También podría gustarte
- Calculo Del Numero de OperadoresDocumento5 páginasCalculo Del Numero de OperadoresAldo Castillo100% (1)
- Ejercicios ClaseDocumento3 páginasEjercicios ClaseAlejandra Valdez100% (1)
- JP - Snaider Piero Rebaza Barboza.4557.t2.LabDocumento8 páginasJP - Snaider Piero Rebaza Barboza.4557.t2.LabSnayder Rebaza BarbozaAún no hay calificaciones
- Balanceo MeryDocumento10 páginasBalanceo MeryCHÁVEZ BAUTISTA ZARAI JAZMÍNAún no hay calificaciones
- Ejercicio PijamasDocumento6 páginasEjercicio PijamasLeonel Huerta YanacAún no hay calificaciones
- Proyecto Guerchet GGGDocumento16 páginasProyecto Guerchet GGGAnonymous UgGz1uFMAún no hay calificaciones
- Tarea Balance Linea Simple y MultipleDocumento9 páginasTarea Balance Linea Simple y MultipleStefanny Teffy M CaballeroAún no hay calificaciones
- Tarea Balance Linea Simple y MultipleDocumento10 páginasTarea Balance Linea Simple y MultipleEvan SpelucinAún no hay calificaciones
- Ejercicios de Tiempo - Bahena Zagal Luis DanielDocumento18 páginasEjercicios de Tiempo - Bahena Zagal Luis DanielLuis DanielAún no hay calificaciones
- Índice de ProducciónDocumento10 páginasÍndice de ProducciónJose Ignacio Nah ChanAún no hay calificaciones
- BalanceoDocumento7 páginasBalanceoALBEЯHT CruzAún no hay calificaciones
- Trabajo Grupal - Metodos2 - Examen ParcialDocumento25 páginasTrabajo Grupal - Metodos2 - Examen ParcialCamila ZegarraAún no hay calificaciones
- Anexo 7 - Aplicación Fracción de Máquina y Capacidad de PlantaDocumento2 páginasAnexo 7 - Aplicación Fracción de Máquina y Capacidad de PlantaAlexandra ChaparroAún no hay calificaciones
- Examen U3 Balanceo de LineasDocumento4 páginasExamen U3 Balanceo de LineasDAN HERRERA100% (1)
- Trabajo ExcelDocumento9 páginasTrabajo ExcelLuis MejíaAún no hay calificaciones
- Laboratorio 3Documento15 páginasLaboratorio 3PabloAmbatoAún no hay calificaciones
- Estudio de Tiempo 8 PDocumento2 páginasEstudio de Tiempo 8 PAlejandro Contreras RosadoAún no hay calificaciones
- Tarea s03Documento2 páginasTarea s03JOSE LUIS DEL CASTILLO MARTINEZAún no hay calificaciones
- Practica 13 de AceitesDocumento10 páginasPractica 13 de AceitesMABELAún no hay calificaciones
- Problemario ING - metoDOSDocumento7 páginasProblemario ING - metoDOSDavid JAún no hay calificaciones
- Tall 13 Dispos - Planta Producto Balance de LíneaDocumento23 páginasTall 13 Dispos - Planta Producto Balance de LíneaFrank de la CruzAún no hay calificaciones
- Ejercicios Balance de LineaDocumento13 páginasEjercicios Balance de Lineaandre aparicioAún no hay calificaciones
- Actividad 2 - Fernanda CardenasDocumento4 páginasActividad 2 - Fernanda Cardenasludys riveraAún no hay calificaciones
- Tiempos LotesDocumento5 páginasTiempos LotesBonesp4Aún no hay calificaciones
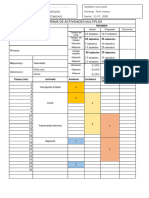
- Diagrama de Actividades Multiples PDFDocumento3 páginasDiagrama de Actividades Multiples PDF44343257Aún no hay calificaciones
- Diagrama de Actividades Multiples PDFDocumento3 páginasDiagrama de Actividades Multiples PDFRUTH MARITZA USCCA PILAAún no hay calificaciones
- Ejercicios ClaseDocumento3 páginasEjercicios ClaseAlejandra ValdezAún no hay calificaciones
- Estudio de ProductividadDocumento8 páginasEstudio de ProductividadTomásAún no hay calificaciones
- Povea Cap 1BDocumento15 páginasPovea Cap 1Balexander anchundiaAún no hay calificaciones
- Cálculo Del Takt TimeDocumento3 páginasCálculo Del Takt TimeInocente Luciano IgovichAún no hay calificaciones
- Dia HH Maq Serv Compl AzarDocumento2 páginasDia HH Maq Serv Compl AzarKevin Calderon P.Aún no hay calificaciones
- Reporte de EstadisticaDocumento19 páginasReporte de EstadisticaJesus SantiagoAún no hay calificaciones
- 2021 06 18 Ejercicio Datos y Formulas EstandarDocumento8 páginas2021 06 18 Ejercicio Datos y Formulas EstandarGissel L. NavarroAún no hay calificaciones
- Ejercicio Tiempo Normal y EstandartDocumento7 páginasEjercicio Tiempo Normal y EstandartSujeily Suarez ChimoyAún no hay calificaciones
