También podría gustarte
- 04 Procesos de Mantenimiento IndustrialDocumento48 páginas04 Procesos de Mantenimiento IndustrialWilson Rivera FloresAún no hay calificaciones
- MANTENIMIENTO PREVENTIVO Parte 2Documento31 páginasMANTENIMIENTO PREVENTIVO Parte 2Victor Timana SilvaAún no hay calificaciones
- 06 Introducción Al MantenimientoDocumento79 páginas06 Introducción Al MantenimientoCarlos RamirezAún no hay calificaciones
- GM 01 - Defincion, Filosofia y Evolucion - Im 01Documento15 páginasGM 01 - Defincion, Filosofia y Evolucion - Im 01TAFUR TAFUR JIMMY STEWARTSAún no hay calificaciones
- Diplomado en Gestion de MantenimientoDocumento7 páginasDiplomado en Gestion de MantenimientomackyyoAún no hay calificaciones
- 2.4. - Estrategias de Gestión Del MantenimientoDocumento49 páginas2.4. - Estrategias de Gestión Del MantenimientoDayanaUbilluzAún no hay calificaciones
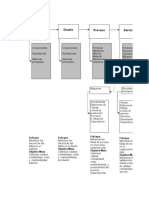
- DiseñoSistemasProcesosServiciosAMEFDocumento36 páginasDiseñoSistemasProcesosServiciosAMEFJavilinda JimenezAún no hay calificaciones
- Mantenimiento centrado en confiabilidad industria petroquímicaDocumento171 páginasMantenimiento centrado en confiabilidad industria petroquímicaHUASCAR PACHECO100% (1)
- Administración de La Producción y Operaciones I PDFDocumento45 páginasAdministración de La Producción y Operaciones I PDFArgenis BravoAún no hay calificaciones
- 2 Supervisor de Corte y EmpaqueDocumento6 páginas2 Supervisor de Corte y EmpaqueMarjorie RodríguezAún no hay calificaciones
- Gestion Del MantenimientoDocumento16 páginasGestion Del MantenimientoSebastian AlarconAún no hay calificaciones
- SGC BPL 9sDocumento11 páginasSGC BPL 9sGonzález AdriánAún no hay calificaciones
- Costos de MtantenimientoDocumento88 páginasCostos de MtantenimientoLeonchoAún no hay calificaciones
- Gestión de Mantenimiento y ProductividadDocumento106 páginasGestión de Mantenimiento y ProductividadDanny Condori100% (1)
- Sima MPDocumento29 páginasSima MPizka.biAún no hay calificaciones
- EXPODocumento57 páginasEXPOZoe Mariam BustamanteAún no hay calificaciones
- Clase 3 - Avisos y Órdenes de TrabajoDocumento37 páginasClase 3 - Avisos y Órdenes de TrabajoFrancisco Andres100% (1)
- 3 Sesion MANEMEC I 2022Documento42 páginas3 Sesion MANEMEC I 2022Abel Lector BustamanteAún no hay calificaciones
- Gestion de Mantenimiento: Ing. Adelmo Ramos MartinezDocumento16 páginasGestion de Mantenimiento: Ing. Adelmo Ramos MartinezSebastian AlarconAún no hay calificaciones
- Analisis de Causa RaizDocumento82 páginasAnalisis de Causa RaizJAIME RUIZAún no hay calificaciones
- Introducción y Objetivos Del MantenimientoDocumento92 páginasIntroducción y Objetivos Del MantenimientoRobles MateusAún no hay calificaciones
- Conceptos Principales Del MantenimientoDocumento51 páginasConceptos Principales Del Mantenimientojesus cavero cavero100% (1)
- Gestión de mantenimiento de activosDocumento61 páginasGestión de mantenimiento de activosEnrique Diaz RubioAún no hay calificaciones
- Sistemas de Produccion 1 MMDocumento48 páginasSistemas de Produccion 1 MMAndrea Camba100% (1)
- MantenimientoDocumento92 páginasMantenimientoSalvador Noe80% (5)
- La Trazabilidad en Los Sistemas Informatizados OqotechDocumento42 páginasLa Trazabilidad en Los Sistemas Informatizados OqotechJailer AlvearAún no hay calificaciones
- Mapa Mental Alcides AtayDocumento2 páginasMapa Mental Alcides AtaymanuelAún no hay calificaciones
- Medicion de Eficiencia Del Mantto Clase 1Documento23 páginasMedicion de Eficiencia Del Mantto Clase 1Julio LaricoAún no hay calificaciones
- Mantenimiento General PDFDocumento75 páginasMantenimiento General PDFdavidnavarrete1991Aún no hay calificaciones
- Principios Del Proceso de MantenimientoDocumento28 páginasPrincipios Del Proceso de MantenimientoClaudia NavarroAún no hay calificaciones
- Gestión Del Mantenimiento para La Confiabilidad Operacional: Maintenance Management For Operational ReliabilityDocumento12 páginasGestión Del Mantenimiento para La Confiabilidad Operacional: Maintenance Management For Operational Reliabilitynils veraAún no hay calificaciones
