Documentos de Académico
Documentos de Profesional
Documentos de Cultura
Cap 5
Cargado por
dennyspoolTítulo original
Derechos de autor
Formatos disponibles
Compartir este documento
Compartir o incrustar documentos
¿Le pareció útil este documento?
¿Este contenido es inapropiado?
Denunciar este documentoCopyright:
Formatos disponibles
Cap 5
Cargado por
dennyspoolCopyright:
Formatos disponibles
183
5. FABRICACIN y MONTAJE
5.1. ALCANCE Los requerimientos y disposiciones aplicables de este captulo se deben observar en la fabricacin y monatje de construcciones y estructuras soldadas producidas por cualquier proceso aceptado por este Reglamento. 5.2. METAL BASE 5.2.1. Metal Base Especificado Los documentos contractuales debern establecer la especificacin y clasificacin del metal base a utilizar 5.2.2. Metal Base para Prolongadores, Respaldos, y Separadores. 5.2.2.1. Prolongadores Los prolongadores usados en soldadura deben estar conformes a los siguientes requerimientos: (1) Cuando se usan para soldar con un acero de la Tabla 3.1, stos pueden ser de cualquiera de los aceros correspondientes a dicha tabla. (2) Cuando se usan para soldar con otros aceros, que han sido calificados en conformidad con el Cap.4 debern ser: (a) del acero calificado (b) cualquiera de los aceros listados en la Tabla 3.1 5.2.2.2. Respaldo El acero para respaldo deber cumplir con los requerimientos de 5.2.2.1, excepto para los respaldos en aceros de 690 MPa de tensin mnima de fluencia, los cuales debern ser del mismo tipo de acero. 5.2.2.2. Espaciadores. Los espaciadores usados deben ser del mismo material que el metal base. 5.3. REQUERIMIENTOS PARA LOS CONSUMIBLES Y ELECTRODOS DE SOLDADURA 5.3.1 Requerimientos Generales
5.3.1.1 Certificacin para Electrodos, Alambres o Combinaciones de Fundente Alambre El Ingeniero responsable o los documentos contractuales podrn requerir del contratista o fabricante la certificacin de los electrodos, alambres o combinacin de alambre-fundente de acuerdo con las especificaciones correspondientes.
Reglamento CIRSOC 304 Cap. 5
184
5.3.1.2 Seleccin Adecuada de la Especificacin de Consumibles y Parmetros de Soldadura La especificacin y clasificacin, medida del electrodo o alambre, largo del arco, tensin y corriente de soldadura debern ser los adecuados para el espesor del material, tipo bisel, posiciones de soldadura y otras circunstancias relacionadas con el trabajo. La corriente de soldadura debe estar dentro del rango recomendado por el fabricante del electrodo o alambre. 5.3.1.3 Gas de Proteccin. El gas o mezcla de gases para proteccin, debe ser especfico para soldadura y tener un punto de roco igual o menor que -40C. El Ingeniero responsable o los documentos contractuales podrn requerir al contratista o fabricante la certificacin, al proveedor del gas o de la mezcla de gases, del requerimiento de punto de roco. Cuando los gases se mezclan en el lugar de la soldadura, se debern tener medidores adecuados para verificar la proporcin de gases. El porcentaje de los gases debe estar conforme a los requerimientos de la EPS. 5.3.1.4 Almacenamiento Los consumibles de soldadura que han sido quitados del paquete original deben ser protegidos y almacenados de manera tal que las propiedades de soldadura no sean afectadas. 5.3.1.5 Condicin de Previas al Uso Los electrodos, alambres y fundentes deben estar secos y en condiciones adecuadas para el uso. 5.3.2 Electrodos para Soldadura Manual (SMAW)
Los electrodos SMAW, deben estar de acuerdo con los requerimientos de la ltima edicin de la norma IRAM- IAS U500- 601 o IRAM-IAS U500-127( ANSI/AWS A5.1 o ANSI/AWS A5.5) . 5.3.2.1 Condiciones de Provisin y Almacenamiento de Electrodos de Bajo Hidrgeno. Todos los electrodos que tienen revestimiento de bajo hidrgeno de acuerdo con norma IRAM- IAS U500- 601 o IRAM-IAS U500-127( ANSI/AWS A5.1 o ANSI/AWS A5.5) deben ser comprados en envases sellados hermticamente(al vacio) o deben ser resecados, previo al uso, por el usuario de acuerdo a 5.3.2.4. Una vez abierto el envase sellado hermticamente o despus del resecado, los electrodos deben ser almacenados en hornos o en termos porttiles y mantenidos a una temperatura mnima de 120C. Los electrodos debern ser resecado solo una vez. Los electrodos que estubieran mojados no deben ser utilizados. 5.3.2.2 Perodos de Tiempo Permitidos a la Exposicin Atmosfrica. Luego de abrir los envases hermticamente sellados, o luego que los electrodos resecados son retirados del horno o del termo u horno de almacenamiento, la exposicin de los electrodos a la atmsfera no debe exceder los valores mostrados en la columna A de la Tabla 5.1, para cada clasificacin especfica de electrodo, con o sin requerimientos suplementarios opcionales. Los electrodos expuestos a la atmsfera por perodos menores a los permitidos en la columna A de la Tabla 5.1 pueden ser devueltos a un horno o termo de mantenimiento y deben permanecer a una temperatura mnima de 120C. Luego de un perodo mnimo de mantenimiento de cuatro horas a 120C mn. los electrodos podrn ser reutilizados.
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero Cap. 5
185
5.3.2.3 Perodos de Tiempo de Exposicin Atmosfrica Alternativos Establecidos por Ensayos Pueden usarse los valores de tiempo de exposicin alternativos que se muestran en la columna B de la Tabla 5.1 con tal que los ensayos establezcan el tiempo mximo admisible. Los ensayos deben realizarse en conformidad con IRAM-IAS U500-127 (ANSI/AWS A5.5, subseccin 3.10), para cada clasificacin y fabricante de electrodo. Tales ensayos establecen que no se excedern los mximos valores de contenido de humedad indicados en IRAM-IAS U500-127(ANSI/AWS A5.5, Tabla 9). Adicionalmente, los revestimientos de electrodos de bajo hidrgeno E51XX o E51XX-X segn IRAM-IAS U500 601 o U500-127 (ANSI/AWS A5.1 o A5.5) deben ser limitados a un contenido de humedad mxima igual o menor que 0,4% en peso. Esos electrodos no deben ser usados en una combinacin de humedad relativa temperatura que exceda tanto la humedad relativa o el contenido de hidrgeno que prevaleca durante el programa de ensayo. Para una aplicacin adecuada de esta provisin se puede utilizar una la carta de temperatura contenido de humedad estndar para la determinacin de los lmites de temperatura humedad relativa. Tabla 5.1 Exposicin Atmosfrica Permitida de los Electrodos de Bajo Hidrgeno Electrodo
IRAM IAS U 500601(AWS A5.1) Desde 4 a 10 mx. E51XX E51XXR E51XXHZ R E7018M IRAM-IAS U500127(AWS A5.5) E51XX-X E55XX-X E62XX-X E69XX-X E76XX-X 4 mx. 9 mx. 9 mx. 9 mx.
Columna A (horas)
Columna B (horas)
4 mx. 2 mx. 1 mx. 0,5 mx. 0,5 mx.
Desde 4 a 10 mx. Desde 2 a 10 mx. Desde 1 a 5 mx. Desde 0,5 a 4 mx. Desde 0,5 a 4 mx.
Notas: 1. Columna A: Los electrodos expuestos a la atmsfera por perodos de tiempo mayores a aquellos mostrados deben ser secados nuevamente antes de su uso. 2. Columna B: Los electrodos expuestos a la atmsfera por perodos de tiempo mayores a aquellos establecidos en los ensayos deben ser secados nuevamente antes de su uso. 3. Los electrodos deben ser distribuidos y mantenidos en bandejas u otros contenedores pequeos abiertos. Los contenedores precalentados no son mandatorios. 4. El indicador opcional suplementario, R, designa al electrodo que fue ensayado por contenido de humedad del recubrimiento luego de exposicin a un ambiente hmedo por 9 horas y llegando al nivel mximo de humedad permitido de acuerdo con IRAM-IAS U500-601(ANSI/AWS A5.1-91).
Reglamento CIRSOC 304
Cap. 5
186
5.3.2.4 Electrodos Resecados Los electrodos expuestos a la atmsfera por perodos mayores que aquellos permitidos por la Tabla 5.1 deben ser resecados de la siguiente forma: (1)Todos los electrodos que tienen revestimientos de bajo hidrgeno conforme a la norma IRAM-IAS U 500- 601(ANSI/AWS A5.1) deben ser resecados al menos por dos horas a temperaturas entre 260C y 430C. El tiempo y la temperatura exactos para el resacado de los consumibles deber ser suministrada por el fabricante de los mismos. (2)Todos los electrodos que tienen revestimientos de bajo hidrgeno conforme a la norma IRAM-IAS U 500- 127(ANSI/AWS A5.5) deben ser resecados al menos una hora a temperaturas entre 370C y 430C. El tiempo y la temperatura exactos para el resacado de los consumibles deber ser suministrada por el fabricante de los mismos. Todos los electrodos deben ser ubicados en un horno adecuado a una temperatura menor o igual que la mitad de la temperatura final de resecado por un mnimo de media hora, previo a incrementar la temperatura del horno hasta alcanzar la temperatura final especificada para el resecado. El tiempo de mantenimiento a la temperatura de resecado debe comenzar cuando el horno alcanza dicha temperatura. 5.3.2.5 Restricciones para los Electrodos Aceros de Alta Resistencia En las soldaduras de aceros de alta resistencia(por ejemplo del tipo ASTM A514 o A517), los electrodos de cualquier clasificacin menor que E69XX-X, excepto para E5118M y E51XXH4R, deben ser resecados al menos una hora a temperaturas entre 350 y 430C o de acuerdo con las recomendaciones del fabricante de los consumibles, antes de ser usados, aunque hubieran sido provistos en envases hermticamente sellados. 5.3.3 Alambres y Fundentes para Arco Sumergido(SAW)
La soldadura por arco sumergido (SAW) puede realizarse con uno o ms alambres (paralelos o alineados). El espacio entre arcos debe ser tal que la capa de escoria sobre el metal de soldadura ,producida por un arco gua, no se enfre lo suficiente para impedir un buen depsito de soldadura del siguiente alambre. Puede usarse SAW con electrodos mltiples para cualquier pasada de soldadura con bisel o de filete. 5.3.3.1 Alambre Fundente para Soldadura por Arco Sumergido(SAW)
Los alambres y fundentes usados en combinacin para la soldadura con proceso SAW de aceros deben estar en conformidad con a la ltima edicin de la norma ANSI/AWS A5.17 o a los requerimientos de la ltima edicin de la norma ANSI/AWS A5.23 hasta tanto se disponga de las normas IRAM correspondientes. 5.3.3.2 Condiciones de Provisin y Almacenamiento del Fundente Los fundentes para SAW deben estar secos y libres de contaminacin, suciedad u otros materiales extraos. Todos los fundentes deben ser provistos en envases que puedan ser almacenados, en condiciones normales, durante seis meses como mnimo, sin que este almacenamiento afecte sus caractersticas operativas para la soldadura o las propiedades del metal de soldadura. El fundente
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero Cap. 5
187
suministrado en envases daados deber ser descartado. El fundente que se ha mojado no deber ser utilizado. Los fundentes que excedan los seis meses de almacenamiento, que no se encuentren en sus envases originales o que se tengan dudas de su condicin de secado, previo a su utilizacin, debern ser resecados en horno a una temperatura mnima de 260 C durante una hora o de acuerdo con la indicacin especfica del fabricante del fundente. 5.3.3.3 Recuperacin del Fundente El fundente que no fundi durante la operacin de soldadura puede ser usado nuevamente despus de su recuperacin por medio de sistemas neumticos de recupercin u otros medios adecuados. El fabricante o contratista que realizar las soldaduras debe tener un sistema para recolectar el fundente no fundido, adicionando fundente nuevo y soldando con una mezcla de ambos, de forma tal que la composicin del fundente y distribucin de tamao de las partculas(granulometra del fundente) en la pileta lquida de la soldadura sean relativamente constantes. 5.3.3.4 Escoria Retriturada No se permite la utilizacin de escoria retriturada. 5.3.4 Alambres Macizos y Tubulares para Procesos Semiautomticos(GMAW / FCAW)
Los alambres y gases de proteccin para soldadura semiautomtica con alambre macizo (GMAW) o con alambre tubular (FCAW), para utilizar en aceros cuya lmite de fluencia especificado es igual o menor que 415 MPa, debern cumplir con los requerimientos de la ltima ecicin de la morma IRAM-IAS U500-166(ANSI/AWS A5.18) o ANSI/AWS A5.20(hasta tanto se disponga de la norma IRAM correspondiente), segn se aplique. 5.3.4.1 Alambres de Baja Aleacin para GMAW Los alambres y gases de proteccin para GMAW para utilizar en aceros cuya lmite de fluencia especificado es mayor que 415 MPa, debern cumplir con los requerimientos de la ltima ecicin de la morma ANSI/AWS A5.28, hasta tanto se disponga de la norma IRAM correspondiente. 5.3.4.2 Alambres Tubulares de Baja Aleacin para FCAW Los alambres y gases de proteccin para GMAW para utilizar en aceros cuya lmite de fluencia especificado es mayor que 415 MPa, debern cumplir con los requerimientos de la ltima edicin de la norma ANSI/AWS A5.29, hasta tanto se disponga de la norma IRAM correspondiente. 5.3.5 Soldadura por Arco con Electrodo de Tungsteno y Proteccin Gaseosa (GTAW)
5.3.5.1 Electrodos de Tungsteno La corriente de soldadura debe ser compatible con el dimetro y tipo o clasificacin del electrodo. Los electrodos de tungsteno deben cumplir con lo especificado en la ltima edicin de la norma ANSI/AWS A5.12, hasta tanto se disponga de la norma IRAM correspondiente.
