También podría gustarte
- Evaluación operacional y financiera: aplicada a la industria hotelera - 4ta. EdiciónDe EverandEvaluación operacional y financiera: aplicada a la industria hotelera - 4ta. EdiciónAún no hay calificaciones
- Evaluacion N°1Documento14 páginasEvaluacion N°1Gabriel Roa100% (9)
- HB 005 Objetivos de CalidadDocumento4 páginasHB 005 Objetivos de CalidadjoAún no hay calificaciones
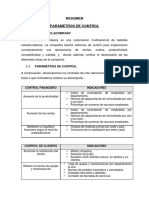
- Parametros de ControlDocumento6 páginasParametros de ControlAnonymous pyUNYSU1PyAún no hay calificaciones
- Estudio de CasoDocumento9 páginasEstudio de CasoJuan CarlosAún no hay calificaciones
- Protocolo Alternativa 1 - Práctica de Laboratorio in Situ Con Celda de ManufacturaDocumento30 páginasProtocolo Alternativa 1 - Práctica de Laboratorio in Situ Con Celda de ManufacturaJohan EspejoAún no hay calificaciones
- Protocolo Alternativa 3 - Práctica de Laboratorio Con Apoyo TICDocumento30 páginasProtocolo Alternativa 3 - Práctica de Laboratorio Con Apoyo TICJohan EspejoAún no hay calificaciones
- Protocolo Alternativa 3 - Práctica de Laboratorio Con Apoyo TICDocumento28 páginasProtocolo Alternativa 3 - Práctica de Laboratorio Con Apoyo TICYosellin Alvarez RiosAún no hay calificaciones
- Protocolo Alternativa 3 - Práctica de Laboratorio Con Apoyo TICDocumento35 páginasProtocolo Alternativa 3 - Práctica de Laboratorio Con Apoyo TICCarlos Borrego MejiaAún no hay calificaciones
- Protocolo Alternativa 2 - Práctica de Laboratorio in Situ Con Equipo LEGODocumento33 páginasProtocolo Alternativa 2 - Práctica de Laboratorio in Situ Con Equipo LEGOCarolina HigueraAún no hay calificaciones
- Ficha de Diseño de Indicador de Gestión 01Documento4 páginasFicha de Diseño de Indicador de Gestión 01ruth bernedoAún no hay calificaciones
- Avance Trabajo Integrador Interforest EliDocumento31 páginasAvance Trabajo Integrador Interforest EliMOleAún no hay calificaciones
- Eje 3, DiagnosticoDocumento10 páginasEje 3, DiagnosticoLeonardo VelascoAún no hay calificaciones
- Trabajo N°2 de Sistema de Calidad - GPDocumento14 páginasTrabajo N°2 de Sistema de Calidad - GPAlex AriasAún no hay calificaciones
- FT-DI-01f SCORE CARD Rev.00Documento296 páginasFT-DI-01f SCORE CARD Rev.00Mariana Rosas EscobarAún no hay calificaciones
- Anexo 16 Matriz de Indicadores de CalidadDocumento6 páginasAnexo 16 Matriz de Indicadores de CalidadEDWIN SAYED VERA GAMBOAAún no hay calificaciones
- Evidencia Informe Elaborar Indicadores de Gestión de Una EmpresaDocumento7 páginasEvidencia Informe Elaborar Indicadores de Gestión de Una EmpresaarnachemielesAún no hay calificaciones
- AA19 Evi 6Documento5 páginasAA19 Evi 6Jame PiñeresAún no hay calificaciones
- BeneficiosDocumento16 páginasBeneficiosruth bernedoAún no hay calificaciones
- CASO DE ESTUDIO, Modelo Balanced ScoredcardDocumento39 páginasCASO DE ESTUDIO, Modelo Balanced ScoredcardMabel Azalea Ramos CarranzaAún no hay calificaciones
- Evidencia 4 Proyecto 13 Informe IndicadoresDocumento5 páginasEvidencia 4 Proyecto 13 Informe IndicadoresRuth Mendoza PaezAún no hay calificaciones
- Proceso Dirección de Formación Profesional Integral Formato Guía de Aprendizaje - Indicadores de GestiónDocumento7 páginasProceso Dirección de Formación Profesional Integral Formato Guía de Aprendizaje - Indicadores de GestiónalejandraAún no hay calificaciones
- INDICADORESgianfranco, Fabian, LuisDocumento7 páginasINDICADORESgianfranco, Fabian, Luisgianfranco vasquezAún no hay calificaciones
- Tarea Semana 07 Indicadores 01Documento6 páginasTarea Semana 07 Indicadores 01Yahaira Tevez LoayzaAún no hay calificaciones
- Segunda ParteDocumento7 páginasSegunda Partelaura morenoAún no hay calificaciones
- Empresa Fruti-Dulce SDocumento27 páginasEmpresa Fruti-Dulce SHSE Frontera CPE6 RH Ingecon S.AAún no hay calificaciones