- Mantenimiento MCMDocumento7 páginasMantenimiento MCMnestorAún no hay calificaciones
- Sesión 19Documento47 páginasSesión 19Alexander RamosAún no hay calificaciones
- Planificacion Minera ControlDocumento11 páginasPlanificacion Minera ControlcristianAún no hay calificaciones
- Administración y técnicas de mantenimiento para mejorar confiabilidadDocumento27 páginasAdministración y técnicas de mantenimiento para mejorar confiabilidadCarlos Martin Romero MoralesAún no hay calificaciones
- P TPM Ing de PlantasDocumento45 páginasP TPM Ing de PlantasHector Solano CerronAún no hay calificaciones
- Curso SMS Basado en DesempeñoDocumento195 páginasCurso SMS Basado en DesempeñoYaruro AndrésAún no hay calificaciones
- Expo MantenimientoDocumento12 páginasExpo MantenimientoManuel ChiquiniAún no hay calificaciones
- Tema 3 Procedimientos y Controles Operativos Del Mantenimiento Organizaciòn Del MantenimientoDocumento18 páginasTema 3 Procedimientos y Controles Operativos Del Mantenimiento Organizaciòn Del MantenimientoSol BenvenutoAún no hay calificaciones
- Sem2.1 - Ciclo de Vida de Los Activos FísicosDocumento30 páginasSem2.1 - Ciclo de Vida de Los Activos FísicosLesly GarciaAún no hay calificaciones
- Re Sum en de AuditoriaDocumento9 páginasRe Sum en de Auditoriadayani2010Aún no hay calificaciones
- Curso PM SAP 2016Documento408 páginasCurso PM SAP 2016Mariano Lopez100% (5)
- RBI y Sistema de Gestión Del MantenimientoDocumento55 páginasRBI y Sistema de Gestión Del MantenimientoDiego Culchac100% (1)
- Semana 1Documento26 páginasSemana 1Nicole HinostrozaAún no hay calificaciones
- RCM Avanzado 2012 ASME Sin Rcs PDFDocumento103 páginasRCM Avanzado 2012 ASME Sin Rcs PDFmariAún no hay calificaciones
- Introducción y Objetivos Del MantenimientoDocumento85 páginasIntroducción y Objetivos Del MantenimientoMayra Pariona CruzAún no hay calificaciones
- Actividades Sesión 3Documento12 páginasActividades Sesión 3L3iToUTN2014Aún no hay calificaciones
- Expo MantenimientoDocumento24 páginasExpo MantenimientoMaRk LduAún no hay calificaciones
- ASME - Pres Approved RCM Virtual 2018Documento93 páginasASME - Pres Approved RCM Virtual 2018David UmasiAún no hay calificaciones
- RCM Risk 19 Utsfm Ingeman Sin RcsDocumento93 páginasRCM Risk 19 Utsfm Ingeman Sin RcsstankoAún no hay calificaciones
- Norma Iso 55000Documento36 páginasNorma Iso 55000giovanny enrique altamarAún no hay calificaciones
- Webinar Auditoria de Mtto - V3Documento40 páginasWebinar Auditoria de Mtto - V3Salgueiro JC100% (1)
- Fundamentos de Gestión: Capítulo 7 Rodrigo Carrasco JungeDocumento30 páginasFundamentos de Gestión: Capítulo 7 Rodrigo Carrasco JungefernandaAún no hay calificaciones
- 18 MCCDocumento142 páginas18 MCCTecnico GiganteAún no hay calificaciones
- Temas Sugeridos Para Los Proyectos de Estadia de La Tercera Generación de IngenieriaDocumento6 páginasTemas Sugeridos Para Los Proyectos de Estadia de La Tercera Generación de IngenieriaMaribel AnzaldoAún no hay calificaciones
- MANTENIMIENTODocumento167 páginasMANTENIMIENTOYAHIR TEDDY HUAMÁN GUZMÁN100% (1)
- Auditoria para La Efectividad Del MantenimientoDocumento17 páginasAuditoria para La Efectividad Del MantenimientoYenireé MedinaAún no hay calificaciones
- UF1885 - Administración del sistema operativo en sistemas ERP-CRMDe EverandUF1885 - Administración del sistema operativo en sistemas ERP-CRMAún no hay calificaciones
- Operaciones Auxiliares de Mantenimiento de Sistemas Microinformáticos (MF1208_1)De EverandOperaciones Auxiliares de Mantenimiento de Sistemas Microinformáticos (MF1208_1)Aún no hay calificaciones
- Guia para Evaluacion TESTDocumento16 páginasGuia para Evaluacion TESTSergio OrtizAún no hay calificaciones
- Test Inicial de Mantenimiento RenzoDocumento5 páginasTest Inicial de Mantenimiento RenzoRenzo ZavalaAún no hay calificaciones