Reglamento CIRSOC 304
Cap. 5
188
5.3.5.2 Metal de Aporte El metal de aporte debe estar de acuerdo con los requerimientos de la ltima edicin de las normas IRAM- IAS U500-166(ANSI/AWS 5.18) o ANSI/AWS A5.20(hasta tanto se disponga de la norma IRAM correspondiente), segn corresponda. 5.4 5.4.1 PROCESOS DE SOLDADURA POR ELECTROGAS(ESW) Y ELECTROESCORIA(EGW) Limitaciones del Proceso
Los procesos de electrogas y electroescoria no deben ser usados para soldar aceros templados y revenidos ni para soldar componentes estructurales cargados cclicamente sujetos a esfuerzos de traccin u oposicin de esfuerzos. 5.4.2 Estado de Alambres y Tubos de Gua
Los alambres y tubos guas consumibles deben estar secos, limpios y en condiciones adecuadas para el uso. 5.4.3 Condicin de Provisin y Almacenamiento del Fundente
Los fundentes para ESW deben estar secos y libres de contaminacin, suciedad u otros materiales extraos. Todos los fundentes deben ser provistos en envases que puedan ser almacenados, en condiciones normales, durante seis meses como mnimo, sin que este almacenamiento afecte sus caractersticas operativas para la soldadura o las propiedades del metal de soldadura. El fundente suministrado en envases daados deber ser descartado. El fundente que se ha mojado no deber ser utilizado. Los fundentes que excedan los seis meses de almacenamiento, que no se encuentren en sus envases originales o que se tengan dudas de su condicin de secado, previo a su utilizacin, debern ser resecados en horno a una temperatura mnima de 120 C durante una hora o de acuerdo con la indicacin especfica del fabricante del fundente. 5.4.4 Arranque y Final de Soldadura
Las soldaduras deben arrancar de tal manera que permita alcanzar un aporte trmico suficiente para obtener fusin completa del metal de soldadura a las caras del bisel de la junta. Las soldaduras que se interrumpieron en cualquier punto de la junta de soldadura por un perodo de tiempo suficiente para que la escoria o la pileta lquida de soldadura se haya solidificado, pueden ser recomenzadas y completadas, con tal que la soldadura terminada sea inspeccionada por ensayo de ultrasonido a una distancia igual o mayor que 150 mm hacia cada lado del nuevo arranque. Salvo que no lo permita la geometra de la junta, tambin puede ser inspecionada por ensayo radiogrfico. Todas las ubicaciones de los arranques deben quedar registradas. 5.4.5 Precalentamiento
Debido a la caracterstica de alto aporte de calor de estos procesos, normalmente no se requiere precalentamiento. Sin embargo, ninguna soldadura debe realizarse cuando la temperatura del metal base est por debajo de 0 C.
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 5
189
5.4.6 Reparaciones Las soldaduras que tengan discontinuidades no aceptables de acuerdo con el criterio establecido en el Cap.6 de este Reglamento deben ser reparadas como segn se indica en 5.26, utilizando procesos de soldadura calificados, o se deber remover y reemplazar la totalidad de la soldadura. 5.4.7 Requerimientos para Aceros Resistentes a la Intemperie o Patinables.
Para aplicaciones de aceros resistentes a la intemperie del tipo ASTM A588, que requieren resistencia a la corrosin y caractersticas de coloracin similares a las del metal base, la combinacin alambre fundente, debe estar de acuerdo con lo indicado en el Cap.4 de este reglamento. La composicin qumica del metal de aporte debe estar de acuerdo con la Tabla 3.3 del Cap. 3 de este Reglamento. 5.5 VARIABLES DE LA EPS
Las variables de soldadura deben estar conformes a la EPS escrita.(Ver Anexo VI). Cada pasada tendr fusin completa con el metal base adyacente sin que hayan depresiones o socavacin excesiva en la punta de la soldadura. Debe evitarse la excesiva concavidad de las pasadas iniciales para evitar las fisuras en las races de las juntas debido a efectos de restriccin o embridamiento . 5.6 TEMPERATURAS DE PRECALENTAMIENTO Y ENTRE PASADAS
El metal base debe ser precalentado, si se requiere, a una temperatura igual o mayor que el valor mnimo indicado en la EPS (Ver 3.5 para las limitaciones de EPS precalificada y Tabla 4.5 para limitacin de variables esenciales en EPS calificadas). Para combinaciones de metales base, el precalentamiento mnimo debe estar basado en precalentamiento mnimo ms alto. Estas temperaturas de precalentamiento y subsecuentes temperaturas mnimas entre pasadas debern mantenerse durante la operacin de soldadura por una distancia igual o mayor que el espesor de la parte soldada de mayor espesor (pero no menor que 75 mm) en todas las direcciones desde el punto de soldadura. Los requerimientos de temperatura mnima entre pasadas deben ser considerados de la misma forma que los requerimientos de precalentamiento, salvo que se indique otra cosa en la EPS. Las temperaturas de precalentamiento y entre pasadas deben ser controladas y verificadas previo al inicio del arco para cada pasada. 5.7 CONTROL DE APORTE DE CALOR PARA ACEROS TEMPLADOS Y REVENIDOS
Cuando se sueldan aceros templados y revenidos, el aporte de calor debe ser limitado en conjunto con las temperaturas de precalentamieno y entre pasada requeridas. Tales consideraciones deben incluir el aporte de calor adicional producido en soldaduras simultneas a ambos lados de un nico elemento estructural. Las limitaciones del proceso deben estar de acuerdocon las recomendaciones del fabricante del acero. No est permitido el repelado con oxgeno en aceros templados y revenidos.
Reglamento CIRSOC 304
Cap. 5
190
5.8
TRATAMIENTO TRMICO DE ALIVIO DE TENSIONES
Cuando as lo requieran los documentos de contrato o las especificaciones, las estructuras soldadas deben tener tratamiento trmico de alivio de tensiones. Debe considerarse un mecanizado final luego del alivio de tensiones cuando se necesita mantener las tolerancias dimensionales. 5.8.1 Requerimientos
El tratamiento de alivio de tensiones debe estar de acuerdo con los siguientes requerimientos: (1)La temperatura inicial del horno deber ser igual o menor que 300C (2)La velocidad de calentamiento en C / h debe ser igual o menor que 5600 dividido el mximo espesor del metal base, en mm, pero menor que 220 C/h. Durante el perodo de calentamiento, las variaciones en la temperatura a travs de las zonas del elemento o parte estructural que est siendo calentada debern ser iguales o menores que 140 C dentro de cualquier intervalo de 5000 mm de largo. No es necesario que las velocidades de calentamiento y enfriamiento sean inferiores a 55C / h. Sin embargo, en todos los casos, la consideracin de cmaras cerradas y estructuras complejas, pueden indicar velocidades reducidas de calentamiento y enfriamiento para evitar daos en la estructura debido a gradientes trmicos excesivos. (3)Luego de alcanzar la temperatura mxima de tratamiento trmico de 600C en aceros templados y revenidos, o una temperatura media en el rango entre 600 y 650 C para otros aceros, el tiempo de permanencia de la estructura a la temperatura de tratamiento deber ser igual o mayor que el especificado en la Tabla 5.2, basado en el espesor de la soldadura. Cuando el alivio de tensiones especificado es para estabilidad dimensional, el tiempo de permanencia deber ser igual o mayor que el especificado en la Tabla 5.2, basado en el espesor de la parte estructural ms gruesa. Durante el tiempo de permanencia no debe haber una diferencia mayor a 85 C entre la mayor y menor temperatura a travs de la parte de la estructura que est bajo tratamiento trmico. (4)Cuando la temperatura es mayor que 300 C el enfriamiento se debe realizar en un horno cerrado o en material termo alislante a una velocidad en C/ h igual o menor que 5600 dividido el mximo espesor del metal base en mm, pero menor que 260 C/h. Desde 315 C, la estructura puede ser enfriada en aire calmo. Tabla 5.2
Tiempo Mnimo de Permanencia Segn Espesor
6 mm
> 6 mm 50mm 15 min por cada 6 mm.
15 min
> 50 mm 2 h ms 15 min por cada 25 mm adicional por encima de 50 mm
5.8.2
Tratamiento Trmico Alternativo
Alternativamente, cuando el tratamiento trmico luego de la soldadura es impracticable segn las limitaciones de temperatura en 5.8.1, las estructuras soldadas pueden recibir el alivio de tensiones a temperaturas inferiores por perodos de tiempo mayores, segn la Tabla 5.3.