- Indicadores de Gestión LogísticosDocumento6 páginasIndicadores de Gestión LogísticosLuis RenteriaAún no hay calificaciones
- Plan de Gestión de La CalidadDocumento21 páginasPlan de Gestión de La CalidadBranko MamaniAún no hay calificaciones
- APERTURA DEL PROYECTO-JuanDocumento5 páginasAPERTURA DEL PROYECTO-JuanNenitha Hernandez VazquezAún no hay calificaciones
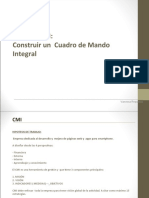
- CMI EjemploDocumento15 páginasCMI EjemploJohnny RodriguezAún no hay calificaciones
- Hojas IndicadoresDocumento6 páginasHojas IndicadoresAndres AlvaradoAún no hay calificaciones
- Roberto - Morales - S8 - El Cuadro de Mando IntegralDocumento7 páginasRoberto - Morales - S8 - El Cuadro de Mando IntegralRoberto Esteban Morales DiazAún no hay calificaciones
- Ejercicios Sobre Mapas EstratégicosDocumento6 páginasEjercicios Sobre Mapas EstratégicosMarcelo Sebastian Malca Rivera100% (1)
- Trabajo Evidencia 7 Guia 14Documento15 páginasTrabajo Evidencia 7 Guia 14Huweimar Gomez EsquivelAún no hay calificaciones
- Eva 2aDocumento5 páginasEva 2aAndres PerezAún no hay calificaciones
- Control Eva1 RmonzoncilloDocumento12 páginasControl Eva1 RmonzoncilloRodrigo Monzoncillo satoAún no hay calificaciones
- KPISDocumento27 páginasKPISMaribel VelazquezAún no hay calificaciones
- Indicadores de Areas EspecificasDocumento7 páginasIndicadores de Areas EspecificasKarolVivianaAnguloGrandezAún no hay calificaciones
- A#10 MGBF RelaDocumento6 páginasA#10 MGBF RelaBlancarte Flores Mauricio GaelAún no hay calificaciones
- GDI CU302 Pag1 RPT PEA4Documento2 páginasGDI CU302 Pag1 RPT PEA4agusAún no hay calificaciones
- ACTIVIDADn3nnnEVIDENCIAn4nnnCONTROLnDEnGESTIONnn1n 636192f5652b239Documento10 páginasACTIVIDADn3nnnEVIDENCIAn4nnnCONTROLnDEnGESTIONnn1n 636192f5652b239Karina GomezAún no hay calificaciones
- Tarea Semana 5 POADocumento12 páginasTarea Semana 5 POATops-5 GamesAún no hay calificaciones
- Evidecia 6 Fase IV Plan MaestroDocumento4 páginasEvidecia 6 Fase IV Plan MaestroRubén LondoñoAún no hay calificaciones
- JoseSerrato Caso2Documento8 páginasJoseSerrato Caso2Vilmari Piñeros RiañoAún no hay calificaciones
- Planilla EvaluacionDocumento9 páginasPlanilla EvaluacionRicardo RodriguezAún no hay calificaciones
- Cmi 2daDocumento26 páginasCmi 2daCristina Alfonso MontoyaAún no hay calificaciones
- Plan MaestroDocumento7 páginasPlan MaestroDERLY RODASAún no hay calificaciones
- SteffDocumento36 páginasSteffIsabel FunesAún no hay calificaciones
- Diseño y Control de Indicadores-Semana 09Documento15 páginasDiseño y Control de Indicadores-Semana 09juan manuel pajuelo arroyoAún no hay calificaciones
- Fase 2 - Actividad Individual - SolangeQuinteroDocumento13 páginasFase 2 - Actividad Individual - SolangeQuinteroSol Lovera100% (1)
- Sumativa N°1 Control de GestiónDocumento11 páginasSumativa N°1 Control de GestiónLizett Araya BarreraAún no hay calificaciones
- Evidencia 6 Fase IV Plan Maestro v2 PlanDocumento8 páginasEvidencia 6 Fase IV Plan Maestro v2 PlanMario HerediaAún no hay calificaciones
- AL04513330. Salvador Moriel - HOR - Evidencia 1Documento32 páginasAL04513330. Salvador Moriel - HOR - Evidencia 1SalvadorMoriel100% (1)
- Nº Política Procesos ObjetivosDocumento3 páginasNº Política Procesos ObjetivosDAVID THOMAS CORBERA CENTENOAún no hay calificaciones
- Act 10Documento6 páginasAct 10yamilortiz170Aún no hay calificaciones
- Foro 4 VSaaDocumento5 páginasForo 4 VSaaVero SaaAún no hay calificaciones
- Indic Adores Sem 7Documento2 páginasIndic Adores Sem 7Melany HuayhuashAún no hay calificaciones
- Evaluación Final - Indicadores de Gestión - VEGADocumento11 páginasEvaluación Final - Indicadores de Gestión - VEGALeandro Edil Aguirre CamposAún no hay calificaciones
- Actividad 2 Indicadores de GestionDocumento5 páginasActividad 2 Indicadores de GestionAndres Celis CastroAún no hay calificaciones
