También podría gustarte
- Caracteristicas de Las 6 Grandes PerdidasDocumento4 páginasCaracteristicas de Las 6 Grandes PerdidasblancaAún no hay calificaciones
- Las Seis Grandes PerdidasDocumento12 páginasLas Seis Grandes PerdidasLuz Gabriela Romo ManzanoAún no hay calificaciones
- 6 Grandes PerdidasDocumento8 páginas6 Grandes PerdidasHilary TrejoAún no hay calificaciones
- Parte 2Documento34 páginasParte 2Jacqueline Orozco HernandezAún no hay calificaciones
- Analisis FODA ReportajeDocumento16 páginasAnalisis FODA ReportajeJesus Espinoza LazcanoAún no hay calificaciones
- Una Herramienta de Mejora, El Oee (Efectividad Global Del Equipo)Documento8 páginasUna Herramienta de Mejora, El Oee (Efectividad Global Del Equipo)edwin utus leyvaAún no hay calificaciones
- Las 6 Grandes PérdidasDocumento78 páginasLas 6 Grandes PérdidasFernando Paez MendizabalAún no hay calificaciones
- Las seis grandes pérdidas de la producciónDocumento6 páginasLas seis grandes pérdidas de la producciónValeria Fernanda Castro MedinaAún no hay calificaciones
- EnsayoDocumento3 páginasEnsayoMariana VazquezAún no hay calificaciones
- OEE ResumenDocumento4 páginasOEE ResumenAlex Alvino GranadosAún no hay calificaciones
- Medición Del OEE en La Industria de Autopartes PDFDocumento7 páginasMedición Del OEE en La Industria de Autopartes PDFIsmael Romero BeltranAún no hay calificaciones
- Sistemas de mantenimiento productivo total (MPTDocumento28 páginasSistemas de mantenimiento productivo total (MPTLuz Gabriela Romo ManzanoAún no hay calificaciones
- 14 Oscar Carrasco Medición en tiempo real del OEEDocumento16 páginas14 Oscar Carrasco Medición en tiempo real del OEEfredyAún no hay calificaciones
- Resumen OEEDocumento4 páginasResumen OEEGustavo NorambuenaAún no hay calificaciones
- La Evolución Del OEE Por OEEE Overall Equipment Efficiency Ing Oscar CarrascoDocumento50 páginasLa Evolución Del OEE Por OEEE Overall Equipment Efficiency Ing Oscar CarrascosmejiagonzalesAún no hay calificaciones
- OEE - Optimizacion de La Produccion 2222Documento4 páginasOEE - Optimizacion de La Produccion 2222Stalyn CedeñoAún no hay calificaciones
- 6 grandes pérdidas TPMDocumento5 páginas6 grandes pérdidas TPMJavier ArceAún no hay calificaciones
- OEE Lean ManufacturingDocumento6 páginasOEE Lean ManufacturingJavier Bamac100% (1)
- Definicion Del MTPDocumento13 páginasDefinicion Del MTPAngel Guzmán RamosAún no hay calificaciones
- Enfoque de Las 6 Grandes Perdidas UNIDocumento10 páginasEnfoque de Las 6 Grandes Perdidas UNIfernatAún no hay calificaciones
- Seis Grandes Pérdidas Del OEEDocumento5 páginasSeis Grandes Pérdidas Del OEEGeovany MalignoAún no hay calificaciones
- UNIDAD IV. Administración de ManenimientoDocumento49 páginasUNIDAD IV. Administración de ManenimientoEvelyn CamposAún no hay calificaciones
- Unidad 7 Tecnicas y Folosofias de Mantenimiento (TPM y RCM)Documento69 páginasUnidad 7 Tecnicas y Folosofias de Mantenimiento (TPM y RCM)Nicholas SmithAún no hay calificaciones
- OEE - GuiaDocumento22 páginasOEE - Guiagmedina9811Aún no hay calificaciones
- CLASE 20 Conclusiones Del OEEDocumento15 páginasCLASE 20 Conclusiones Del OEEROBINSON WILLIAN URRUTIA ORELLANAAún no hay calificaciones