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 5
191
Tabla 5.3 Tratamientos Trmicos Alternativos de Alivio de Tensiones (ver 5.8.2) Disminucin de la Tiempo Mnimo Temperatura por debajo de de Permanencia a la Temperatura Mnima la Temperatura Especificada de Disminucin de Tratamiento Horas / 25 mm de espesor C 30 2 60 4 90 10 120 20
5.8.3
Aceros No Recomendados para Tratamiento Trmico de Alivio de Tensiones
No se recomienda generalmente el alivio de tensiones de construcciones soldadas de aceros de alta resistencia tipo ASTM A514, A517, A709, Grados 100 y 100W, y A710. Puede ser necesario una disminucin de las tensiones para aquellas aplicaciones donde la construccin soldada debe mantener la estabilidad dimensional durante el mecanizado, o donde est involucrada la corrosin por tensin, no siendo nica ninguna condicin a construcciones soldadas que involucran aceros A514, A517, A709, Grados 100 y 100W, y A710. Sin embargo, los ensayos de impacto mostraron que el taratamiento trmico puede empeorar en realidad la tenacidad del metal de soldadura y la zona afectada por el calor, y en algunos casos puede ocurrir rotura intergranular en la regin de grano grueso de la zona afectada por el calor. 5.9 RESPALDO, GAS DE RESPALDO E INSERTOS
La soldadura con JPC puede realizarse con o sin el uso de gas de respaldo, respaldo o insertos consumibles, o pueden tener la raz de la soldadura repelada o removida por mtodos adecuados hasta una profundidad donde se considere el metal de soldadura sano, antes de comenzar la soldadura del segundo lado. 5.10 RESPALDO Las races de soldaduras con bisel o de filete pueden tener como respaldos, cobre, fundente, tira de vidrio, cermica, polvo (limaduras) de hierro, para evitar fusin a travs del espesor. Pueden sellarse tambin mediante pasadas en la raz depositadas con electrodos de bajo hidrgeno, si se usa proceso SMAW u otro proceso de soldadura por arco. El respaldo de acero debe estar de acuerdo con los siguientes requerimientos: 5.10.1 Fusin
Reglamento CIRSOC 304 Cap. 5
192
Las soldaduras con bisel realizadas con respaldo de acero deben tener el metal de soldadura completamente fundido con el respaldo. 5.10.2 Respaldo de Largo Total El respaldo de acero debe ser realizado en forma continua para el largo total de la soldadura. Todas las juntas con respaldo de acero deben ser soldaduras con JPC que alcancen los requerimientos del Cap. 5 de este Reglamento. 5.10.3 Espesor del Respaldo El espesor mnimo sugerido para chapas o planchuelas de respaldo, con tal que los respaldos tengan el espesor suficiente para prevenir la fusin a travs de ellos, es el siguiente:
Proceso GTAW SMAW GMAW FCAW S FCAW G SAW
Espesor mnimo. mm 3 5 6 6 10 10
5.10.4 Uniones No Tubulares Cargadas Cclicamente Para estructuras cargadas cclicamente, los respaldos de aceros que son transversales a la direccin de la tensin calculada debern ser removidos y las juntas sern configuradas o terminadas en forma suave. Los respaldos de soldadura que estn paralelos a direccin de la tensin o no estn sujetos a acciones no necesitarn ser removidos, salvo que lo requiera el Ingeniero responsable. . 5.10.4.1 Respaldo Fijado en Forma Externa Cuando el respaldo de acero de soldaduras longitudinales en estructuras cargadas cclicamente es fijado en forma exterior al metal base mediante soldadura, dicha soldadura deber ser continua en todo el largo del respaldo. 5.10.5 Uniones Cargadas en Forma Esttica Los respaldos de acero para soldaduras en estructuras cargadas estticamente (tubulares y no tubulares) no necesitarn ser soldados en el largo total ni removidos, salvo que lo especifique el Ingeniero. 5.11 EQUIPOS DE SOLDADURA Y CORTE Todos los equipos de soldadura y corte trmico debern ser especficos y adecuados para dicha funcin de manera tal que el personal habilitado para la tarea pueda cumplir con lo especificado en este Cap.5 del Reglamento.
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero Cap. 5
193
5.12 CONDICIONES AMBIENTALES PARA LA UTILIZACIN DE SOLDADURA 5.12.1 Velocidad Mxima del Viento Los procesos GMAW, GTAW, EGW, FCAW-G no deben realizarse en presencia de rfagas o viento salvo que la soldadura est protegida por un reparo. Tal reparo debe realizarse con un material y perfil adecuados para reducir la velocidad del viento, en la vecindad de la soldadura, a un valor menor o igual que 8 km/h. 5.12.2 Mnima Temperatura Ambiente No deber realizarse la soldadura bajo las siguientes condiciones: (1) cuando la temperatura ambiente es menor que 18 C (2) cuando el metal base se encuentren hmedo o expuesto a lluvia o nieve. (3) cuando el personal de soldadura se encuentre expuesto a condiciones inclementes. Nota: -18 C no significa la temperatura ambiente de todo el entorno, sino la temperatura en la inmediata vecindad de la soldadura. La temperatura ambiente de todo el entorno puede ser menor que 18 C, pero una estructura calentada o una cobertura alrededor del rea que est siendo soldada puede mantener la temperatura adyacente a la construccin soldada mayor o igual que 18 C. 5.13 CUMPLIMIENTO DEL DISENO Los tamaos y largos de las soldaduras no debern ser menores que aquellos especificados por los requerimientos del diseo y los planos de detalle, excepto lo permitido en la Tabla 6.1. La ubicacin de las soldaduras no deber ser cambiada sin la aprobacin del Ingeniero. 5.14 TAMANO MINIMO DE LA SOLDADURA DE FILETE El tamao mnimo de la soldadura de filete, excepto en soldaduras de filete usadas para reforzar soldaduras con bisel, deber ser el indicado en la Tabla 2.1. En ambos casos el tamao mnimo se aplica si es suficiente para satisfacer los requerimientos de diseo. 5.15 PREPARACIN DEL METAL BASE Las superficies sobre las cuales se depositar el metal de soldadura debern ser suaves, uniformes, y libres de desgarramientos, fisuras, y otras discontinuidades que afectaran la calidad o resistencia de la soldadura. Las superficies a ser soldadas y las superficies adyacentes a una soldadura, debern estar tambin libres de laminillo, escamas, xido suelto o agarrado, escoria, herrumbre, humedad, aceite, grasa y otros materiales extraos que impidan una soldadura apropiada o produzcan emisiones perjudiciales para el personal y el medio ambiente. El laminillo de laminacin que puede soportar un vigoroso cepillado de alambre, una cubierta delgada de inhibidor de la oxidacin o un compuesto antisalpicaduras, pueden permanecer con la siguiente excepcin: para vigas armadas, en estructuras cargadas cclicamente, deber eliminarse todo el laminillo de las superficies donde se realizarn las soldaduras entre ala y alma de la viga.
Reglamento CIRSOC 304 Cap. 5
194
5.15.1 Discontinuidades Originadas en el Proceso de Laminacin Los lmites de aceptabilidad y la reparacin de discontinuidades de materiales laminados, observados visualmente, debern ser los indicados en la Tabla 5.4, En dicha tabla el largo de la discontinuidad es la medida longitudinal visible en la superficie del material y la profundidad es la distancia que la discontinuidad se extiende desde la superficie del metal. Todas las reparaciones por soldadura debern ser realizadas de acuerdo con lo indicado en este Reglamento. Podr hacerse la remocin de la discontinuidad desde cualquiera de las superficies del metal base. El largo de la soldadura agregada por reparacin deber ser menor o igual que el 20% del largo de la chapa que est siendo reparada, salvo aprobacin previa del Ingeniero.
Tabla 5.4 Lmites de Aceptabilidad y Reparacin de Discontinuidades Laminares Producidas Por Proceso de Laminacin (ver 5.15.1) Descripcin de la Discontinuidad Reparacin Requerida Cualquier discontinuidad de largo menor o igual que Ninguna 25 mm Cualquier discontinuidad de largo mayor que 25 mm y Ninguna, pero la profundidad deber profundidad menor o igual que 3 mm ser evaluada.* Cualquier discontinuidad de largo mayor que 25 mm y Remocin, no necesitar ser reparada profundidad mayor que 3 mm, pero menor o igual que con soldadura. 6 mm Cualquier discontinuidad de largo mayor que sobre 25 mm y profundidad mayor que de 6 mm, pero menor que Remocin completa y soldadura 25 mm Cualquier discontinuidad de largo mayor que 25 mm de Ver 5.15.1.1. y profundidad mayor que 25 mm. *Debe evaluarse con una verificacin parcial al azar por amolado del 10% de las discontinuidades detectadas en la
superficie del material en cuestin para determinar la profundidad de las mismas. Si la profundidad de cualquiera de las discontinuidades evaluada es mayor que 3 mm, luego todas las discontinuidades mayores que 25 mm en el largo remanente del material debern ser tambin por amolado para determinar la profundidad. Si ninguna de las discontinuidades evaluada en la verificacin parcial del 10% tiene una profundidad mayor que 3 mm , entonces las discontinuidades restantes sobre la superficie del material no necesitarn ser evaluadas.
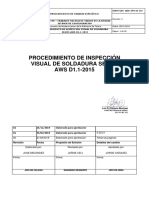
5.15.1.1 Criterio de Aceptacin Para discontinuidades con largos mayores que 25 mm y profundidad detectada, deber cumplirse con el siguiente: (1) Donde se observan discontinuidades tales como W, X, o Y de acuerdo con la Figura 5.1, previo a completar la junta, se deber determinar mediante ensayo de ultrasonido el tamao y la forma. El rea de una discontinuidad deber determinarse como el rea de prdida total de la reflexin de fondo, cuando se ensaya segn el procedimiento de la norma ASTM A435. Para aceptacin de discontinuidades tales como W, X, o Y, el rea de la discontinuidad (o rea agregada de discontinuidades mltiples) deber ser menor o igual que el 4% del rea del material (largo por ancho) con la siguiente excepcin: si el largo de la discontinuidad o el ancho agregado de las discontinuidades en cualquier seccin transversal, medida en forma perpendicular al largo del material, es mayor que el 20% del espesor de dicho material, el 4% del rea del material deber ser reducida por el porcentaje de espesor que excede el 20%. (Por ejemplo, si una discontinuidad es el
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero Cap. 5
195
30% del espesor del material, el rea de la discontinuidad no podr ser mayor o igual que el 3.6% del rea del material). La discontinuidad en la superficie transversal del material deber ser removida a una profundidad de 25 mm ms alla de su interseccin con la superficie del mismo por repelado, amolado u otro mtodo adecuado y terminado por soldadura mediante un proceso de bajo hidrgeno en cordones con espesores menores o iguales que 3 mm, por lo menos para los cuatro primeros cordones.
Figura 5.1 Discontinuidades en Extremos o Bordes de Materiales Cortados (2) Si se detecta una discontinuidad Z que no exceda el rea admisible indicada en 5.15.1.1(2) luego que la junta fue completada y se determina que se encuentra a una distancia mayor o igual que 25 mm de la cara de la soldadura, medida en la superficie del metal base, no se requiere reparacin de la discontinuidad. Si la discontinuidad Z est a una distancia menor que 25 mm de la cara de la soldadura, deber ser removida a una distancia de 25 mm de la zona de fusin de la soldadura por medio de repelado o amolado. Posteriormente deber ser terminada por soldadura con un proceso de bajo hidrgeno aplicando cordones con espesores menores o iguales que 3 mm, por al menos los cuatro primeros cordones. (3) Si el rea de la discontinuidad W, X, Y, o Z excede lo permitido por 5.15.1.1(2), el material deber ser rechazado y reemplazado. La eventual reaparacin quedar a criterio del Ingeniero responsable. 5.15.1.2 Reparacin En la reparacin y determinacin de los lmites de las discontinuidades generadas por laminacin observadas visualmente, la cantidad de metal removido deber ser el mnimo necesario para eliminar la discontinuidad o para determinar los lmites de sta y evaluarlos de acuerdo con la Tabla 5.4. Sin embargo, si se requiere reparacin de la soldadura, deber eliminarse suficiente metal base para dar acceso a la soldadura. Todas las reparaciones soldadas de discontinuidades debern hacerse segn el siguiente procedimiento: (1) Preparacin adecuada del rea a reparar (2) Soldadura con un proceso de bajo hidrgeno suigiendo las indicaciones de este Reglamento (3) Amolado de la soldadura para obtener una superficie terminada de la reparacin suave y al ras (ver 5.24.4.1) con el metal base adyacente.