- La calidad en los procesos gráficos. ARGC0110De EverandLa calidad en los procesos gráficos. ARGC0110Aún no hay calificaciones
- M5S3 Texto ArgumentativoDocumento2 páginasM5S3 Texto ArgumentativoCarlos Garnica0% (1)
- Acumulacion Ilcj Version - FinalDocumento51 páginasAcumulacion Ilcj Version - FinalMariianStefanyEaAún no hay calificaciones
- Caso M.E.T.A. MexicoDocumento9 páginasCaso M.E.T.A. MexicoCristopher CarrilloAún no hay calificaciones
- Plan Operativo Por Semna SantavvDocumento4 páginasPlan Operativo Por Semna SantavvRaquel PasionAún no hay calificaciones
- Tesina AutismoDocumento37 páginasTesina AutismoAngie Laureani100% (3)
- RRHH Capacitación y PromociónDocumento28 páginasRRHH Capacitación y PromociónCarla AlejandraAún no hay calificaciones
- Punto 3.3.8Documento2 páginasPunto 3.3.8TANIA MARITZA LESMES MEDINAAún no hay calificaciones
- Gaceta Oficial Extraordinaria 6.397Documento8 páginasGaceta Oficial Extraordinaria 6.397Julett PinedaAún no hay calificaciones
- Caso de Estudio Spa de Marie-ChristimeDocumento5 páginasCaso de Estudio Spa de Marie-ChristimeMarcelo Peralta100% (1)
- Caso Hipotético - Sermeño Quispe Ivon YaniraDocumento4 páginasCaso Hipotético - Sermeño Quispe Ivon YaniraIvon YaniraAún no hay calificaciones
- MSDS - Solvente Dielectrico Ecologico Asabeco-35Documento5 páginasMSDS - Solvente Dielectrico Ecologico Asabeco-35Leonardo Rios RuizAún no hay calificaciones
- VIACUARENTA Edicion 303132 Especial PoemarioDocumento242 páginasVIACUARENTA Edicion 303132 Especial PoemarioleodisarAún no hay calificaciones
- Plan de CierreDocumento2 páginasPlan de Cierre01-IC-HU-CRISTOPPER YUDER HUAMAN CARDENASAún no hay calificaciones
- Informe de SicoesDocumento121 páginasInforme de SicoesVladimir Salazar CoronelAún no hay calificaciones
- Bo 20211016Documento16 páginasBo 20211016carlos andres roblesAún no hay calificaciones
- Revisar El Entorno ComunitarioDocumento42 páginasRevisar El Entorno ComunitarioLuis Felipe Ulloa Forero67% (3)
- Modelo Constancia de PagoDocumento4 páginasModelo Constancia de PagoRobinson DC100% (1)
- Guía Ambiental Sistemas de Acueducto I ParteDocumento47 páginasGuía Ambiental Sistemas de Acueducto I ParteJhon Helmer TasconAún no hay calificaciones
- Diseño de Proyectos de Intervención Educativo COPILADO POR JULIA BENITEZDocumento13 páginasDiseño de Proyectos de Intervención Educativo COPILADO POR JULIA BENITEZuavitalaAún no hay calificaciones
- Trabajo Final. Produccion y Compresion de TextoDocumento9 páginasTrabajo Final. Produccion y Compresion de TextoYairakelline Montes Gamboa100% (1)
- Ejercicios Carguío y Transporte 1ppDocumento9 páginasEjercicios Carguío y Transporte 1ppPedroVegaAún no hay calificaciones
- Copia de Ejercicio de ACTIVIDAD 2Documento4 páginasCopia de Ejercicio de ACTIVIDAD 2sajuja`zAún no hay calificaciones
- Seleccion - Residencias - Medicas - 2021 - 2022Documento8 páginasSeleccion - Residencias - Medicas - 2021 - 2022Alicia ContrerasAún no hay calificaciones
- Imprimir MinaDocumento17 páginasImprimir MinaAnonymous N3N4s5RAún no hay calificaciones
- The Great Ruler Sub Arco 2 (Capitulos Del 24 Al 42)Documento99 páginasThe Great Ruler Sub Arco 2 (Capitulos Del 24 Al 42)Jose ReneAún no hay calificaciones
- Mapa MentalDocumento1 páginaMapa MentalRoger CalizayaAún no hay calificaciones
- Actividad 1 Ley BelDocumento8 páginasActividad 1 Ley BelBelkin CLAún no hay calificaciones
- Apuntes Moderna HumbertoDocumento20 páginasApuntes Moderna HumbertoPedro FeijoAún no hay calificaciones
- Guia Elaboracion Certificados Rayos X DentalDocumento3 páginasGuia Elaboracion Certificados Rayos X DentalOrlando RiveraAún no hay calificaciones
- Manual AsertividadDocumento8 páginasManual AsertividadArturo RamirezAún no hay calificaciones