También podría gustarte
- MEL Estandar HSE Vehiculos y Equipos MovilesDocumento50 páginasMEL Estandar HSE Vehiculos y Equipos MovilesPatricio Eduardo Valdebenito Torres100% (8)
- Estándar de Vehiculos y Equipos Moviles Ver.9 FINALDocumento47 páginasEstándar de Vehiculos y Equipos Moviles Ver.9 FINALDemetrio100% (3)
- Plan de cuentas para sistemas contables 2023De EverandPlan de cuentas para sistemas contables 2023Aún no hay calificaciones
- Pisaka 03Documento44 páginasPisaka 03HUGO BENNY ELGUERA MANSILLAAún no hay calificaciones
- Gestión de ContratistasDocumento29 páginasGestión de ContratistasEderson Riveros Bujaico100% (3)
- Esquema NuméricoDocumento2 páginasEsquema NuméricoShadowname290% (1)
- Estandar Trabajo en Altura V8Documento48 páginasEstandar Trabajo en Altura V8Rodrigo Oses AquevequeAún no hay calificaciones
- Oliver - Perez - Entregable - 1 OkDocumento39 páginasOliver - Perez - Entregable - 1 OkINSTITUCION EDUCATIVA SEGOVIAAún no hay calificaciones
- PGO MAE 012 USO de TornoDocumento9 páginasPGO MAE 012 USO de TornoJuan Hidalgo MenesesAún no hay calificaciones
- PGO MAE 004 Fabricacion de EstructurasDocumento14 páginasPGO MAE 004 Fabricacion de EstructurasJuan Hidalgo MenesesAún no hay calificaciones
- PGO MAE 007 PinturaDocumento11 páginasPGO MAE 007 PinturaJuan Hidalgo MenesesAún no hay calificaciones
- TEC MAT PGO CAL 008 Proc. Almacenamiento Embalaje y DespachoDocumento5 páginasTEC MAT PGO CAL 008 Proc. Almacenamiento Embalaje y DespachoJuan Hidalgo MenesesAún no hay calificaciones
- MINA BORO PDR-RLN-001 (V18) Reglamento Interno de Tránsito y Gestión Del TráficoDocumento51 páginasMINA BORO PDR-RLN-001 (V18) Reglamento Interno de Tránsito y Gestión Del TráficoJavier Espinoza ZarmientoAún no hay calificaciones
- 3-GFSN01-DD-LE-1000-PE-ARE-00001 - Reglamento de Almacenamiento Manipulación Transporte y Uso de ExplosivosDocumento26 páginas3-GFSN01-DD-LE-1000-PE-ARE-00001 - Reglamento de Almacenamiento Manipulación Transporte y Uso de Explosivosluis gomezAún no hay calificaciones
- "Matriz de Riesgo" Hormigonado, Confeccion de Moldaje Y Enfierradura Tecno FastDocumento3 páginas"Matriz de Riesgo" Hormigonado, Confeccion de Moldaje Y Enfierradura Tecno FastJuan Angel ZuñigaAún no hay calificaciones
- 5-GFSN01-DD-LE-1000-PE-RPT-00001 - Reglamento de PerforaciónDocumento19 páginas5-GFSN01-DD-LE-1000-PE-RPT-00001 - Reglamento de Perforaciónluis gomezAún no hay calificaciones
- Pts-Tec-Pj-Pr-15 - HormigonadoDocumento29 páginasPts-Tec-Pj-Pr-15 - HormigonadoCarlos rojoAún no hay calificaciones
- Efs 7300 CM PRC 55015 - 0Documento28 páginasEfs 7300 CM PRC 55015 - 0Franklin Pozas CarcamoAún no hay calificaciones
- Plan Local de Emergencias Tecno Fast S.A.: PL-TF-SSOMA-006Documento31 páginasPlan Local de Emergencias Tecno Fast S.A.: PL-TF-SSOMA-006joseAún no hay calificaciones
- GFSN03-OP-SY-0000-PT-00001 - 0 Emergencia para Cianuro de SodioDocumento31 páginasGFSN03-OP-SY-0000-PT-00001 - 0 Emergencia para Cianuro de SodioPedro RobledoAún no hay calificaciones
- "1002-03-C-EPC-005-1000-Q-PN-00001": "Procedimiento de Trabajo Instalacion de Faena" Tecno FastDocumento33 páginas"1002-03-C-EPC-005-1000-Q-PN-00001": "Procedimiento de Trabajo Instalacion de Faena" Tecno FastjoseAún no hay calificaciones
