezdelacad256Aún no hay calificaciones
- Mantenimiento de CalidadDocumento4 páginasMantenimiento de CalidadElvin BalderramaAún no hay calificaciones
- SMEDDocumento5 páginasSMEDJULIO CESAR PEREZ QUINTANAR100% (1)
- Clasificación de Mecanismos Poka YokeDocumento3 páginasClasificación de Mecanismos Poka YokeAlan GermanAún no hay calificaciones
- Entrevista Kiyoshi SuzakiDocumento2 páginasEntrevista Kiyoshi SuzakiLeoncho0% (1)
- Eficiencia Global Del EquipoDocumento20 páginasEficiencia Global Del EquipoArturoEnriquezAún no hay calificaciones
- Shingo ModelDocumento17 páginasShingo ModelOscar Vargas100% (1)
- Mejoras EnfocadasDocumento59 páginasMejoras EnfocadasEDER ALEXI ILLERA QUINTERO100% (1)
- 1.3 Planeacion Estrategica HK V18Documento20 páginas1.3 Planeacion Estrategica HK V18Karlita Marina Rengifo ReáteguiAún no hay calificaciones
- Etapas Del ApqpDocumento59 páginasEtapas Del ApqpKarnaGe Black Dinner NeiroAún no hay calificaciones
- Mediciones TPMDocumento37 páginasMediciones TPMVictor Junco RenteraAún no hay calificaciones
- Total Productive Maintenance TPM 2013Documento48 páginasTotal Productive Maintenance TPM 2013Gustavo Arias GarridoAún no hay calificaciones
- Gemba Walks DirectivosDocumento5 páginasGemba Walks DirectivosJulian Zabala VAún no hay calificaciones
- Balanceo de Líneas SOLMADocumento13 páginasBalanceo de Líneas SOLMACesar CarreonAún no hay calificaciones
- Importancia Del Gemba Walk en Las EmpresasDocumento2 páginasImportancia Del Gemba Walk en Las EmpresasSARAI LEAL ZUNIGA100% (1)
- YamazumiDocumento36 páginasYamazumihs421Aún no hay calificaciones
- Procesos Manufactura IIDocumento3 páginasProcesos Manufactura IIJUAN CARLOS CORTES ALVAREZAún no hay calificaciones
- Norma UNE 66177Documento3 páginasNorma UNE 66177Daniel MorenoAún no hay calificaciones
- Six Sigma y Teoria de Restricciones TocDocumento5 páginasSix Sigma y Teoria de Restricciones TocJuan Pablo Azcuña C.Aún no hay calificaciones
- Ejemplo de CTQ TreeDocumento5 páginasEjemplo de CTQ TreeJulioAún no hay calificaciones
- Capitulo 3 TPMDocumento14 páginasCapitulo 3 TPMGustav C. RiosAún no hay calificaciones
- Metodologia Dmaic Tabajo FinalDocumento8 páginasMetodologia Dmaic Tabajo FinalOsvaldo Soto100% (1)
- SMEDDocumento32 páginasSMEDDino Salvattore Bruiget GutierrezAún no hay calificaciones
- Introducción A Las Core Tools 12092015Documento21 páginasIntroducción A Las Core Tools 12092015Roberto Guevara VelezAún no hay calificaciones
- Waste Reduction Step 2 LaiveDocumento27 páginasWaste Reduction Step 2 LaiveJuan Carlos Hurtado ParejaAún no hay calificaciones
- WCM Project ITCJ - Fundamentos de InvestigacionDocumento17 páginasWCM Project ITCJ - Fundamentos de InvestigacionCustom KinkeAún no hay calificaciones
- Formato Short KaizenDocumento6 páginasFormato Short KaizenAnggy de RinconAún no hay calificaciones
- Manual Apqp-PpapDocumento42 páginasManual Apqp-PpapEduardo Jose UribeAún no hay calificaciones
- Core Tools de Calidad Control Estadístico de Procesos SPC: Proceso ProductivoDocumento62 páginasCore Tools de Calidad Control Estadístico de Procesos SPC: Proceso ProductivoAngel MedinaAún no hay calificaciones