- Clase 04 IM New FinalDocumento47 páginasClase 04 IM New FinalCristinaMuniveCanchanyaAún no hay calificaciones
- Formato 2 Examen Diseño de ProducciónDocumento7 páginasFormato 2 Examen Diseño de ProducciónJuanCarlosRodriguezAún no hay calificaciones
- Reporte#4 Diagrama Hombre MaquinaDocumento15 páginasReporte#4 Diagrama Hombre MaquinaDavid PérezAún no hay calificaciones
- Examen PcoDocumento9 páginasExamen PcoSlin De La CruzAún no hay calificaciones
- EXAMENDocumento22 páginasEXAMENEstudiante INGAún no hay calificaciones
- Balanceo Con 10 CholosDocumento86 páginasBalanceo Con 10 CholosChristian Gerardo Caraveo MartinezAún no hay calificaciones
- Practica Calificada 03 - ResueltaDocumento5 páginasPractica Calificada 03 - ResueltaDaniel CutipaAún no hay calificaciones
- Balance de Línea SimpleDocumento47 páginasBalance de Línea SimpleJannine Marín Cojal100% (1)
- El Contratista Bazualdo Definiciones TieDocumento3 páginasEl Contratista Bazualdo Definiciones TieDaniel ParedesAún no hay calificaciones
- Guia 6 CronometrajeDocumento6 páginasGuia 6 CronometrajeSandra Pamela L TAún no hay calificaciones
- Trabajo Manufactura CostosDocumento12 páginasTrabajo Manufactura CostosgustavoAún no hay calificaciones
- Evaluación Final TIPO A IM 2021 10Documento6 páginasEvaluación Final TIPO A IM 2021 10ABIGAIL DEL PILAR CUEVA MACURIAún no hay calificaciones
- 2.metodo de GuerchettDocumento17 páginas2.metodo de GuerchettYackelinRositaMestanzaDezaAún no hay calificaciones
- Actividad2 Diseño PlantaDocumento1 páginaActividad2 Diseño PlantaCarol NovaAún no hay calificaciones
- Lab IMMedicionTrabajo2020Documento12 páginasLab IMMedicionTrabajo2020Jorge MirandaAún no hay calificaciones
- ANEXO AL PROYECTO INTEGRADOR-3.Wilber Fabián GamboaDocumento11 páginasANEXO AL PROYECTO INTEGRADOR-3.Wilber Fabián GamboaFabián Gamboa GabrielAún no hay calificaciones
- Número de MáquinasDocumento4 páginasNúmero de MáquinasMaritaAún no hay calificaciones
- Asignación 13 I PAC 2023 - Nicole Steffania Nuñez Espinal - 20202300107Documento4 páginasAsignación 13 I PAC 2023 - Nicole Steffania Nuñez Espinal - 20202300107Nicole NuñezAún no hay calificaciones
- Simulaciòn MontecarloDocumento5 páginasSimulaciòn Montecarlojean pierre MazziniAún no hay calificaciones
- Libro 2Documento8 páginasLibro 2Yorlany Díaz MartínezAún no hay calificaciones
- Ejercicios - Celula de TrabajoDocumento4 páginasEjercicios - Celula de TrabajoDaniel GaonaAún no hay calificaciones
- Problema 1 EU2Documento4 páginasProblema 1 EU2Wiltor BernillaAún no hay calificaciones
- MRP Sesion 05Documento11 páginasMRP Sesion 05Martín CárdenasAún no hay calificaciones
- UntitledDocumento16 páginasUntitledRONALD STEVEN PEÑA RUIZAún no hay calificaciones
- Introducción a la geometría (2ª edición)De EverandIntroducción a la geometría (2ª edición)Calificación: 5 de 5 estrellas5/5 (1)
- s09.s1 - MaterialDocumento2 páginass09.s1 - MaterialLopez D. GersonAún no hay calificaciones
- s09.s2 - MaterialDocumento19 páginass09.s2 - MaterialLopez D. GersonAún no hay calificaciones
- s09.s1 - Resolver EjerciciosDocumento2 páginass09.s1 - Resolver EjerciciosLopez D. GersonAún no hay calificaciones
- s08.s2 - MaterialDocumento10 páginass08.s2 - MaterialLopez D. GersonAún no hay calificaciones
- s08.s1 - Resolver Ejercicios-1Documento10 páginass08.s1 - Resolver Ejercicios-1Lopez D. GersonAún no hay calificaciones
- s08.s1 - MaterialDocumento11 páginass08.s1 - MaterialLopez D. GersonAún no hay calificaciones
- s07.s2 - MaterialDocumento20 páginass07.s2 - MaterialLopez D. GersonAún no hay calificaciones
- HiraokaDocumento46 páginasHiraokaLopez D. GersonAún no hay calificaciones
- TF Avance 2Documento98 páginasTF Avance 2Lopez D. GersonAún no hay calificaciones
- Tarea Sesión 2 PCODocumento4 páginasTarea Sesión 2 PCOLopez D. GersonAún no hay calificaciones