- 6-GFSN01-DD-LE-1000-PE-RSE-00001 - REGLAMENTO SISTEMAS DE EMERGENCIA MINA - 30.12.2021 - RevF FirmadoDocumento28 páginas6-GFSN01-DD-LE-1000-PE-RSE-00001 - REGLAMENTO SISTEMAS DE EMERGENCIA MINA - 30.12.2021 - RevF Firmadoluis gomezAún no hay calificaciones
- Procedimiento de Preparacion y Respuesta Ante Emergencias PRI OfcDocumento36 páginasProcedimiento de Preparacion y Respuesta Ante Emergencias PRI OfcCarlos GarciaAún no hay calificaciones
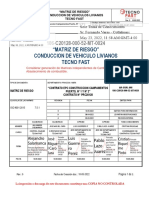
- "Matriz de Riesgo" Conduccion de Vehiculo Livianos Tecno FastDocumento11 páginas"Matriz de Riesgo" Conduccion de Vehiculo Livianos Tecno FastJuan Angel ZuñigaAún no hay calificaciones
- Copia de Anexo 8 - Autorización de Pase de Visita CVDocumento1 páginaCopia de Anexo 8 - Autorización de Pase de Visita CVCARLOS EDUARDO jacayAún no hay calificaciones
- EST-SSO-022 Kit para Respuesta Ante EmergenciaDocumento9 páginasEST-SSO-022 Kit para Respuesta Ante Emergencianancy quispe fernandezAún no hay calificaciones
- Pts Tec PJ PR 01 Instalacion de FaenaDocumento43 páginasPts Tec PJ PR 01 Instalacion de FaenaDiegoAún no hay calificaciones
- Efs 7300 CM PRC 55019 - 0Documento24 páginasEfs 7300 CM PRC 55019 - 0Franklin Pozas CarcamoAún no hay calificaciones
- Efs 7300 CM PRC 55002 - 0Documento33 páginasEfs 7300 CM PRC 55002 - 0Franklin Pozas CarcamoAún no hay calificaciones
- RD 002-23-Dini + Lineamiento Sobre La Actuación de La It Por Desanturalización de RL en Razón de CLS HR 11938 - 23Documento14 páginasRD 002-23-Dini + Lineamiento Sobre La Actuación de La It Por Desanturalización de RL en Razón de CLS HR 11938 - 23juan joseAún no hay calificaciones
- Contrato 550009717202300093371 Firmado PDFDocumento1 páginaContrato 550009717202300093371 Firmado PDFGerman Espinoza orjuelaAún no hay calificaciones
- 4222 Etfa o Ho 1010 011 - 0Documento36 páginas4222 Etfa o Ho 1010 011 - 0rodrigo.c.gallardoAún no hay calificaciones
- Construcción de Banco de DuctoDocumento30 páginasConstrucción de Banco de DuctoFranklin Pozas CarcamoAún no hay calificaciones
- POL-GPE-001 Gestión de Control de AccesosDocumento19 páginasPOL-GPE-001 Gestión de Control de AccesosdancripoolAún no hay calificaciones
- Copia de Anexo 8 - Autorización de Pase de VisitaDocumento1 páginaCopia de Anexo 8 - Autorización de Pase de VisitaCARLOS EDUARDO jacayAún no hay calificaciones
- In-Tec-Pj-Pr - 04-Instructivo Alza HombreDocumento22 páginasIn-Tec-Pj-Pr - 04-Instructivo Alza HombreCarlos rojoAún no hay calificaciones
- Procedimiento Visita de ControlDocumento26 páginasProcedimiento Visita de ControlPedro GarciaAún no hay calificaciones
- Formato Excepcion o Sin Recibo. - Taxi Aeropuerto1Documento1 páginaFormato Excepcion o Sin Recibo. - Taxi Aeropuerto1arosalesreynaAún no hay calificaciones
- Direct 155891 Sits Pet 0001 - R0 - EscDocumento6 páginasDirect 155891 Sits Pet 0001 - R0 - Esctorre 4 quellavecoAún no hay calificaciones
- PLA-SSO-007 Prevención de Fatiga y Somnolencia en Unidad Minera Por COVID-19Documento10 páginasPLA-SSO-007 Prevención de Fatiga y Somnolencia en Unidad Minera Por COVID-19mariela huali pomaAún no hay calificaciones