- Raul Gave - Trabajo de Suficiencia Profesional - Titulo Profesional - 2017Documento93 páginasRaul Gave - Trabajo de Suficiencia Profesional - Titulo Profesional - 2017Kylian AdesAún no hay calificaciones
- Perea, Jonathan - Gerencia Mtto UpbDocumento4 páginasPerea, Jonathan - Gerencia Mtto UpbJonathan Andres Perea BarriosAún no hay calificaciones
- Texto Mantenimiento IndustrialDocumento171 páginasTexto Mantenimiento IndustrialWilliams CruzAún no hay calificaciones
- GestMantDocumento4 páginasGestMantmax coteraAún no hay calificaciones
- CorrecionDocumento8 páginasCorrecionlucero falcon camayoAún no hay calificaciones
- Paradigmas Completos de John MoubrayDocumento21 páginasParadigmas Completos de John Moubraycoltransmaq sasAún no hay calificaciones
- Aind3208 - Apuntes - Unidad 04 Parte 01Documento14 páginasAind3208 - Apuntes - Unidad 04 Parte 01Paulette FernandaAún no hay calificaciones
- Efectividad Global Del Equipo OEE TeoríaDocumento45 páginasEfectividad Global Del Equipo OEE TeoríaKleber Barba BarbaAún no hay calificaciones
- Sistema de operación y control de mantenimientoDocumento40 páginasSistema de operación y control de mantenimientoBivian NuñezAún no hay calificaciones
- Analisis de DisponibilidadDocumento3 páginasAnalisis de DisponibilidadJuan RodriguezAún no hay calificaciones
- Manual Implantacion Programa Mantenimiento Centrado Confiabilidad MCC Gruas Puente 60tn Analisis SistemasDocumento73 páginasManual Implantacion Programa Mantenimiento Centrado Confiabilidad MCC Gruas Puente 60tn Analisis SistemasRonald MTAún no hay calificaciones
- Qué es la RAMS FerroviariaDocumento2 páginasQué es la RAMS Ferroviariapacogo8338Aún no hay calificaciones
- Administracion de La CalidadDocumento30 páginasAdministracion de La CalidadPaula Yaneth Quintana VazquezAún no hay calificaciones
- Taxonomía activos físicos industrialesDocumento28 páginasTaxonomía activos físicos industrialesLuis Alberto Carrera FernandezAún no hay calificaciones
- Daniel Jair Chan Verdugo. 8vo IP.. Sistema HibridoDocumento21 páginasDaniel Jair Chan Verdugo. 8vo IP.. Sistema HibridoRamon hurtadoAún no hay calificaciones
- 5.volumen 3 Mantenimiento Centrado en Confiabilidad RCMDocumento187 páginas5.volumen 3 Mantenimiento Centrado en Confiabilidad RCMJorge Enrique Salazar100% (1)
- Disponibilidad Inherente Disponibilidad Obtenida Disponibilidad Operacional Disponibilidad Del EquipoDocumento10 páginasDisponibilidad Inherente Disponibilidad Obtenida Disponibilidad Operacional Disponibilidad Del EquipoMarcosAún no hay calificaciones
- Mantenimiento correctivo preventivo predictivoDocumento3 páginasMantenimiento correctivo preventivo predictivoAnibal W. Mayta HanccoAún no hay calificaciones
- Portafolio de Practicas ProfesionalesDocumento20 páginasPortafolio de Practicas ProfesionalesEdgar EduardoAún no hay calificaciones
- PreviewDocumento20 páginasPreviewPaul Ramos CarcaustoAún no hay calificaciones
- Cursos AM5Documento28 páginasCursos AM5Francisco Macías FloresAún no hay calificaciones
- Politicas de MantenimientoDocumento64 páginasPoliticas de MantenimientoVladimirAún no hay calificaciones
- Examen Final Gestión de Equipos Y Maquinaria MACODocumento4 páginasExamen Final Gestión de Equipos Y Maquinaria MACOJulian Arturo Narvaez Alfaro100% (2)
- Doce Reglas Complementarias de Bases de Datos DistribuidasDocumento5 páginasDoce Reglas Complementarias de Bases de Datos DistribuidasEduardoAún no hay calificaciones
- S1. Módulo Supervisión de MantenimientoDocumento34 páginasS1. Módulo Supervisión de MantenimientoRodolfoAún no hay calificaciones
- Unidad 5 Gestion de Informacion y Repuestos Modulo 1Documento45 páginasUnidad 5 Gestion de Informacion y Repuestos Modulo 1Nicholas SmithAún no hay calificaciones
- Ensayo Instrumentos de Diagnosticos e Inspeccion de FallasDocumento8 páginasEnsayo Instrumentos de Diagnosticos e Inspeccion de Fallasdeyanig gonzalezAún no hay calificaciones
- SEM 14 - Estrategías de MantenimientoDocumento65 páginasSEM 14 - Estrategías de MantenimientoFabiola EstradaAún no hay calificaciones