YAMAZUMI
DEFINICIN
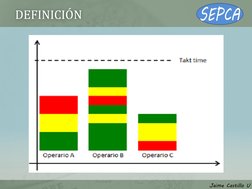
Herramienta Lean que consiste en un
grfico de barras que muestra el
balance de cargas de trabajo de cada
operario en cada puesto de trabajo y
su comparacin con el takt time
Jaime Castillo U
�DEFINICIN
Jaime Castillo U
�DEFINICIN
Yamazumi es una palabra
japonesa que significa apilar,
amontonar
Equilibrar - Organizar
Jaime Castillo U
�DEFINICIN
Muestra si las actividades que realiza el operario:
Agregan valor
No agregan valor pero son necesarias
Desperdicio
Verde
Amarillo
Rojo
Agrega valor
No agrega valor pero es necesaria
Desperdicio
Jaime Castillo U
�COMPONENTES
1. Informacin general
2. Tabla de combinacin
3. Tablero Yamazumi
4. Kaizen
5. Estado futuro (Individual y combinado)
6. Trabajo estndar
Jaime Castillo U
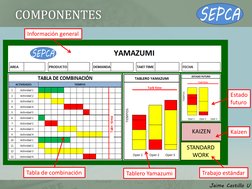
�COMPONENTES
Informacin general
Estado
futuro
KAIZEN
Kaizen
STANDARD
WORK
Tabla de combinacin
Tablero Yamazumi
Trabajo estndar
Jaime Castillo U
�METODOLOGA
1. Definir la informacin general
Seccin o rea
Producto
Fecha
Demanda
Takt Time
Jaime Castillo U
�METODOLOGA
2. Obtener el TAKT TIME
Es la cadencia a la cual un producto
debe ser fabricado para satisfacer la
demanda del cliente.
Que tan seguido se debe producir un producto o
parte, basado en las ventas para cumplir con las
necesidades del cliente
Jaime Castillo U
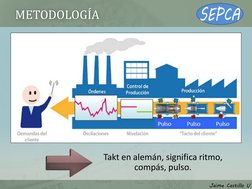
�METODOLOGA
Takt en alemn, significa ritmo,
comps, pulso.
Jaime Castillo U
�METODOLOGA
Calculo de Takt Time :
a. Definir el horizonte temporal para la evaluacin
b. Determinar el volumen de ventas planeado para el perodo
c. Determinar el tiempo programado de produccin
d. Calcular el Takt Time
=
Jaime Castillo U
�METODOLOGA
Ventajas del takt time
Permite la sincronizacin de la produccin con los
pedidos de los clientes
Facilita la produccin en flujo continuo
La sobreproduccin es limitada
Inventario en proceso controlado
Se logra una produccin estable, sin interrupciones,
donde el ritmo de la fabricacin es el takt time
Jaime Castillo U
�METODOLOGA
3. Elaborar la tabla de combinacin
Grfico que muestra la secuencia de las
actividades de la operacin o proceso
asignadas a cada operario
a) Observar y clasificar las actividades (Manual, mquina, medicin,
desplazamiento, etc.)
b) Calcular y dibujar el takt time
c) Tomar los tiempos de cada actividad y calcular su promedio
d) Dibujar la grfica de combinacin empezando por las actividades
de ciclo automtico de mquina continuar con el orden secuencial
de las actividades
Jaime Castillo U
�METODOLOGA
Jaime Castillo U
�METODOLOGA
4. Elaborar el tablero Yamazumi
a) Se dibuja el takt time
b) Se apilan las actividades en el orden en que se elabor la
tabla de combinacin
Nota: Solamente se dibujan las actividades del operario, no
los tiempos de ciclo de las mquinas excepto que la
operacin sea manual.
Jaime Castillo U
�METODOLOGA
Jaime Castillo U
�METODOLOGA
Anlisis: Identificar tiempos ociosos y tiempos de retraso
tomando como referencia el takt time
Jaime Castillo U
�METODOLOGA
5. Plantear Mejoras (Kaizen)
Elaborar un Kaizen en el que se planteen oportunidades de
mejora a implementar as:
a) Que ese puedan realizar sin inversin (Balanceo de cargas)
b) Que requieran inversin moderada (Cambios de lay out,
mejora de mquinas)
c) Que requieran alta inversin (Compra de maquinaria)
Lder
Implementacin
Responsables
Seguimiento
Jaime Castillo U
�METODOLOGA
6. Plantear un Escenario Futuro
Despus del planteamiento del Kaizen y como
resultado potencial de su implementacin, se
establece un estado futuro.
El objetivo es evidenciar el alcance de
los beneficios a obtener como resultado
de la aplicacin de la metodologa.