- Trabajo Final - Disposicion de PlantaDocumento179 páginasTrabajo Final - Disposicion de PlantaLopez D. GersonAún no hay calificaciones
- Expo LogisticaDocumento11 páginasExpo LogisticaLopez D. GersonAún no hay calificaciones
- FINAL DispoDocumento108 páginasFINAL DispoLopez D. GersonAún no hay calificaciones
- Causas Básicas y Causas InmediatasDocumento17 páginasCausas Básicas y Causas InmediatasLiuAún no hay calificaciones
- Costos Estrategicos TerminadoDocumento27 páginasCostos Estrategicos TerminadoEdwin Juvenal LlamoccaAún no hay calificaciones
- FBC070206PP9: Fuller Beauty Cosmetics Trainee S.de RDocumento1 páginaFBC070206PP9: Fuller Beauty Cosmetics Trainee S.de RjorgeAún no hay calificaciones
- Catálogo: - Producción PropiaDocumento64 páginasCatálogo: - Producción PropiaVerónica RosalesAún no hay calificaciones
- El Organigrama de Siete DivisionesDocumento2 páginasEl Organigrama de Siete DivisionessalashAún no hay calificaciones
- Guia Trucoteca Call of Duty Modern Warfare 2 Xbox 360Documento77 páginasGuia Trucoteca Call of Duty Modern Warfare 2 Xbox 360Ismael CordovaAún no hay calificaciones
- Semana 2 Psicologia AeronauticaDocumento28 páginasSemana 2 Psicologia AeronauticadavalderAún no hay calificaciones
- Grupo 2 Primer ParcialDocumento18 páginasGrupo 2 Primer ParcialAriel CalbertoAún no hay calificaciones
- Tipos de FichasDocumento3 páginasTipos de FichasAngiemoon SilvanoAún no hay calificaciones
- Codigos Error Canon Ir 1600 o 2000Documento4 páginasCodigos Error Canon Ir 1600 o 2000jlsfarinas100% (1)
- Lab 13 Aplicaciones Transformada de Laplace 2023 - 1Documento6 páginasLab 13 Aplicaciones Transformada de Laplace 2023 - 1Junior LimaAún no hay calificaciones
- Circuladores para Enlaces MicroondasDocumento3 páginasCirculadores para Enlaces MicroondasEdwars Andoni Gabriel HuertaAún no hay calificaciones
- Bibliografía Historia Moderna 2021Documento8 páginasBibliografía Historia Moderna 2021Agustina Gregorio MichelenaAún no hay calificaciones
- Pmemoriaambientalvolii DDocumento129 páginasPmemoriaambientalvolii DsorribaAún no hay calificaciones
- Evaluación de EntradaDocumento3 páginasEvaluación de EntradaAlex Tinoco100% (1)
- Tema de Debate PLCDocumento4 páginasTema de Debate PLCOmar MontufarAún no hay calificaciones
- Árbol Tres RaícesDocumento2 páginasÁrbol Tres RaícesAlejandra Moreno EstradaAún no hay calificaciones
- Procdimiento de RadicaciónDocumento16 páginasProcdimiento de RadicaciónSebastian Higuera CortesAún no hay calificaciones
- JEROME BRUNER - Gabriela OhaDocumento1 páginaJEROME BRUNER - Gabriela OhaGabriela Oha100% (1)
- 05 Pets Tarrajeo de MurosDocumento4 páginas05 Pets Tarrajeo de MurosJesus PradaAún no hay calificaciones
- UNIDAD 03 - GE - Instalación - de - Grupos - Electrógenos - Estacionarios - ClaseDocumento39 páginasUNIDAD 03 - GE - Instalación - de - Grupos - Electrógenos - Estacionarios - ClaseLibros DigitalesAún no hay calificaciones
- Metodo Cientifico PDFDocumento6 páginasMetodo Cientifico PDFLuis Fernando Gomez GarzonAún no hay calificaciones
- Actividad de Integración Forma ADocumento4 páginasActividad de Integración Forma ACarolina ramirezAún no hay calificaciones
- Educacion Fisica 1Documento9 páginasEducacion Fisica 1SAIRIS MILENA FIGUEROA CASTILLEJOAún no hay calificaciones
- Catálogo de Precios FS LabsDocumento28 páginasCatálogo de Precios FS Labslannyr_Aún no hay calificaciones
- Enfermedad Cerebral VascularDocumento25 páginasEnfermedad Cerebral VascularAlejandra Cano ColladoAún no hay calificaciones
- Bote Sifonico Texpansion Alt Red 69mm LEROY MERLINDocumento1 páginaBote Sifonico Texpansion Alt Red 69mm LEROY MERLINManuAún no hay calificaciones
- Pi 05 04 03Documento28 páginasPi 05 04 03rpdicAún no hay calificaciones
- Useche Contreras ANggieDocumento10 páginasUseche Contreras ANggieValentina UsecheAún no hay calificaciones
- La Frontera de Posibilidades de ProducciónDocumento27 páginasLa Frontera de Posibilidades de Producciónbler1kAún no hay calificaciones