Reglamento CIRSOC 304 Cap. 5
196
Nota: Los requerimientos de 5.15.1.2 pueden no ser adecuados en casos de cargas de traccin aplicadas a travs del espesor del material. 5.15.2 Preparacin de la Junta Para la preparacin de la junta puede usarse mecanizado, corte trmico, repelado, amolado u otro medio adecuado para remover una soldadura rechazada o discontinuidades del metal base inaceptables. Proceso de corte con oxgeno no deber usarse en aceros templados y revenidos o normalizados. 5.15.3 Ajuste del Material. Para estructuras con cargas cclicas, el material de mayor espesor que el especificado en la siguiente lista deber ser ajustado si, y segn se requiera, para producir un borde de bisel de soldadura satisfactorio que deber soportar la tensin calculada: (1)Material cizallado de espesor mayor que 12 mm (2)Extremos laminados de chapas (distintos de chapas universales laminadas) de espesor mayor a 10 mm (3)Puntas de ngulos o perfiles laminados (distintos de las secciones de ala ancha) de espesor mayor que 16 mm (4)Chapas de laminador universal o extremos de las alas de perfiles de seccin de ala ancha de espesor mayor que 25mm (5)La preparacin para juntas a tope deber ser realizada de acuerdo con los requerimientos de los planos de detalles. 5.15.4 Procesos de Corte Trmico. El corte por arco elctrico, procesos de repelado y procesos de oxicorte son reconocidos por este Reglamento para ser usados en preparacin, corte, o ajuste de materiales. El uso de estos procesos debe ser de acuerdo con los requerimientos aplicables de este Cap. 5. 5.15.4.1 Otros Procesos Pueden usarse otros procesos de corte trmico bajo este Reglamento, con tal que el Contratista demuestre al Ingeniero responsable la idoneidad para usar satisfactoriamente el proceso. 5.15.4.2 Exactitud del Perfil El metal base y metal de soldadura puede ser cortado por corte trmico, con tal que se asegure una superficie lisa y regular, libre de fisuras y entallas. Deber asegurarse un perfil preciso mediante el uso de una gua mecnica. Para estructuras cargadas cclicamente el corte trmico manual slo deber aplicarse cuando donde est aprobado por el Ingeniero . 5.15.4.3 Requerimientos de Rugosidad En corte trmico, el equipo debe ser ajustado y manipulado de manera de evitar corte ms all de las lneas prescritas. La rugosidad de las superficies cortadas deber ser menor o igual que 25m, para materiales con espesores menores que 100 mm y 50m para materiales con espesores mayores
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero Cap. 5
197
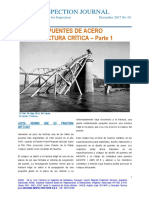
o iguales que 100 mm pero menores o iguales que 200 mm de acuerdo con la norma ASME B46.1 o AWS C4.1-77. 5.15.4.4 Limitaciones de Muesca o Entalla. La rugosidad que exceda esos valores indicados en 5.15.4.3 y las entallas o muescas menores o iguales que 5 mm de profundidad debern ser removidas por mecanizado o amolado. Las entallas o muescas mayores que 5 mm de profundidad podrn ser reparadas por amolado si el rea de la seccin transversal no se reduce en ms de un 2%. Las superficies amoladas o mecanizadas debern tener continuidad sobre la superficie original con una inclinacin cuya pendiente sea meor o igual que uno en diez. Las superficies de corte y bordes adyacentes deben quedar libres de escoria. En las superficies del corte trmico, las entallas o muescas ocasionales o acanaladuras, pueden, con la aprobacin del Ingeniero responsable, ser reparadas por soldadura. 5.16 ESQUINAS ENTRANTES Las esquinas entrantes del material de corte deben ser preformadas para proveer una transicin gradual con un radio mayor que 25 mm. Las superficies adyacentes deben alcanzar sin suplemento o recortes, pasar el punto de tangencia. Las esquinas entrantes pueden realizarse por corte trmico, seguidas por amolado, si es necesario para alcanzar los requerimientos de terminacin superficial de 5.14.4.3. 5.17 RECORTES EN VIGAS Y ORIFICIOS PARA ACCESO DE SOLDADURA El radio de los recortes en vigas y orificios de acceso de soldadura deben proveer una transicin suave libre de entallas o recortes pasado el punto de tangencia entre superficies adyacentes y deben alcanzar los requerimientos de terminacin superficial de 5.15.4.3. 5.17.1 Dimensiones de los Orificios de Acceso Todos los orificios de acceso para facilitar las operaciones de soldadura deben tener un largo (l) desde la punta de la preparacin de la soldadura mayor que 1,5 veces el espesor de material en el que se hace el orificio. La altura (h) del agujero de acceso debe ser adecuada para la deposicin de material sano en las chapas adyacentes y proveer el espacio para prolongadores de soldadura en el material en el que se realiza el orificio, pero deber ser mayor que el espesor del material. En perfiles laminados en caliente y perfiles compuestos o armados, todas las formas en vigas y orificios de acceso de soldadura debern estar cortados libres de entallas o esquinas entrantes, excepto para las soldaduras de filete entre el alma y el ala en perfiles compuestos, donde se permitir que los orificios de acceso terminen perpendiculares al ala. Las soldaduras de filete no debern rodear los orificios de acceso (ver Figura 5.2) 5.17.2 Perfiles Pesados Para los perfiles pesados IRAM o tipo ASTM A6 Grupos 4 y 5 y perfiles compuestos, con el espesor del material del alma mayor que 40 mm, las superficies de los recortes en vigas y orificios de acceso de soldadura cortadas trmicamente debern ser amoladas e inspeccionados tanto por partculas magnetizables(PM) o mtodos de tintas penetrantes(LP). Si la parte curva de la transicin de las formas o recortes en vigas y orificios de acceso de soldadura estan formados por orificios previamente taladrados o aserrados, esa porcin de orificio de acceso o recorte, no necesita ser
Reglamento CIRSOC 304 Cap. 5
198
amolada. Los orificios de acceso o recortes de viga en otros perfiles no necesitan ser amolados ni inspeccionados por PM o LP.
Notas: 1. Para los perfiles tipo IRAM o ASTM A6 Grupos 4 y 5 y perfiles compuestos o armados con espesores del alma mayor que 40 mm, precalentar hasta 65 C previo al corte trmico, amolar e inspeccionar los bordes cortados trmicamente de orificios de acceso usando PM o LP previo a realizar las soldaduras con bisel para unir el alma con el ala. 2. El radio debe proveer una transicin suave y libre de entalla; R 9 mm (tpico 12 mm). 3. Apertura de acceso realizada luego de la soldadura entre alma y ala. 4. Apertura de acceso realizada antes de la soldadura entre alma y ala. La soldadura no retornada a travs de la abertura. 5. Estos son detalles tpicos para juntas soldadas de un solo lado contra el respaldo de acero. Deben considerarse diseos de junta alternativos. 6. hmin = 20 mm o tw (espesor del alma), la que sea mayor. Figura 5.2 Geometra del Orificio de Acceso de Soldadura
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 5
199
5.18 SOLDADURA TEMPORARIA Y DE PUNTEO 5.18.1 Soldaduras Temporarias Las soldaduras temporarias debern estar sujetas a los mismos requerimientos de procedimientos de soldadura que las soldaduras finales. Estas debern ser removidas, cuando lo requiera el Ingeniero responsable. Cuando son removidas, la superficie debern ser terminadas al ras con la superficie original. Para uniones no tubulares cargadas cclicamente, no debern haber soldaduras temporarias en zonas bajo tensiones de traccin para elementos estructurales de aceros templados y revenidos, excepto en ubicaciones mayores que 1/6 de la profundidad del alma de la viga desde el ala sometida a traccin en vigas laminadas o vigas armadas. Las soldaduras temporarias en otras ubicaciones debern estar indicadas en los planos de taller. 5.18.2 Requerimientos Generales de las Soldaduras de Punteo Las soldaduras de punteo debern estar sujetas a los mismos requerimientos de las soldaduras finales, con las siguientes excepciones: (1) El precalentamiento no es obligatorio para soldaduras de punteo de pasada nica que son refundidas e incorporadas dentro de soldaduras continuas de arco sumergido. (2) Las discontinuidades tales como socavacin, crteres sin llenar y porosidad podrn no ser removidas antes de la soldadura final por arco sumergido. 5.18.2.1 Soldaduras de Punteo Incorporadas o Permanentes Las soldaduras de punteo que sern permanentes dentro de la soldadura final debern ser hechas con electrodos que alcancen los requerimientos de las soldaduras finales y debern limpiarse cuidadosamente. Las soldaduras de punteo de pasada mltiple debern tener terminacin en cascada. 5.18.2.2 Requerimientos Adicionales para Soldaduras de Punteo Permanentes en Soldaduras de Arco Sumergido Las soldaduras de punteo en la forma de soldaduras de filete con tamaos menores o iguales que 10 mm as como en las races de las juntas que requieran una penetracin especfica en la raz, no debern producir cambios objetables en la apariencia de la superficie de la soldadura o tener como consecuencia una penetracin menor. Las soldaduras de punteo que no estn de acuerdo con los requerimientos del proceso debern ser quitadas o reducidas en su tamao por algn mtodo adecuado antes de soldar. Las soldaduras de punteo en la raz de una junta que tenga un respaldo de acero con espesor menor que 8 mm debern ser eliminadas o se harn continuas en todo el largo de la junta usando SMAW, con electrodos de bajo hidrgeno, GMAW o FCAW-G. 5.18.2.3 Soldaduras de Punteo No Permanentes Las soldaduras de punteo no permanentes dentro de las soldaduras finales deben ser quitadas, excepto que, para estructuras cargadas estticamente, no necesiten ser removidas.
Reglamento CIRSOC 304 Cap. 5
200
5.19 COMBA O PREDFORMACION EN ELEMENTOS ESTRUCTURALES COMPUESTOS O ARMADOS 5.19.1 Comba Los bordes de las vigas compuestas y vigas armadas, deben ser cortados con una comba o predeformacin especificada, con tolerancia adecuada para contrarestar las contracciones debido al corte y la soldadura. De todas maneras, una variacin moderada de la tolerancia en la comba especificada podr ser corregida por una cuidadosa aplicacin de calor. 5.19.2 Correccin. La correccin de errores en la comba cuando se utilizan aceros templados y revenidos deber hacerse con la aprobacin previa del Ingeniero responsable. 5.20 EMPALMES EN ESTRUCTURAS CARGADAS CICLICAMENTE Los empalmes entre secciones de vigas laminadas y las de vigas armadas o compuestas, debern ser preferentemente en un nico plano transversal. Los empalmes en taller de almas y alas de vigas armadas debern ser realizados antes que las almas y alas sean unidas unas a otras. Podrn estar ubicadas en un nico plano transversal o mltiples planos transversales, pero se debern aplicar las previsiones relacionadas con tensin de fatiga de las especificaciones generales. 5.21 CONTROL DE DISTORSION Y CONTRACCIONES 5.21.1 Procedimiento y Secuencia. En el ensamble y unin de partes de una estructura o elementos estructurales compuestos y al soldar partes de refuerzo a los componentes, el procedimiento y secuencia debern ser tales que minimicen las distorsiones y contracciones. 5.21.2 Secuencia Hasta donde sea posible, todas las soldaduras debern ser hechas en una secuencia que balancear el calor aportado en la soldadura mientras sta progresa. 5.21.3 Responsabilidad del Contratista El contratista deber preparar una secuencia de soldadura para el elemento estructural a ser unido, la cual, en conjunto con las EPS y todos los mtodos de trabajo, produzcan componentes o estructuras que alcancen los requerimientos especificados. La secuencia de soldadura y el programa de control de la distorsin debern ser aprobados por el Ingeniero responsable antes del comienzo de la soldadura en elementos estructurales en los cuales es posible que las distorsiones o contracciones afecten la funcionalidad de stos.