- Manual Registro Control OperacionesDocumento54 páginasManual Registro Control OperacionesLGCG SolucionesAún no hay calificaciones
- MP 069 2019Documento20 páginasMP 069 2019Alfaro EduardoAún no hay calificaciones
- Direct 155891 Sits Pet 0002 - R0 - EscDocumento6 páginasDirect 155891 Sits Pet 0002 - R0 - Esctorre 4 quellavecoAún no hay calificaciones
- Factura Hotel Tativan ValleduparDocumento1 páginaFactura Hotel Tativan ValleduparSoporte LabcareAún no hay calificaciones
- A13M429-I1-A13M429-00000-PROSS06-0000-004 - Rev. 4 Covid 19 CodelcoDocumento39 páginasA13M429-I1-A13M429-00000-PROSS06-0000-004 - Rev. 4 Covid 19 CodelcoPedro Antonio Mundaca CAún no hay calificaciones
- Oficio Multiple 000021 2023 GGR GRE Ugelch Convoca A Participar de Asistencia TecnicaDocumento2 páginasOficio Multiple 000021 2023 GGR GRE Ugelch Convoca A Participar de Asistencia TecnicaJuan RodriguezAún no hay calificaciones
- Procedimiento Operativo de Trabajo Seguro: Fotogrametría Con Rpas (Drone) en Glaciares Y Lagunas en Cuencas GlacialesDocumento17 páginasProcedimiento Operativo de Trabajo Seguro: Fotogrametría Con Rpas (Drone) en Glaciares Y Lagunas en Cuencas GlacialesLuis MejiaAún no hay calificaciones
- PRO-SSO-012 Revisi+ N Por La Direcci+ NDocumento8 páginasPRO-SSO-012 Revisi+ N Por La Direcci+ NKaren TejadaAún no hay calificaciones
- Procedimiento PR-GSCS-07Documento26 páginasProcedimiento PR-GSCS-07manuel.diazm54Aún no hay calificaciones
- 4222 Etfa o Oo 1010 020 - 0Documento48 páginas4222 Etfa o Oo 1010 020 - 0rodrigo.c.gallardoAún no hay calificaciones
- Cedula de Notificacion #000637-2023-GR - Lamb.grtpe-Dpsc (4688475 - 3)Documento1 páginaCedula de Notificacion #000637-2023-GR - Lamb.grtpe-Dpsc (4688475 - 3)aidanprinz86Aún no hay calificaciones
- Plan Estratregico Archivistico PEA DNCC 2023 2026 1Documento40 páginasPlan Estratregico Archivistico PEA DNCC 2023 2026 1Brigitte ClaireAún no hay calificaciones
- 172 PRC21129 000 20 Po 0016Documento7 páginas172 PRC21129 000 20 Po 0016Esteban Montenegro ArriagadaAún no hay calificaciones
- GFSN02 CC 0H 0000 PL 00001 - PLAN OPERACION INVIERNO - Rev.5Documento32 páginasGFSN02 CC 0H 0000 PL 00001 - PLAN OPERACION INVIERNO - Rev.5eduardovegaAún no hay calificaciones
- Gasto Pasaje KennedynDocumento1 páginaGasto Pasaje KennedynCRISTIAn LAIME PARAGUAYAún no hay calificaciones
- BT CRUCE PORTALES Rev0 2Documento119 páginasBT CRUCE PORTALES Rev0 2Mauricio Segovia JilabertAún no hay calificaciones
- Procedimiento de EntregaDocumento25 páginasProcedimiento de EntregaMARLON SOLORZANOAún no hay calificaciones
- Docmanual 20154639293 000003820233G0150 20230724152119 783134082Documento1 páginaDocmanual 20154639293 000003820233G0150 20230724152119 783134082ALEJANDRO RIOSAún no hay calificaciones
- "Matriz de Riesgo" Montaje Tablero Electrico Tecno Fast: Alejandro Salamanca Luis Guerre Ro PerezDocumento5 páginas"Matriz de Riesgo" Montaje Tablero Electrico Tecno Fast: Alejandro Salamanca Luis Guerre Ro PerezJuan Angel ZuñigaAún no hay calificaciones
- ExportacionDocumento4 páginasExportacionEduardo Franklin Vasquez HuamanAún no hay calificaciones
- Proyecto PLAN IMPLEMENTACION SGSI - Mayo 2023Documento18 páginasProyecto PLAN IMPLEMENTACION SGSI - Mayo 2023VICTOR HUGO BUSTAMANTE OLIVERAAún no hay calificaciones