- Unidad 4 MantenimientoDocumento44 páginasUnidad 4 MantenimientoJUAN CARLOS MARTINEZAún no hay calificaciones
- Pasos para Calcular El OeeDocumento5 páginasPasos para Calcular El OeeLaly Ponce Gutiérrez100% (2)
- Las 6 Grandes PerdidasDocumento9 páginasLas 6 Grandes PerdidasPEDRO ALEJANDRO RODRIGUEZ SANTIAGO100% (1)
- Medir productividad equipos OEE TPMDocumento11 páginasMedir productividad equipos OEE TPMDarren DurandAún no hay calificaciones
- OEE, una herramienta para medir la efectividad de los equiposDocumento7 páginasOEE, una herramienta para medir la efectividad de los equiposjose menaAún no hay calificaciones
- Efectividad Global Del Equipo OEE TeoríaDocumento45 páginasEfectividad Global Del Equipo OEE TeoríaKleber Barba BarbaAún no hay calificaciones
- 3.2 Las 6 Grandes PerdidasDocumento17 páginas3.2 Las 6 Grandes PerdidasNeo Hernandez Lopez100% (1)
- Sistemas de Mantenimiento Productivo Total TPMDocumento16 páginasSistemas de Mantenimiento Productivo Total TPMMiguel Ángel Rosas GalindoAún no hay calificaciones
- 4.3 Calcular La Efectividad Global Del Equipo - 4.4 El Mantenimiento AutónomoDocumento21 páginas4.3 Calcular La Efectividad Global Del Equipo - 4.4 El Mantenimiento Autónomonahum rafel gonzalez lomeliAún no hay calificaciones
- 4.3. Calcular La Efectividad Global Del EquipoDocumento9 páginas4.3. Calcular La Efectividad Global Del EquipoalexhuescaAún no hay calificaciones
- Gestion Del Mantenimiento 5Documento20 páginasGestion Del Mantenimiento 5Erick Arce QuispeAún no hay calificaciones
- OEE: Una herramienta para medir la efectividad de equipos de producciónDocumento11 páginasOEE: Una herramienta para medir la efectividad de equipos de producciónjorge mormarAún no hay calificaciones
- Inv. ReneDocumento28 páginasInv. ReneCASANDRA PEÑAAún no hay calificaciones
- Introducción MPTDocumento4 páginasIntroducción MPTNatalie Ticona Peralta100% (1)
- Reducir las seis grandes pérdidas en manufacturaDocumento4 páginasReducir las seis grandes pérdidas en manufacturaManuel AG50% (2)
- Opl OeeDocumento1 páginaOpl OeeemersonmarquezveAún no hay calificaciones
- Tpm-Determinación de Los Tiempos Que Intervienen en El RendimientoDocumento41 páginasTpm-Determinación de Los Tiempos Que Intervienen en El Rendimientoluism921100% (1)
- Eficiencia Global Del Equipo (OEE)Documento13 páginasEficiencia Global Del Equipo (OEE)ArturoEnriquezAún no hay calificaciones
- 6 Grandes Perdidas en Procesos de ManufacturaDocumento4 páginas6 Grandes Perdidas en Procesos de ManufacturaJulio RodríguezAún no hay calificaciones
- Oee 2016 PresentacionDocumento22 páginasOee 2016 PresentacionMeguy CardonaAún no hay calificaciones
- Las Seis Grandes PérdidasDocumento3 páginasLas Seis Grandes PérdidasLiliana TovarAún no hay calificaciones
- Unidad 4 y 5 MantenimientoDocumento13 páginasUnidad 4 y 5 MantenimientoMitzury Sanz100% (2)
- Que Es El Oee y Pasos para CalcularloDocumento4 páginasQue Es El Oee y Pasos para CalcularloHector AmarfilAún no hay calificaciones
- Cuestionario TPMDocumento9 páginasCuestionario TPMDTKAún no hay calificaciones
- OEE y DesperdiciosDocumento25 páginasOEE y DesperdiciosEfrain M. Galvan DzAún no hay calificaciones
- Definición Del OeeDocumento10 páginasDefinición Del OeePOLVO DELECHEAún no hay calificaciones