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 5
201
5.21.4 Progresin de la Soldadura La direccin general de la progresin en la soldadura de un elemento estructural deber ser desde puntos donde las partes estn relativamente fijas en la posicin entre ellas, hacia puntos que tengan una mayor libertad relativa de movimiento. 5.21.5 Restricciones Minimizadas En los montajes, las juntas que se esperan tengan una contraccin significativa debern normalmente ser soldadas antes que las juntas tengan una menor contraccin. Debern ser soldadas con la menor restriccin posible. 5.21.6 Empalmes Todos los empalmes efectuados en taller y soldados en cada parte componente de una viga con chapa de cobertura o elemento compuesto debern realizarse antes que la parte componente sea soldada a otras correspondientes a elementos estructurales. Las vigas armadas largas o secciones de vigas armadas debern ser fabricadas en subconjuntos, cada uno realizado de acuerdo con 5.21. Cuando se efecten los empalmes de los subconjuntos, tanto en el taller como en obra, la secuencia de soldadura deber ser razonablemente balanceada entre las soldaduras de alma y ala como tambin en relacin con los ejes mayor y menor del elemento estructural. 5.21.7 Limitaciones de Temperatura Para hacer soldaduras en condiciones de severa restriccin externa por contraccin, una vez que la soldadura comenz, no se deber permitir un enfriamiento de la junta por debajo de la temperatura mnima especificada de precalentamiento hasta que la junta haya sido completada o se haya depositado suficiente metal de soldadura para asegurar la ausencia de fisuras. 5.22 TOLERANCIAS EN LAS DIMENSIONES DE LA JUNTA 5.22.1 Ensamble del Filete Soldado Las partes a ser unidas por soldaduras de filete debern ser posicionadas tan cerca como sea practicable. La abertura de raz deber ser menor o igual que 5 mm, excepto en casos que involucren tanto perfiles como chapas con espesores mayores o iguales que 75 mm si, luego de enderezar y en el conjunto, la abertura de raz no puede ser cerrada suficientemente para llegar a la tolerancia anterior. En tales casos, es aplicable una abertura de raz mxima de 8 mm, con tal que se use un respaldo adecuado. El respaldo puede ser de fundente, cinta o faja cermica, polvo de hierro o materiales similares as como soldaduras usando un proceso de bajo hidrgeno compatible con el metal de aporte depositado. Si la separacin es mayor que 2 mm, el cateto de la soldadura de filete deber ser incrementado en la cantidad de la abertura de raz, o el contratista deber demostrar que la garganta efectiva requerida ha sido obtenida. 5.22.1.1 Superficie de contacto La separacin de las superficies de empalme en soldaduras de botn (tapn), ranura(ojal) y de juntas a tope con respaldo deber ser menor o igual que 2 mm. Cuando las irregularidades en perfiles laminados, que ocurren luego del enderezado, no permiten el contacto dentro de esos
Reglamento CIRSOC 304 Cap. 5
202
lmites se aplicara el procedimiento necesario para poner el material dentro de tales lmites. Esta operacin deber estar sujeta a la aprobacin del Ingeniero responsable. Est prohibido el uso de suplementos para relleno, excepto lo especificado en los planos o segn est especialmente aprobado por el Ingeniero y de acuerdo con lo indicado en el Cap. 2 de este reglamento. 5.22.2 Unin Soldada con JPP Las partes unidas por soldadura con JPP paralelas a lo largo del elemento estructural debern ser colocadas en un contacto tan cercano como sea posible. La abertura de raz entre las partes deber ser menor o igual que 5 mm, excepto en casos que involucren tanto perfiles como chapas con espesores mayores o iguales que 75 mm si, luego de enderezar y en el conjunto, la abertura de raz no puede ser cerrada suficientemente para llegar a la tolerancia anterior. En tales casos, es aplicable una abertura de raz mxima de 8 mm, con tal que se use un respaldo adecuado y la soldadura final alcance los requerimientos de tamao especificados. 5.22.3 Alineacin de la Junta a Tope. Las partes a ser unidas en juntas a tope debern estar cuidadosamente alineadas. Donde las partes estn restringidas efectivamente contra la flexin debido a la excentricidad en la alineacin, se permitir una desalineacin menor o igual que el 10% del espesor de la parte unida de menor espesor, pero en ningn caso mayor que 3 mm, como apartamiento de la alineacin terica. Al corregir la desalineacin las partes debern llevarse a una inclinacin menor o igual que 12 mm en 300 mm. La medicin de la desalineacin deber realizarse entre las lneas de centros de las partes, salvo que se muestre otra indicacin en los planos. 5.22.3.1 Alineacin de la Soldadura Circunferencial en Estructuras Tubulares Las partes colindantes a ser unidas mediante soldaduras circunferenciales debern ser cuidadosamente alineadas. La mnima distancia entre dos soldaduras circunferenciales deber ser mayor o igual que un dimetro de tubo o cao a unir o 1000 mm lo que sea menor. No debern ubicarse ms que dos soldaduras circunferenciales en intervalos de 3000 mm de tubo o cao, excepto lo que se pueda acordar contractualmente. La desalineacin radial de bordes colindantes de soldaduras circunferenciales ser menor o igual que 0.2t (donde t es el espesor de la parte de menor espesor) y el mximo permisible deber ser 6 mm, con tal que cualquier desalineacin mayor que 3 mm se soldar de ambos lados. Sin embargo, con la aprobacin del Ingeniero responsable se podr admitir una desalineacin de 0.3t con un mximo de 10mm, con tal que la zona de desalineacin sea menor o igual que 0.8t de largo. Se deber agregar metal de aporte a esa zona para dar una transicin con pendiente de 4 a 1. Las desalineaciones mayores debern corregirse segn se dispone en 5.22.3. Las soldaduras longitudinales de secciones adyacentes debern estar ubicadas en un ngulo de referencia sobre la seccin transversal mayor o igual que 90. 5.22.4 Dimensiones del Bisel 5.22.4.1 Variaciones de la Seccin Transversal en Estructuras No Tubulares Con la excepcin de la soldadura por electroescoria y electrogas o con la excepcin de 5.22.4.3 para las aberturas de raz en exceso, respecto de aquellas permitidas en la Figura 5.3, las dimensiones de la seccin transversal de las juntas soldadas con bisel que varan de aquellas mostradas en los esquemas de detalle por encima de las tolerancias debern ser consultadas al Ingeniero para su aprobacin o correccin.
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero Cap. 5
203
5.22.4.2 Variaciones de la Seccin Transversal en Estructuras Tubulares. Las variaciones de dimensin de la seccin transversal de juntas soldadas con bisel, mostradas en los esquemas de detalle, debern estar de acuerdo con 5.22.4.1 excepto: (1) Las tolerancias para uniones T, Y, y K, estn incluidas en los rangos dados en 3.13.4. (2) Las tolerancias mostradas en la Tabla 5.5 se aplican a soldadura tubular de bisel con JPC, realizada de un solo lado, sin respaldo. 5.22.4.3 Correccin Las aberturas de raz mayores a las permitidas por 5.22.4.3, pero menores o iguales que dos veces el espesor de la parte de menor espesor o 20 mm, lo que sea menor, podrn ser corregidas mediante soldadura hasta obtener las dimensiones aceptables previo a unir las partes por soldadura. 5.22.4.4 Aprobacin del Ingeniero. Las aberturas de raz mayores a las permitidas por 5.22.4.3 pueden ser corregidas por soldadura slo con la aprobacin del Ingeniero. 5.22.5 Biseles con Mtodos de Repelado y Corte. Los biseles producidos por medio de electrodos para repelado y corte debern estar de acuerdo con las dimensiones del perfil de bisel segn lo especificado en las Figuras 3.3 y 3.4 as como lo descripto en 3.12.3 y 3.13.1. En todos los casos se deber mantener un acceso adecuado a la raz. 5.22.6 Mtodos de Alineacin. Los elementos a ser soldados debern ser colocados en correcta alineacin y ser mantenidos en posicin por medio de pernos, cuas, tensores, puntales y otros dispositivos adecuados de fijacin o por soldaduras de punteo hasta que la soldadura sea terminada. Debern hacerse las consideraciones adecuadas por alabeos, combas y contracciones. 5.23 TOLERANCIAS DIMENSIONALES DE ELEMENTOS ESTRUCTURALES SOLDADOS 5.23.1 Rectitud de Columnas y Vigas Armadas Para columnas soldadas y vigas armadas principales, sin tener en cuenta la seccin transversal, la variacin de rectitud admisible ser: Largo < 10 000 mm (10 m) = 1mm x largo total de viga (m) Largo 10 000 mm (10 m) y 15 000 mm (15 m) = 10 mm
Reglamento CIRSOC 304
Cap. 5
204
Largo > 15 000 mm (15 m) =
10mm + 3mm
No.de m de largo total 15 3
5.23.2 Rectitud de Vigas y Vigas Armadas (Sin Comba Especificada) La variacin de rectitud admisible es: 1 mm x largo total de viga (m) 5.23.3 Comba de Vigas y Vigas Armadas Para las vigas laminadas o armadas(con la excepcin de aquellas que tienen el ala superior empotrada en hormign sin el diseo de un rin de hormign), sin tener en cuenta la seccin transversal, la variacin admisible de la comba o alabeo en armados o subconjuntos de taller (para empalmes en obra) es: a la mitad del tramo, -0, +40 mm para tramos 30 000 mm (30 m) -0, +20 mm para tramos < 30 0000 mm (30) 0 para el extremo de los soportes 3 mm (para los soportes internos) 4(a )b(1 a / S) S
en los soportes
en puntos intermedios, -0, + siendo:
a = distancia en metros del punto de inspeccin al soporte ms cercano S = largo del tramo en metros b = 40 mm para tramos 30 m b = 20 mm para tramos < 30 m
5.23.4 Comba de Vigas y Vigas Armadas (Diseadas Sin un Rin de Hormigon) Para componentes que tienen el ala superior empotrada en hormign diseadas sin un rin de hormign, la variacin admisible de la comba o alabeo en ensambles o subconjuntos de taller (para empalmes de obra) ser: a la mitad del tramo, -0, +20 mm para tramos 30 000 mm (30 m) -0, +10 mm para tramos < 30 000 mm (30 m) 0 para el extremo de los soportes 3 mm para los soportes internos 4(a)b(1 a/S) S
Cap. 5
en los soportes
en puntos intermedios -0, +
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
205
siendo: b = 20 mm para tramos 30 m b = 10 mm para tramos < 30 m Ver Tabla 5.7 para valores tabulados. Sin tener en cuenta como se muestra la comba o alabeo en los planos de detalles, la convencin de signos es ms (+) arriba, y menos (-) abajo, del perfil de la comba detallado. Esta convencin se aplica tambin a un miembro individual cuando no se requieren empalmes de campo o montajes de taller. La medicin de la comba deber hacerse en la condicin sin carga aplicada. 5.23.5 Curvatura de Vigas La variacin permitida de la rectitud o curvatura especificada en el punto medio ser: 1 mm x largo total de la viga (m) con tal que el elemento estructural tenga suficiente flexibilidad lateral para permitir la fijacin de rigidizadores, prticos transversales, arriostramientos laterales, etc., sin daar los componentes de la estructura o sus fijaciones.