- TOMA DE NOTA - Conferencia de La Dra FloraDocumento4 páginasTOMA DE NOTA - Conferencia de La Dra FloraCande Agostina Rodriguez100% (1)
- Solución Ejercicio PPyE 20202Documento14 páginasSolución Ejercicio PPyE 20202Marcelo AcostaAún no hay calificaciones
- El Planeta de Los SimiosDocumento5 páginasEl Planeta de Los Simiosamed29Aún no hay calificaciones
- Metrados de ModuloDocumento23 páginasMetrados de ModuloRossley CaAún no hay calificaciones
- Presentación S01Documento18 páginasPresentación S01Nadia DavilaAún no hay calificaciones
- Informe de Pasantias Cesar.Documento26 páginasInforme de Pasantias Cesar.Frank Andreas PeñalozaAún no hay calificaciones
- Informe 3 CobreDocumento4 páginasInforme 3 CobreDennisse GarciaAún no hay calificaciones
- Modelo de Diseño MDC-2Documento25 páginasModelo de Diseño MDC-2Diego Alejandro Hernandez BocanegraAún no hay calificaciones
- CERTIFICADOs de Secundaria ActualDocumento2 páginasCERTIFICADOs de Secundaria ActualAnthony MonteroAún no hay calificaciones
- Capitulo Iii PDFDocumento33 páginasCapitulo Iii PDFkrlmarAún no hay calificaciones
- Cacto MagueyitoDocumento4 páginasCacto MagueyitoRicardoAún no hay calificaciones
- Estructura Do-WhileDocumento9 páginasEstructura Do-WhileAlejandraAún no hay calificaciones
- Segunda Evaluacion Instruciones 3Documento2 páginasSegunda Evaluacion Instruciones 3Hernan WatsonAún no hay calificaciones
- SF Jardin Botanico JHAMIDocumento108 páginasSF Jardin Botanico JHAMIJhamile GarcíaAún no hay calificaciones
- Progreso Social y LiderazgoDocumento9 páginasProgreso Social y LiderazgoNataliaAún no hay calificaciones
- 43 Maximos YminimosDocumento9 páginas43 Maximos YminimosCarolina Osorio GuerreroAún no hay calificaciones
- Parqueadero VerticalDocumento9 páginasParqueadero VerticalAlejandro Hernandez SicachaAún no hay calificaciones
- Actividad Entregable 01 MatematicaDocumento3 páginasActividad Entregable 01 MatematicaSebastian Sheremy Hilario Estrella 4CAún no hay calificaciones
- Informe 01 - Conformidad de PagoDocumento5 páginasInforme 01 - Conformidad de Pagoluis soclaAún no hay calificaciones
- Informe Tecnico Trasceiver EtcDocumento4 páginasInforme Tecnico Trasceiver EtcAbraham TrompizAún no hay calificaciones
- Revista Innova Educación: Stressors in Nursing Professionals Working in Critical Hospital AreasDocumento12 páginasRevista Innova Educación: Stressors in Nursing Professionals Working in Critical Hospital AreasROSA VIRGINIA DAZA VEGAAún no hay calificaciones
- Tranformacion de Coordenadas Geográficas en UtmDocumento6 páginasTranformacion de Coordenadas Geográficas en UtmYési ZDAún no hay calificaciones
- Tema 10 Las Artes Del MudejarDocumento7 páginasTema 10 Las Artes Del MudejarFederico AvilaAún no hay calificaciones
- Graco MagnumDocumento34 páginasGraco MagnumGerman OrtegaAún no hay calificaciones
- El Calentamiento Físico Del CuerpoDocumento3 páginasEl Calentamiento Físico Del CuerpoCesia SaavedraAún no hay calificaciones
- PDM San Luis de Gaceno 2016 2019 PDFDocumento181 páginasPDM San Luis de Gaceno 2016 2019 PDFHolman SuarezAún no hay calificaciones
- Plan de Diagnóstico CuartoDocumento2 páginasPlan de Diagnóstico CuartoEva Tatiana Balderrama Saavedra100% (2)