- OEE Grandes FallasDocumento8 páginasOEE Grandes FallasEmir Arturo Aguilar RodríguezAún no hay calificaciones
- OEE Efectividad Global Del EquipoDocumento9 páginasOEE Efectividad Global Del EquipoAntonio HernandezAún no hay calificaciones
- 1.4 Eficiencia de EquiposDocumento4 páginas1.4 Eficiencia de EquiposTrujillo B AnnaAún no hay calificaciones
- Mantenimiento de centros de transformación. ELEE0209De EverandMantenimiento de centros de transformación. ELEE0209Aún no hay calificaciones
- UF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialDe EverandUF2244 - Mantenimiento correctivo de electrodomésticos de gama industrialCalificación: 1 de 5 estrellas1/5 (1)
- Cálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209De EverandCálculo de costes en procesos de mecanizado por corte y conformado. FMEH0209Calificación: 5 de 5 estrellas5/5 (1)
- Stock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaDe EverandStock, procesos y dirección de operaciones: Conoce y gestiona tu fábricaCalificación: 4 de 5 estrellas4/5 (3)
- UF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaDe EverandUF1127 - Registro, evolución e incidencias en la producción en fabricación mecánicaAún no hay calificaciones
- Control de Producción en Líneas de EmpaqueDocumento1 páginaControl de Producción en Líneas de EmpaqueGrupo ZarattiniAún no hay calificaciones
- FOR-IP-021 Check ListDocumento1 páginaFOR-IP-021 Check ListGrupo ZarattiniAún no hay calificaciones
- Formatos de Roles y Control de VacacionesDocumento4 páginasFormatos de Roles y Control de VacacionesGrupo ZarattiniAún no hay calificaciones
- Bitácora de LíderesDocumento1 páginaBitácora de LíderesGrupo ZarattiniAún no hay calificaciones
- TABLADocumento407 páginasTABLAGrupo ZarattiniAún no hay calificaciones
- Guia de DesperdiciosDocumento22 páginasGuia de DesperdiciosGrupo ZarattiniAún no hay calificaciones
- Formato de Mejoras PIMIENTODocumento3 páginasFormato de Mejoras PIMIENTOGrupo ZarattiniAún no hay calificaciones
- Tamaños y pesos de empaques de pimientoDocumento3 páginasTamaños y pesos de empaques de pimientoGrupo ZarattiniAún no hay calificaciones
- Cocinar a alta potencia en microondasDocumento4 páginasCocinar a alta potencia en microondasGrupo ZarattiniAún no hay calificaciones
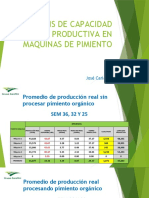
- Análisis de Capacidad Productiva en Máquinas de PimientoDocumento5 páginasAnálisis de Capacidad Productiva en Máquinas de PimientoGrupo ZarattiniAún no hay calificaciones
- Impermeabilizaciones Especiales y Aislamiento en AzoteasDocumento16 páginasImpermeabilizaciones Especiales y Aislamiento en AzoteasBazar ArteAún no hay calificaciones
- Explorando sonidos en la músicaDocumento2 páginasExplorando sonidos en la músicarodrigoAún no hay calificaciones
- La Recta 1Documento16 páginasLa Recta 1Henry Jaime Villalba LópezAún no hay calificaciones
- Diapositivas - Sistema CardiovascularDocumento20 páginasDiapositivas - Sistema Cardiovascularvaleria100% (2)
- S4 - Interés CompuestoDocumento20 páginasS4 - Interés CompuestoXtian ChaparroAún no hay calificaciones
- Beneficios Productos MegahealthDocumento5 páginasBeneficios Productos MegahealthOlga AndradeAún no hay calificaciones
- Piojos Liendres IIDocumento2 páginasPiojos Liendres IILis Ensalander100% (1)