Tabla 5.5 Tolerancias de Abertura de Raz en Elementos Tubulares (ver 5.22.4.2)
Abertura de Raz de Juntas Taln de la Sin Respaldo Junta de Acero Angulo del Bisel de Junta
SMAW GMAW FCAW
mm 2 1 2
mm 2 2 2
grados 5 5 5
Nota: Las aberturas de raz mayores a las permitidas por las tolerancias de arriba, pero no mayores que el espesor de la parte de menor espesor, pueden ser llevada por soldadura hasta dimensiones adecuadas previamente a unir las partes con solda
Tabla 5.6 Tolerancias de Comba o Alabeo para Vigas Armadas (mm) a/S Tramo 0.1 14 30m < 30m 7
0.2 25 13
0.3 34 17
0.4 38 19
0.5 40 20
Reglamento CIRSOC 304
Cap. 5
206
Tabla 5.7 Tolerancias de Comba o Alabeo para Vigas y Vigas Armadas sin un rin de hormign diseado (mm) a/S Tramo 0.1 7 30m < 30m 4
0.2 13 6
0.3 17 8
0.4 19 10
0.5 20 10
5.23.6 Variacin de Planitud en el Almas de Vigas 5.23.6.1 Mediciones. Las variaciones de planitud de las almas de vigas sern determinadas midiendo la desalineacin de la lnea de centros real de la viga a un borde recto cuyo largo es mayor que la menor dimensin de panel y ubicado en un plano paralelo al plano nominal de la viga. Las mediciones se debern realizar antes de la construccin. 5.23.6.2 Estructuras no Tubulares Cargadas Estticamente Las variaciones de la planitud en almas de vigas que tienen una profundidad o altura, D, y un espesor, t, en paneles confinados por rigidizadores o alas, o ambos, cuya menor dimensin de panel es d (ver Figura Anexo Iia), no debern exceder lo siguiente: Rigidizadores intermedios a ambos lados de la viga donde D/t <150, la variacin mxima = d/100 donde D/t 150, la variacin mxima = d/80 Rigidizadores intermedios a un solo lado de la viga donde D/t <100, la variacin mxima = d/100 donde D/t 100, la variacin mxima = d/67 Ningn rigidizador intermedio donde D/t 100, la variacin mxima = d/150 (Ver Anexo IIa para valores tabulados)
5.23.6.3 Estructuras no Tubulares Cargadas Cclicamente Las variaciones de la planitud en vigas que tienen una profundidad, D, y un espesor, t, en paneles confinado por rigidizadores o alas, o ambos, cuya menor dimensin de panel es d, no debern exceder lo siguiente:
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 5
207
Rigidizadores intermedios a ambos lados de la viga Interiores vigas armadas donde D/t <150 la variacin mxima = d/115 donde D/t 150 la variacin mxima = d/92 Cara o faja externa de vigas armadas donde D/t <150 la variacin mxima = d/130 donde D/t 150 la variacin mxima = d/105 Rigidizadores intermedios a un solo lado de la viga Interiores vigas armadas donde D/t <100 la variacin mxima = d/100 donde D/t 100 la variacin mxima = d/67 Cara o faja externa de vigas armadas donde D/t <100 la variacin mxima = d/120 donde D/t 100 la variacin mxima = d/80 Ningn rigidizador intermedio variacin mxima = d/150 (Ver Anexo IIb para valores tabulados) 5.23.6.4 Distorsin Excesiva Las distorsiones en vigas del doble de las tolerancias de 5.23.6.2 o 5.23.6.3 sern satisfactorias cuando ocurren en el extremo de una viga armada que ha sido perforada o punzonada y fresada, tanto durante el armado o el calentamiento para un empalme abulonado en obra; previendo que, cuando las chapas de empalme son abulonadas, la viga alcance las tolerancias dimensionales adecuadas. 5.23.6.5 Consideracin Arquitectnica Si las consideraciones arquitectnicas requieren tolerancias ms restrictivas que las descriptas en 5.23.6.2 o 5.23.6.3, las referencias especficas debern ser incluidas en los documentos de contrato. 5.23.7 Variacin Entre las Lneas de Centros de Alma y Alas de Vigas. Para miembros superpuestos H o I, la variacin permitida entre la lnea de centros del alma y la lnea de centros del ala en las superficies de contacto es de 6 mm 5.23.8 Inclinacin y Alabeo del Ala Para vigas soldadas o vigas armadas el alabeo e inclinacin combinadas del ala de la viga podrn ser determinarn midiendo la desalineacin en la punta del ala, desde una lnea normal al plano del alma hasta la interseccin de la lnea de centros del alma con la superficie externa de la chapa del ala. Esta desalineacin no debe exceder el 1% del ancho total del ala o 6mm, la mayor de ambas, excepto que las juntas a tope soldadas de partes colindantes debern cumplir los requerimientos de 5.22.3.
Reglamento CIRSOC 304
Cap. 5
208
5.23.9 Variacin de la Profundidad o Altura Para vigas soldadas o vigas armadas, la variacin mxima admisible de la profundidad especificada medida en la lnea de centros del alma es Para profundidad 1 000 mm Para profundidad > 1 000 mm y 2 000 mm Para profundidad > 2 000 mm. 3 mm 5 mm + 8 mm - 5 mm
5.23.10. Apoyos en Puntos de Carga Los extremos de apoyo de refuerzos debern estar en escuadra con el alma y tendrn al menos 75% del rea transversal de la seccin del refuerzo en contacto con la superficie interna de las alas. La superficie exterior de las alas cuando apoyan sobre una base o asiento debern ajustarse dentro de los 0.25 mm para el 75% del rea proyectada del alma y refuerzos y no ms que 1 mm para el 25% restante del rea proyectada. Las vigas armadas sin rigidizadores debern apoyarse en el rea proyectada del alma en la superficie exterior del ala dentro de 0.25 mm y el ngulo includo entre el alma y el ala no debe exceder 90 en el largo del apoyo. 5.23.11. Tolerancias en Rigidizadores 5.23.11.1 Ajuste de Rigidizadores Intermedios Donde se especifica un ajuste estrecho en rigidizadores intermedios, se debern definir admitiendo una luz de hasta 2 mm entre el rigidizador y el ala. 5.23.11.2 Rectitud de Rigidizadores Intermedios La variacin de rectitud de rigidizadores intermedios deber ser menor o iguala que 12 mm para vigas armadas de alturas menores o iguales que 2 000 mm y 20 mm para vigas armadas con alturas mayores que 2 000 mm, con la debida consideracin de componentes que van dentro de ellos (cuadernas, costillas) 5.23.11.3 Rectitud y Ubicacin de Rigidizadores de Apoyo La variacin de rectitud de rigidizadores de apoyo deber ser menor o igual que 6 mm para una profundidad menor o igual que2 000 mm y de 12 mm para una profundidad mayor que 2 000 mm. La lnea de centros real de un rigidizador deber estar dentro del espesor del rigidizador medido en la ubicacin terica de la lnea de centros. 5.23.11.4 Otras Tolerancias Dimensionales El alabeo de elementos estructurales de seccin rectangular y otras tolerancias dimensionales no cubiertas por 5.23 debern ser determinadas individualmente y acordadas en forma conjunta por el contratista y el comitente teniendo en cuenta apropiadamente los requerimientos de construccin.
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 5
209
mm (1) Taln de la junta No limitado (2) Abertura de raz +2 en juntas sin respaldo -3 Abertura de raz en +6 No aplicable juntas con respaldo - 2 (3) Angulo del bisel +10 +10 de la junta -5 -5 *Ver 5.22.4.2 para las tolerancias de soldadura tubular con JPC de un solo lado sin respaldo.
Raz no Repelada * mm 2 2
Raz repelada
Figura 5.3 Tolerancias en la Construccin de Juntas Soldadas Con Bisel en Forma Manual (ver 5.22.4.1)
Reglamento CIRSOC 304
Cap. 5
210
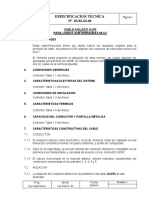
5.24 PERFILES DE SOLDADURA Todas las soldaduras, excepto lo permitido en este Cap. 5, debern estar libres de fisuras, solapes y las discontinuidades de perfil inaceptables que se muestran en la Figura 5.4. 5.24.1 Soldadura de Filete Las caras de las soldaduras de filete pueden ser suavemente convexas, planas, o suavemente cncavas como se muestra en la Figura 5.4. La figura 5.4(C) muestra perfiles de soldadura de filete tpicamente inaceptables. 5.24.2 Excepcin para Filetes de Soldadura Discontinua o Intermitente Con excepcin de la socavacin, como se permite en este Reglamento, los requerimientos de perfil de la Figura 5.4 no se aplican a los extremos de soldaduras discontinuas fuera de su largo efectivo. 5.24.3 Convexidad Excepto en soldaduras del lado exterior en juntas en L o de equina, la convexidad C de una soldadura en la superficie no deber exceder los valores dados en la Figura 5.4. 5.24.4 Soldaduras con Bisel o a Tope Las soldaduras con bisel se debern realizar con el menor refuerzo de cara (sobremonta). En caso de juntas a tope o en L, el refuerzo de cara debe ser igual o menor que 3 mm de altura. Todas las soldaduras debern tener una transicin gradual al plano del metal base con reas de transicin libres de socavaciones excepto lo que permite este Reglamento. La figura 5.4(D) muestra perfiles de soldadura en juntas con bisel a tope tpicamente aceptables. La figura 5.4(E) muestra perfiles de soldadura en juntas con bisel a tope tpicamente no aceptables. 5.24.4.1 Superficies Enrasadas Las soldaduras a tope que requieren ser enrasadas deben terminarse de manera de no reducir el espesor de la parte de metal base de menor espesor o metal de soldadura en ms que 1 mm o 5% del espesor del material, el que sea menor. Los refuerzos que permanezcan no debern exceder 1mm de altura. Sin embargo, todos los refuerzos debern quitarse donde las soldaduras formen parte de superficie de empalme o contacto. Todos los refuerzos debern empalmar suavemente con las superficies de las chapas con reas de transicin libres de socavaciones. 5.24.4.2 Mtodos y Valores de Terminacin Podrn utilizarse cincelado, ranurado y repelado con tal que sean terminados por amolado. Donde se requiere terminacin superficial, los valores de rugosidad (ver ANSI/ASME B46.1) debern ser menores o iguales que 6,3 m. Las superficies terminadas en valores menores o iguales que 3,2 m puede ser terminadas en cualquier direccin. Para superficies terminadas en valores mayores que 3,2 m debern ser terminadas en la direccin paralela a las tensiones principales. 5.25 TCNICAS PARA SOLDADURAS EN BOTONES(TAPONES) Y RANURAS(OJALES) 5.25.1 Soldaduras en Botn (tapn)
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero Cap. 5
211
La tcnica usada para hacer soldaduras en botn (tapn) con procesos SMAW, GMAW,(excepto transferencia en cortocircuito), FCAW deber ser como sigue: 5.25.1.1 Posicin Plana (bajo mano) En soldaduras a realizarse en posicin plana, cada pasada debe depositarse alrededor de la raz de la junta y luego depositada a lo largo de una trayectoria en espiral respecto del centro del agujero, fundiendo y depositando un cordn de metal de soldadura en la raz de la junta. El arco entonces es llevado a la periferia del agujero y el procedimiento se repite, fundiendo y depositando capas sucesivas para llenar el agujero a la profundidad requerida. La escoria que cubre el metal de soldadura se debe mantener fundida hasta que la soldadura finalice. Si el arco se interrumpe o se permite un enfriamiento de la escoria, la escoria debe ser completamente removida antes de recomenzar la soldadura. 5.25.1.2 Posicin vertical Para soldaduras a realizarse en posicin vertical, el arco se comienza en la raz de la junta del lado de abajo del agujero y es llevado en forma ascendente, fundiendo en la cara de la chapa interior y hacia el lado del agujero. El arco es interrumpido en la parte superior del agujero, se limpia la escoria, y el proceso se repite al otro lado del agujero. Luego de limpiar la escoria de la soldadura, se debern depositar otras capas en forma similar para llenar el agujero a la profundidad requerida. 5.25.1.3 Posicin Sobre Cabeza Para soldaduras a realizarse en posicin sobre cabeza, el procedimiento es el mismo que la posicin plana, excepto que debe permitirse que la escoria se enfre y debe ser removida completamente luego de depositar cada cordn sucesivo hasta que el agujero es llenado a la profundidad requerida. 5.25.2 Soldaduras de Ranura (ojal) Las soldaduras de ranura (ojal) debern realizarse usando tcnicas similares a aquellas especificadas en 5.25.1 para soldaduras en botn (tapn), excepto que en caso que el largo de las ranuras (los ojales) exceda tres veces el ancho, o si la ranura (el ojal) se extiende hasta el extremo de la pieza, en que se debern aplicar los requerimientos tcnicos de 5.25.1.3. 5.26 REPARACIONES La remocin de metal de soldadura o porciones de metal base podr realizarse por mecanizado, amolado, cincelado, ranurado o repelado. Deber realizarse de manera tal que al metal de soldadura o metal base adyacente no se le produzcan muescas o ranuras. No deber usarse el repelado por oxgeno en aceros templados y revenidos. Los tramos de soldadura inaceptables debern quitarse sin una remocin sustancial del metal base. Las superficies debern ser limpiadas cuidadosamente antes de la soldadura. Deber depositarse metal de soldadura para compensar cualquier deficiencia en tamao.