- 8 Pilares de TPMDocumento15 páginas8 Pilares de TPMLeoAún no hay calificaciones
- Lean LexiconDocumento10 páginasLean LexiconJose Alberto Ramirez MoralesAún no hay calificaciones
- Formato de SMEDDocumento6 páginasFormato de SMEDOrlandoRenzoAún no hay calificaciones
- S11.s1 - Material GOP Calidad en La FuenteDocumento20 páginasS11.s1 - Material GOP Calidad en La FuenteIvan PradaAún no hay calificaciones
- Hoshin Kanri PMI Peru Congreso 2007Documento46 páginasHoshin Kanri PMI Peru Congreso 2007Juan Ramos95% (22)
- Balanceo de Linea y Flujo ContinuoDocumento37 páginasBalanceo de Linea y Flujo ContinuoJacquelyn Pierce86% (7)
- Pilar PMDocumento24 páginasPilar PMJuan Manuel JaurezAún no hay calificaciones
- Nestle 2016Documento32 páginasNestle 2016Flor de Maria Tapia VargasAún no hay calificaciones
- Excelencia OperacionalDocumento15 páginasExcelencia OperacionalVictorMtzCruzAún no hay calificaciones
- El Premio SHingoDocumento16 páginasEl Premio SHingoSandra Axiuhzin100% (1)
- Diagrama EspaguettiDocumento7 páginasDiagrama EspaguettiCésar Alexis Gómez TorresAún no hay calificaciones
- Plan Maestro para La Aplicación de Una Táctica TPM en Una EmpresaDocumento4 páginasPlan Maestro para La Aplicación de Una Táctica TPM en Una EmpresaJose Manuel Alva ReyesAún no hay calificaciones
- Cik Smed Dandori PDocumento108 páginasCik Smed Dandori Pyarisa garcia100% (1)
- SMEDDocumento16 páginasSMEDCarmen Rivas100% (1)
- Primitivo Reyes - BB ASQ (2007) - 03 Gestión de Procesos de NegocioDocumento125 páginasPrimitivo Reyes - BB ASQ (2007) - 03 Gestión de Procesos de NegocioDiego Fernando GonzálezAún no hay calificaciones
- Mediciones Six SigmaDocumento28 páginasMediciones Six SigmaMind´s EyesAún no hay calificaciones
- Mantenimiento SMED Hernandez Artinez PDFDocumento10 páginasMantenimiento SMED Hernandez Artinez PDFFelix MendozaAún no hay calificaciones
- TRS EspDocumento19 páginasTRS EspEd BeniAún no hay calificaciones
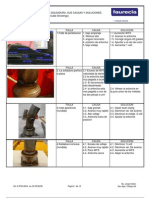
- Fallas de SoldaduraDocumento12 páginasFallas de SoldaduraEd BeniAún no hay calificaciones
- 13 MR - CursoDocumento13 páginas13 MR - CursoEd BeniAún no hay calificaciones
- InscripcionDocumento1 páginaInscripcionEd BeniAún no hay calificaciones
- Tekla Structures AvanzadoDocumento153 páginasTekla Structures AvanzadoAndres Hugo Gallo80% (5)
- Procedimiento de Tableros de DistribucionDocumento17 páginasProcedimiento de Tableros de Distribuciongeny9651296Aún no hay calificaciones
- CortafríoDocumento1 páginaCortafríoALEXIS GARCIA100% (1)
- MalacatesDocumento89 páginasMalacatesJorge Castano VargasAún no hay calificaciones
- Manual Mto Bolter 77 - P02oc12Documento78 páginasManual Mto Bolter 77 - P02oc12ferdy ramosAún no hay calificaciones
- Separador de ColoresDocumento3 páginasSeparador de ColoresDiegoDávilaTejadaAún no hay calificaciones
- Perfil PañoleroDocumento46 páginasPerfil PañoleroRene CisternasAún no hay calificaciones