- Tema II Influencia de Las Principales Teorías de La Organización y Administrativas en El Ámbito EducativoDocumento30 páginasTema II Influencia de Las Principales Teorías de La Organización y Administrativas en El Ámbito EducativoazulcervantesAún no hay calificaciones
- Memorias Fundición AceroDocumento10 páginasMemorias Fundición AceroRICARDO ANDRES CASTRO ROJASAún no hay calificaciones
- Juan Dorado Romero REP157Documento30 páginasJuan Dorado Romero REP157Juan DoradoAún no hay calificaciones
- Guía de aprendizaje de seguridad industrialDocumento48 páginasGuía de aprendizaje de seguridad industrialpedro manuel antequera castroAún no hay calificaciones
- Sesion de Inicial 5 AñosDocumento6 páginasSesion de Inicial 5 AñosElver Farfan InafnteAún no hay calificaciones
- Nueve Respuestas Equivocadas - John Dickson CarrDocumento329 páginasNueve Respuestas Equivocadas - John Dickson CarrAdonis Dalmasi JerezAún no hay calificaciones
- Actividad I - Paradigmas - LpnpaDocumento23 páginasActividad I - Paradigmas - LpnpaNick Casana PerezAún no hay calificaciones
- Cuadros Reflexion BCEPDocumento11 páginasCuadros Reflexion BCEPnapsitaxAún no hay calificaciones
- Temario Del Curso de UltrasonidoDocumento2 páginasTemario Del Curso de UltrasonidoJesus R. AguileraAún no hay calificaciones
- Cuadernillo - Tercer Semestre - Aprendizajes Esenciales para Alumnos Con ConectividadDocumento55 páginasCuadernillo - Tercer Semestre - Aprendizajes Esenciales para Alumnos Con ConectividadGarcía Salas Yidka ShaielAún no hay calificaciones
- Clase 4.ecuacionesderectasyplanosenelespacioDocumento2 páginasClase 4.ecuacionesderectasyplanosenelespacioAgustin MujicaAún no hay calificaciones
- Evaluación montaje teatral NM2Documento3 páginasEvaluación montaje teatral NM2Stephanie Alejandra Marinkovic ChacónAún no hay calificaciones
- 1 5102799044640506032Documento6 páginas1 5102799044640506032Itachi AkatsukiAún no hay calificaciones
- Innovaciones Modernas en La Construccion de Pavimentos FlexiblesDocumento12 páginasInnovaciones Modernas en La Construccion de Pavimentos FlexiblesEduardoChavezAún no hay calificaciones
- Yacimientos Aluviales Libro CompletoDocumento262 páginasYacimientos Aluviales Libro Completoedison prado tupia100% (4)
- Taller DiodosDocumento24 páginasTaller DiodosCesar Andrey Perdomo Charry58% (12)
- Linea Del TiempoDocumento3 páginasLinea Del TiempoLorena ZambranoAún no hay calificaciones
- Resumen Informe Téc. Todo El AñoDocumento49 páginasResumen Informe Téc. Todo El AñoAndrea Johana Mahecha AcostaAún no hay calificaciones
- Proyecto de Aula 6 ADocumento5 páginasProyecto de Aula 6 AjeannyAún no hay calificaciones
- Ceniza biomasa reemplaza cemento proyecto casasDocumento4 páginasCeniza biomasa reemplaza cemento proyecto casasL Carlos Vergara RodriguezAún no hay calificaciones
- Las Obligaciones de Saneamiento DiapositivasDocumento13 páginasLas Obligaciones de Saneamiento DiapositivasMiriam Tejada MontesinosAún no hay calificaciones
- Y Las Repetiras y HablarásDocumento7 páginasY Las Repetiras y HablarásKehila Del ReinoAún no hay calificaciones
- Desviaciones Sexuales - ParafiliaDocumento13 páginasDesviaciones Sexuales - ParafiliaYeny CastroAún no hay calificaciones