Reglamento CIRSOC 304
Cap. 5
212
5.26.1 Opciones del Contratista El contratista tendr la opcin tanto de reparar una soldadura inaceptable o remover y reemplazar la totalidad de la soldadura, excepto lo modificado por 5.26.3. La soldadura reparada o reemplazada deber ser reensayada con el mtodo usado originalmente, y se deber aplicar la misma tcnica y criterio de aceptabilidad para la calidad. Si el contratista elige reparar la soldadura, debe corregirse como sigue: 5.26.1.1 Solape, Convexidad Excesiva, o Refuerzo Excesivo El metal de soldadura en exceso deber ser removido. 5.26.1.2 Concavidad Excesiva de la Soldadura o Crter En soldaduras que no alcanzan el tamao especificado o presentan socavacin, las superficies debern ser preparadas (ver 5.30) previo a depositar el metal de soldadura adicional. 5.26.1.3 Fusin Incompleta, Porosidad Excesiva de la Soldadura, o Inclusiones de Escoria Los tramos o partes inaceptables debern ser removidos (ver 5.26) y resoldados.
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 5
213
Figura 5.4 Perfiles de Soldadura Aceptables e Inaceptables
Reglamento CIRSOC 304
Cap. 5
214
5.26.1.4 Fisuras en Soldadura o Metal Base La extensin de la fisura deber ser evaluada mediante la aplicacin de macroataque, inspeccin por PM, LP, u otras tcnicas adecuadas y reconocidas. La fisura y el metal base, 50 mm hacia cada lado de los extremos o vrtices de la fisura, debern ser removidos y soldados . 5.26.2 Limitaciones de la Temperatura en la Reparacin por Calor Localizado Los componentes distorsionados por soldadura deben ser enderezados por medios mecnicos o mediante la aplicacin de una cantidad de calor limitada en forma localizada. La temperatura de las reas calentadas, medidas con mtodos aprobados, deber ser menor o igual que 600 C para aceros templados y revenidos, y 650 C para otros aceros. La parte a ser calentada para enderezado debe estar sustancialmente libre de tensiones y de fuerzas externas, excepto aquellos esfuerzos que resultan del mtodo de enderezado mecnico usado en conjunto con la aplicacin de calor. 5.26.3 Aprobacin Deber obtenerse la aprobacin previa del Ingeniero responsable para ejecutar reparaciones al metal base (distinta de aquellas requeridas por 5.15), fisuras mayores o en fro, reparaciones a soldaduras por electro escoria y electrogas con defectos internos o por revisin del diseo para compensar deficiencias. El Ingeniero deber ser notificado previo a que los componentes o elementos estructurales soldados sean cortados aparte. 5.26.4 Inaccesibilidad de Soldaduras Inaceptables Si la soldadura inaceptable, no resulta accesible o presenta condiciones que hacen peligrosa o ineficaz la correccin de la misma, entonces debern reponerse la condiciones originales removiendo soldaduras o elementos estructurales, o ambos, previo a realizar la correccin. Si esto no se realiza, la deficiencia debe ser compensada mediante el agregado de trabajo adicional realizado de acuerdo a un diseo revisado y aprobado. 5.26.5 Reparacin Soldada de Metal Base por Orificios Mal Ubicados Excepto donde la reparacin es necesaria por razones estructurales o de otro tipo, los orificios por punzonado o taladrado mal ubicados pueden quedar abiertos o rellenados con pernos. Cuando se repara el metal base con soldadura, se aplicarn los siguientes requerimientos: (1) El metal base no sometido a cargas de traccin cclicas podr ser reparado por soldadura, con tal que el contratista prepare y siga una EPS de reparacin. Deber verificarse que el metal de soldadura de la reparacin se encuetre sano mediante la evaluacin con ensayos no destructivos apropiados, cuando tales ensayos estn especificados en los documentos del contrato para soldaduras con bisel sujetas a tensiones de compresin o de traccin. (2) Metal base sujeto a tensiones de traccin cclicas podr ser reparado por soldadura cuando: (a) El Ingeniero responsable apruebe la reparacin por soldadura y la EPS de reparacin. (b) La EPS de reparacin es seguida durante el trabajo y se verifica que el metal base reparado sea sano mediante mtodo(s) de END especificados en los documentos de contrato para el ensayo de soldadura con bisel bajo traccin, o segn lo aprobado por el Ingeniero.
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero Cap. 5
215
(3) Adems de los requerimientos de (1) y (2), cuando se reparan agujeros en metal base templado y revenido mediante soldadura: (a) Debern usarse metal de aporte, calor aportado y tratamiento trmico, posterior a la soldadura, apropiados. (b) Debern hacerse soldaduras de muestra usando la EPS de reparacin. (c) Los ensayos radiogrficos de las soldaduras de muestra debern verificar que las mismas se encuentren sanas segn los requerimientos del Cap. 6 de este Reglamento (d) Un ensayo de traccin de seccin reducida (metal de soldadura), dos ensayos de plegado lateral (metal de soldadura) y tres ensayos de impacto Charpy- V (CVN) de la ZAC, con la entalla ubicada en la regin de grano grueso, tomadas de las muestras soldadas debern utilizarse para demostrar que el rea reparada alcanza los requerimientos especificados del metal base. Ver Anexo III para los requerimientos para ensayos de impacto Charpy-V. (4) Las superficies de soldadura debern estar terminadas como se especifica en 5.24.4.1. 5.27 MARTILLADO Podr usarse el martillado en cordones de soldadura intermedios para el control de esfuerzos de contraccin en soldaduras de gran espesor para prevenir fisuras o distorsiones, o ambas. No se debe realizar martillado en la raz o en el cordn de la superficie de la soldadura o en el metal base en los extremos de la soldadura excepto lo dispuesto en el Cap. 2 de este Reglamento. Deber tenerse cuidado de evitar el solape o fisuras de la soldadura o metal base. 5.27.1 Herramientas Se permite el uso martillos para escoria, cinceles o herramientas vibratorias livianas para remover escoria y salpicaduras. 5.28 RECALQUE No debe permitirse el recalcado de las soldaduras. 5.29 CORTES DE ARCO Se evitarn los cortes del arco en cualquier metal base. Las fisuras o imperfecciones causadas por los cortes del arco deben ser llevadas a una configuracin de contorno suave y verificadas para asegurar que est sano. 5.30 LIMPIEZA DE LA SOLDADURA 5.30.1 Limpieza Durante el Proceso Antes de soldar sobre metal depositado, previamente, deber quitarse toda la escoria de la soldadura y el metal base adyacente deber ser limpiado por cepillado. Este requerimiento se aplica no slo a capas sucesivas sino a cordones sucesivos y al rea del crter cuando se retoma una soldadura luego de cualquier interrupcin. Esto, sin embargo, no deber restringir las soldaduras en botones (tapones) y ranuras (ojales) de acuerdo con 5.25.
Reglamento CIRSOC 304
Cap. 5
216
5.30.2 Limpieza de Soldaduras Terminadas La escoria deber ser removida de todas las soldaduras terminadas, la soldadura y el metal base adyacente debern ser limpiados mediante cepillado u otro medio adecuado. Las salpicaduras de fuerte adherencia que se mantienen luego de las operaciones de limpieza podrn ser aceptadas, salvo que se requiera la remocin para el propsito de ensayos no destructivos. Las juntas soldadas no debern ser pintadas hasta que las soldaduras hayan sido terminadas y aceptadas. 5.31 PROLONGADORES 5.31.1 Uso de Prolongadores Las soldaduras debern ser terminadas en el extremo de la junta en forma tal que asegure una soldadura sana. Siempre que sea necesario, esto se podr satisfacer con el uso de prolongadores alineados de manera que provean una extensin a la preparacin de la junta. 5.31.2 Remocin de los Prolongadores para Estructuras No Tubulares Cargadas en Forma Esttica Para estructuras no tubulares cargadas estticamente, no es necesario quitar los prolongadores, salvo que lo requiera el Ingeniero responsable. 5.31.3 Remocin de los Prolongadores para Estructuras No Tubulares Cargadas en Forma Cclica Para estructuras no tubulares cargadas cclicamente, es necesario quitar los prolongadores luego de completada y enfriada la soldadura y los extremos debern ser suavizados y enrrasados con los bordes de las partes colindantes. 5.31.4 Extremos de las Juntas a Tope Soldadas Los extremos de las juntas a tope soldadas que requieren estar al ras debern ser terminadas de forma de no reducir el ancho ms all que el ancho detallado o el ancho real provisto, el que sea mayor, en ms que 3mm o tanto como para no dejar refuerzo en cada extremo que exceda los 3 mm. Los extremos de las juntas a tope soldadas debern ser llevadas a una inclinacin que no exceda 1:10
Proyecto de Reglamento Argentino para la Soldadura de Estructuras en Acero
Cap. 5
También podría gustarte
- Norma D1.3 Español para CarrocerosDocumento63 páginasNorma D1.3 Español para CarrocerosMonica Intriago91% (11)
- Aws D 14.3 Version Traducida 2000Documento124 páginasAws D 14.3 Version Traducida 2000Pabloo Andrezz100% (3)
- Inspeccion Visual - Criterios de Aceptacion ASME B31.3 2014Documento3 páginasInspeccion Visual - Criterios de Aceptacion ASME B31.3 2014kuchuro100% (7)
- Astm A307Documento10 páginasAstm A307cabelmarAún no hay calificaciones
- Criterio de Aceptacion Visual AWS D1.6 ESPAÑOL PDFDocumento1 páginaCriterio de Aceptacion Visual AWS D1.6 ESPAÑOL PDFeduardo_drak78% (9)
- Tolerancia Espesores ASTMDocumento10 páginasTolerancia Espesores ASTMmilenkoo0% (1)
- Procedimiento de Ultrasonido PND-UT-P-002 ASTM A435-A578Documento10 páginasProcedimiento de Ultrasonido PND-UT-P-002 ASTM A435-A578Patricio Hdz100% (1)
- Aisc 303-10. Sección 7 MontajeDocumento9 páginasAisc 303-10. Sección 7 MontajeCarlos Andrés Arango H.100% (1)
- Norma API 620Documento1 páginaNorma API 620Gonzalo Chirino100% (1)
- NMX B 506 Canacero 2019Documento27 páginasNMX B 506 Canacero 2019Miguel Ulises Camacho100% (2)
- (Soldadura en Z) AWS D1.1 & DIN 18 800-1Documento3 páginas(Soldadura en Z) AWS D1.1 & DIN 18 800-1joseAún no hay calificaciones
- Wps Segun d1.1 Aws 2020 em EspañolDocumento36 páginasWps Segun d1.1 Aws 2020 em EspañolDaniel Ricardo Quintero Suavita100% (2)