Jaime Castillo U
�METODOLOGA
Elaborar el tablero Yamazumi de estado futuro:
a) Se dibuja el takt time
b) Se apilan nuevamente las actividades:
Tener en cuenta las mejoras propuestas para cada
operario (Eliminacin de actividades, reduccin de
tiempos, etc.)
Combinar las actividades de tal forma que permita la
optimizacin del uso de la mano de obra
Apilar actividades lo ms cerca posible al takt time
Especial atencin en no sobrepasar el takt time
Jaime Castillo U
�METODOLOGA
Jaime Castillo U
�METODOLOGA
7. Verificacin de Resultados
Efectuar un anlisis de resultados realizando una
comparacin cuantificable de los tiempos de las
actividades que no agregan valor
Antes y despus de las mejoras.
8. Estandarizar
Documentar los nuevos mtodos de
trabajo para garantizar la continuidad de
los beneficios en el tiempo
Jaime Castillo U
�VENTAJAS
1. Es visual
Se evidencia inmediatamente y de manera intuitiva los desperdicios
y las dificultades en las operaciones.
2. Es sencillo
Cuenta la historia de un solo vistazo. No requiere de informes
detallados
3. Es ineludible
Es un aviso constante para la mejora continua, pues muestra
claramente donde estn las debilidades del proceso.
Jaime Castillo U
�VENTAJAS
4. Es pblico
La divulgacin de los resultados motiva para la mejora del
rendimiento en otras reas
5. Es focalizado
Ilustra las oportunidades que pueden llegar a cambiarlo todo
(Pareto).
Visualiza las principales limitaciones y los obstculos clave.
Amplia la eficiencia del proceso concentrndose en focos
vitales.
Jaime Castillo U
�EJEMPLO
Elaborar un Yamazumi para el rea de torneado de terminales
esfricas cuya situacin es:
Turnos de trabajo:
1 de 8 horas/da
Paradas Planificadas :
15 min. Para descanso
15 min. Para limpieza
Objetivo de produccin:
675 unidades diarias
Jaime Castillo U
�EJEMPLO
ACTIVIDADES OPERARIO 1
TIEMPO
1. Camina hacia el contenedor de materia prima y regresa
3s
2. Limpia la pieza de trabajo
4s
3. Tiempo de ciclo de la mquina automtica
12 s
4. Medicin de la pieza fabricada
8s
5. Ensamble manual de la tapa
4s
6. Llenar registros de calidad ISO 9000
4s
7. Camina hacia el sistema transportador
2s
8. Entrega pieza terminada a la siguiente operacin
1s
9. Regresa al puesto de trabajo
3s
ACTIVIDADES OPERARIO 2
TIEMPO
1. Toma pieza del transportador y carga la mquina
4s
2. Tiempo de ciclo de la mquina automtica
9s
3. Limpieza manual de la pieza
3s
4. Entrega pieza terminada a la siguiente operacin
1s
Jaime Castillo U
�SOLUCIN
1. Informacin general
rea:
Torneado
Componente:
Terminales esfricas
Demanda:
675 unidades/da
Fecha:
Abril 2025
Takt time:
??????
Jaime Castillo U
�SOLUCIN
2. Clculo de takt time
Tiempo Planeado de Produccin
Turnos de trabajo:
1 de 8 horas/da
Paradas Planificadas
15 min. para descanso
15 min. para limpieza
Obtener el TAKT TIME
Objetivo de Produccin:
675 unidades diarias
7,5
horas
7,5 x 3600 = 270000 segundos
270000/675 = 40 segundos
Takt Time = 40 segundos
Jaime Castillo U
�SOLUCIN
3. Tabla de combinacin
Jaime Castillo U
�SOLUCIN
4. Yamazumi
Jaime Castillo U
�SOLUCIN
5. Kaizen (Mejoras)
Eliminar:
Caminata hacia el sistema trasportador: 2 s
Regreso al puesto de trabajo: 3 s
Limpieza de la pieza de trabajo: 4 s
Eliminar
Jaime Castillo U
�SOLUCIN
6. Estado futuro
Jaime Castillo U
�SOLUCIN
7. Verificacin de resultados
1.
2.
3.
4.
Reduccin de tiempo de fabricacin en un 15%
Reduccin de MOD en un 50%
Eliminacin de banda transportadora
Reduccin de rea de trabajo en un 23,6%
5. Intangibles
Jaime Castillo U
�SOLUCIN
42 cm2
55 cm2
Jaime Castillo U
�SOLUCIN
8. Estandarizacin
HOJA DE MANUFACTURA ESTNDAR
6
5
Jaime Castillo U
�Jaime Castillo U