- Ee - Tt. MaderaDocumento15 páginasEe - Tt. MaderaKatia Campos LujanAún no hay calificaciones
- ART. Comparacion Madera y Mamposteria.Documento7 páginasART. Comparacion Madera y Mamposteria.RobinsonQuiroga100% (1)
- Conexion Tacometro Fiat PuntoDocumento8 páginasConexion Tacometro Fiat Puntoz_panschop100% (2)
- HT01-COMMA-ING-2020-1-Matrices-Tipos y OperacionesDocumento4 páginasHT01-COMMA-ING-2020-1-Matrices-Tipos y OperacionesRonald Yupanqui FIGUEROAAún no hay calificaciones
- Catalogo BleichnerDocumento70 páginasCatalogo Bleichnergabriela gamboaAún no hay calificaciones
- Tornillo Sin FinDocumento15 páginasTornillo Sin FinBilly Jordan Carretero MirandaAún no hay calificaciones
- CLR220069 2 TS Pi 001 R0Documento13 páginasCLR220069 2 TS Pi 001 R0Ruben Alexis Choque BernabelAún no hay calificaciones
- Modulo de Dibujo 2 BachilleratoDocumento129 páginasModulo de Dibujo 2 BachilleratoRodrigo VelásquezAún no hay calificaciones
- Catapulta Six SigmaDocumento14 páginasCatapulta Six SigmaAle Alejandra100% (2)
- 242 BA ME 001 06 99 E LowDocumento20 páginas242 BA ME 001 06 99 E Lowalexander_chenuyAún no hay calificaciones
- PRACTICADocumento16 páginasPRACTICAOmar YiescasAún no hay calificaciones
- Evaluacion Final - Escenario 8 - Primer Bloque-Teorico - Practico - Procesos Industriales - (Grupo b02) Intento DosDocumento12 páginasEvaluacion Final - Escenario 8 - Primer Bloque-Teorico - Practico - Procesos Industriales - (Grupo b02) Intento DosLian LópezAún no hay calificaciones
- Motor Y Control de EmisionesDocumento12 páginasMotor Y Control de EmisionesrosanateamoAún no hay calificaciones
- Correa de Distribución - AutodataDocumento5 páginasCorrea de Distribución - AutodataCarlos alberto Manrique ccopaAún no hay calificaciones
- Particular Ida Des Del Motor k4m y k4jDocumento141 páginasParticular Ida Des Del Motor k4m y k4jJimmy Rodriguez Suazo92% (12)
- Especificaciones Técnicas PERU - 2010Documento108 páginasEspecificaciones Técnicas PERU - 2010WaldirAún no hay calificaciones
- Eco Deluxe Refresh 2 PDFDocumento21 páginasEco Deluxe Refresh 2 PDFLuis asprillaAún no hay calificaciones
- Especificaciones de Apriete Tornilleria CATDocumento11 páginasEspecificaciones de Apriete Tornilleria CATGilberto AparicioAún no hay calificaciones
- Electro Mecanic ADocumento25 páginasElectro Mecanic AEdson Sulca BernalAún no hay calificaciones
- Eeid Eeid-209 FormatoalumnotrabajofinalDocumento13 páginasEeid Eeid-209 FormatoalumnotrabajofinalAlexis Vilchez100% (2)
- Cilindro Maestro de Freno - FMCDocumento28 páginasCilindro Maestro de Freno - FMCLHBarriosAún no hay calificaciones
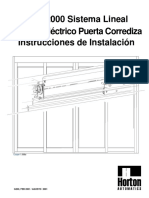
- Serie 2000 Sistema Lineal Operador Eléctrico Puerta Corrediza Instrucciones de InstalaciónDocumento12 páginasSerie 2000 Sistema Lineal Operador Eléctrico Puerta Corrediza Instrucciones de InstalaciónLaura RosalesAún no hay calificaciones
- II P - Control - de - Calidad - en - La - Industria - Del - CauchoDocumento7 páginasII P - Control - de - Calidad - en - La - Industria - Del - CauchoAlejandra Cornejo DíazAún no hay calificaciones