- Cap 12 .1 - 12.10 - Fractura Critica - Aws D1.5Documento15 páginasCap 12 .1 - 12.10 - Fractura Critica - Aws D1.5marcoedgAún no hay calificaciones
- Codigo de Soldadura de Puentes - Aws D 1.5Documento39 páginasCodigo de Soldadura de Puentes - Aws D 1.5jhonvmm86% (7)
- Ptcompleto - Indura PDFDocumento123 páginasPtcompleto - Indura PDFPercyFloresAún no hay calificaciones
- Acero 1045Documento9 páginasAcero 1045Silvia Ugarte QuirozAún no hay calificaciones
- Inspeccion Con Caja de VacioDocumento7 páginasInspeccion Con Caja de VacioJose Benito Negrete Juarez100% (1)
- Cambios AWS D1.5 Edic.2020Documento3 páginasCambios AWS D1.5 Edic.2020Efrain Ortiz Barreto100% (4)
- Prueba Neumatica - Asme Sec. Viii Div. 1Documento2 páginasPrueba Neumatica - Asme Sec. Viii Div. 1PercyAlexander100% (2)
- Procedimiento de Touch Up REV 31 DE MARZODocumento9 páginasProcedimiento de Touch Up REV 31 DE MARZOcarlosAún no hay calificaciones
- Proyecto Aws d15.1Documento15 páginasProyecto Aws d15.1Humberto Wilfrido Castro ReyesAún no hay calificaciones
- Astm A6Documento101 páginasAstm A6Arturex OrbeAún no hay calificaciones
- Acero AASHTO M270Documento11 páginasAcero AASHTO M270tollo88Aún no hay calificaciones
- Perno para Estructura Astm A325Documento3 páginasPerno para Estructura Astm A325Richard CienfuegosAún no hay calificaciones
- ASTM A706 Acero CorrugadoDocumento11 páginasASTM A706 Acero CorrugadoAnonymous oqfYoeDFC00% (1)
- Clínica de Códigos Asme Sección Ix - Edición 2021Documento1 páginaClínica de Códigos Asme Sección Ix - Edición 2021Herlin Velasquez AguilarAún no hay calificaciones
- Soldadura con alambre tubular. FMEC0210De EverandSoldadura con alambre tubular. FMEC0210Aún no hay calificaciones
- API 650 Capitulo 8Documento8 páginasAPI 650 Capitulo 8Juan Alvarez Estay100% (1)
- Procedimiento Inspeccion Visual de Soldadura AWS D1 1-2015Documento17 páginasProcedimiento Inspeccion Visual de Soldadura AWS D1 1-2015Jose C. Melendez86% (7)
- Criterios Deaceptacion b31.3Documento1 páginaCriterios Deaceptacion b31.3Richard Harold Morales SozaAún no hay calificaciones
- Criterios-DE ACEPTACION (VISUAL) AWS-D1-1, SECCION VIII, B31.3 EN SOLDADURAS PDFDocumento4 páginasCriterios-DE ACEPTACION (VISUAL) AWS-D1-1, SECCION VIII, B31.3 EN SOLDADURAS PDFARMANDO CONTRERAS100% (1)
- Acero de Aleación AISI 4130Documento5 páginasAcero de Aleación AISI 4130José Ni100% (3)
- Criterios de Aceptacion AWS D1.5 PDFDocumento2 páginasCriterios de Aceptacion AWS D1.5 PDFRonald GutierrezAún no hay calificaciones
- Presentacion API 1104 2016 9qDocumento86 páginasPresentacion API 1104 2016 9qCarlosEduardoAláMamani100% (4)
- Pernos A325 y A307 Torque PDFDocumento1 páginaPernos A325 y A307 Torque PDFMatias Ulloa Badilla100% (2)
- AWS D1.5 - Curso PDFDocumento86 páginasAWS D1.5 - Curso PDFAbel Valderrama Perez93% (14)
- Curso - Diseño - Recipientes A Presion - Asme VIIIDocumento274 páginasCurso - Diseño - Recipientes A Presion - Asme VIIILeandro Nova100% (8)
- Norma de ToronesDocumento7 páginasNorma de ToronesDaniel RomeroAún no hay calificaciones
- Inspeccion Visual Segun AwsDocumento11 páginasInspeccion Visual Segun AwsAntony Bolivar Rodriguez100% (1)
- Astm F1554 PDFDocumento1 páginaAstm F1554 PDFORIOL DEVOTOAún no hay calificaciones
- AWS D1.5 - Capitulo 5 - Español PDFDocumento34 páginasAWS D1.5 - Capitulo 5 - Español PDFPercyFlores82% (11)
- Sesión 1 - AWS D1.1 - CAPITULO 7-FABRICACIÓNDocumento34 páginasSesión 1 - AWS D1.1 - CAPITULO 7-FABRICACIÓNYesid Pino100% (1)
- Api 1Documento97 páginasApi 1EDGAR HERNANDO LOPEZ OCHOAAún no hay calificaciones
- Concreto SSPC Español PDFDocumento88 páginasConcreto SSPC Español PDFPercyFlores100% (1)
- Codigo Ansi Aws d1.3 Del 98Documento63 páginasCodigo Ansi Aws d1.3 Del 98hugo_rueda17100% (3)
- Traduccion Aws b2.1Documento4 páginasTraduccion Aws b2.1Luis Collahua CuyaAún no hay calificaciones
- Power Point - Semana 5Documento14 páginasPower Point - Semana 5dina arriagadaAún no hay calificaciones
- Astm A53Documento2 páginasAstm A53nelson100% (1)
- Norma Soldadura Aws d1.1Documento58 páginasNorma Soldadura Aws d1.1jpobando95% (22)
- Bulbos para VarillaDocumento3 páginasBulbos para Varillapuebascrb123100% (1)
- NMX B 506 CanaceroDocumento21 páginasNMX B 506 CanaceroAldo RodriguezAún no hay calificaciones
- Determinacion de Tamaño de GranoDocumento6 páginasDeterminacion de Tamaño de GranoJose Luis Diaz Ruiz100% (2)
- Manual de Lmi PDFDocumento89 páginasManual de Lmi PDFPercyFlores100% (1)
- PAT Mark-4E2-Spanish PDFDocumento28 páginasPAT Mark-4E2-Spanish PDFPercyFloresAún no hay calificaciones
- Norma Aws D1.3Documento34 páginasNorma Aws D1.3Alejandro Garcés100% (1)
- Puentes Aws D1.5Documento8 páginasPuentes Aws D1.5HM Innovametal100% (2)
- Fractura Critica Puentes de Acero Boletin Inspection JournalDocumento5 páginasFractura Critica Puentes de Acero Boletin Inspection Journaljesus100% (3)
- Aws D1.5 2015MDocumento1 páginaAws D1.5 2015MIngenius TeamAún no hay calificaciones
- Astm A500 - A53Documento3 páginasAstm A500 - A53Jefferson Damian Prada50% (2)
- FabricacionDocumento43 páginasFabricacionRenso BenavidesAún no hay calificaciones
- Acero SA 737 BDocumento8 páginasAcero SA 737 BJavier AlexanderAún no hay calificaciones
- Aws D1.1 - D1.1M - 2015Documento162 páginasAws D1.1 - D1.1M - 2015jonathan marin navarroAún no hay calificaciones
- Procedimiento de SoldaduraDocumento46 páginasProcedimiento de SoldaduraluiggichAún no hay calificaciones
- Codigo Ansi Aws d1 3 Del 98 1Documento100 páginasCodigo Ansi Aws d1 3 Del 98 1Orlando Delgado HuamaliAún no hay calificaciones
- Api 1104 PonenciaDocumento93 páginasApi 1104 PonenciaCesar RamosAún no hay calificaciones
- INSTRUCTIVO PARA TRABAJO DE SOLDADURA 5CrDocumento6 páginasINSTRUCTIVO PARA TRABAJO DE SOLDADURA 5CrArle Alvarez RuizAún no hay calificaciones
- Clase Aws D1.1Documento168 páginasClase Aws D1.1Mateo Sosa MachadoAún no hay calificaciones
- API 1107 - PresentarDocumento40 páginasAPI 1107 - PresentarCarlos QuispeAún no hay calificaciones
- Manual Aws SoldaduraDocumento46 páginasManual Aws SoldaduraArenadoIndustrialEyjmaincoIloAún no hay calificaciones
- 03 EE - TT.03.02.64.40 Cable Aislado Tipo XLPEDocumento5 páginas03 EE - TT.03.02.64.40 Cable Aislado Tipo XLPEJorge AguayoAún no hay calificaciones
- VT Nivel 2 Memorias K PDFDocumento120 páginasVT Nivel 2 Memorias K PDFPercyFloresAún no hay calificaciones
- Planes de InspeccionDocumento39 páginasPlanes de InspeccionPercyFloresAún no hay calificaciones
- Zinc Rich Epoxi Vs Zinc Rich Inorgánico PDFDocumento35 páginasZinc Rich Epoxi Vs Zinc Rich Inorgánico PDFPercyFlores100% (2)
- Introduccion A La Metalurgia de La SoldaduraDocumento208 páginasIntroduccion A La Metalurgia de La SoldaduraPercyFloresAún no hay calificaciones
- Procedimiento de SoldaduraDocumento46 páginasProcedimiento de SoldaduraluiggichAún no hay calificaciones
- AWS D1.5 - Capitulo 4 - Español PDFDocumento62 páginasAWS D1.5 - Capitulo 4 - Español PDFPercyFloresAún no hay calificaciones
- AWS D1.5 - Capitulo 7 - Español PDFDocumento4 páginasAWS D1.5 - Capitulo 7 - Español PDFPercyFloresAún no hay calificaciones
- El Acero - Características Mecánicas y Tecnológicas Del AceroDocumento14 páginasEl Acero - Características Mecánicas y Tecnológicas Del AceroEdu GarayarAún no hay calificaciones
- Catalogo Folleto RecsolDocumento8 páginasCatalogo Folleto RecsolBasellLiveAún no hay calificaciones
- Practica JominyDocumento5 páginasPractica JominyEmiliano Lozano BuenrrostroAún no hay calificaciones
- Exposition Material 1.2Documento23 páginasExposition Material 1.2Johan InsuastyAún no hay calificaciones
- PatentingDocumento4 páginasPatentingAnonymous KdnOsd9Aún no hay calificaciones
- MetalografiaDocumento11 páginasMetalografiaDiego RojasAún no hay calificaciones
- Pa01 - Materiales - Michel Chamorro PDFDocumento2 páginasPa01 - Materiales - Michel Chamorro PDFMichael ObrayanAún no hay calificaciones
- PARCIAL 1 EMBUTICION Documento de VerdadDocumento54 páginasPARCIAL 1 EMBUTICION Documento de Verdadyubrany gonzalezAún no hay calificaciones
- Fundicion MaleableDocumento8 páginasFundicion MaleableJoaquin Romero RomeroAún no hay calificaciones
- Grupo 4 - Informe 2 - Subgrupo 3Documento24 páginasGrupo 4 - Informe 2 - Subgrupo 3Alexandra GaldosAún no hay calificaciones
- Normalizado y Recocido - Grupo 3 PDFDocumento16 páginasNormalizado y Recocido - Grupo 3 PDFEdson Zurita CamposAún no hay calificaciones
- Investigacion MetalesDocumento37 páginasInvestigacion MetalesGenesis GonzalezAún no hay calificaciones
- Mecanismos Endurecimiento MetalesDocumento24 páginasMecanismos Endurecimiento MetalesMrRipleiAún no hay calificaciones
- Fundamentos de Materiales 1,1Documento216 páginasFundamentos de Materiales 1,1JhonJaraAún no hay calificaciones
- Alambres y ClavosDocumento31 páginasAlambres y ClavosLuis E. Peralta100% (1)
- Transefer 1p 2-2020Documento2 páginasTransefer 1p 2-2020Fernando AlcocerAún no hay calificaciones
- Recocido y NormalizadoDocumento2 páginasRecocido y NormalizadoLuis Antonio Soto100% (1)
- Denis Ariel Transformacion MicroestructuraDocumento192 páginasDenis Ariel Transformacion MicroestructuraAndres MuñozAún no hay calificaciones
- Lab 3, Ciencia de Los MaterialesDocumento20 páginasLab 3, Ciencia de Los MaterialesRamiro VilcasAún no hay calificaciones
- Tema 8 Tratamientos TermicosDocumento39 páginasTema 8 Tratamientos TermicosJuan LozaAún no hay calificaciones
- RECOCIDODocumento7 páginasRECOCIDOLuisa LopezAún no hay calificaciones
- Informe TTTDocumento12 páginasInforme TTTJack Castillo BasilioAún no hay calificaciones
- Naval Catalogo de ReynoldDocumento178 páginasNaval Catalogo de ReynoldVAún no hay calificaciones
- Aleantes Del Aluminio y Su InfluenciaDocumento4 páginasAleantes Del Aluminio y Su InfluenciaJulieth MondragonAún no hay calificaciones
- Tecnologia de PijuayoDocumento32 páginasTecnologia de PijuayoErick TrujilloAún no hay calificaciones
- Caracteriticas de La CarroceríaDocumento28 páginasCaracteriticas de La CarroceríaJesús Vázquez HerreroAún no hay calificaciones