También podría gustarte
- Productos Academicos TQM SubirDocumento10 páginasProductos Academicos TQM SubirLlenliz Rut Mendoza VelaysosaAún no hay calificaciones
- M1 - Actividad Cómo Se Vive La Calidad en Las Empresas o Negocios.Documento7 páginasM1 - Actividad Cómo Se Vive La Calidad en Las Empresas o Negocios.daniel hernandezAún no hay calificaciones
- Calidad en La Industria PetroleraDocumento9 páginasCalidad en La Industria PetrolerajoseAún no hay calificaciones
- 2 Gestión de La CalidadDocumento32 páginas2 Gestión de La CalidadlemclemcAún no hay calificaciones
- Evaluación - 01 - Pauta CalidadDocumento6 páginasEvaluación - 01 - Pauta CalidadBryan SaézAún no hay calificaciones
- Administracion de Calidad Total y Control Estadistico de ProcesoDocumento5 páginasAdministracion de Calidad Total y Control Estadistico de ProcesoVerónica RodríguezAún no hay calificaciones
- Trilogía de Joseph JuranDocumento5 páginasTrilogía de Joseph JuranJesus Briseño100% (1)
- Asgem: Evaluación 1 - Gestión de La CalidadDocumento6 páginasAsgem: Evaluación 1 - Gestión de La CalidadAlicia Antonia Fuentes ContrerasAún no hay calificaciones
- Resumen Calidad-1Documento6 páginasResumen Calidad-1enrique_tamayo_9Aún no hay calificaciones
- Diapositivas Control Total de La CalidadDocumento91 páginasDiapositivas Control Total de La CalidadJesús Cruz Morales100% (1)
- Control de CalidadDocumento67 páginasControl de CalidadGis Vargas50% (2)
- Resumen Primer Parcial Calidad PDFDocumento20 páginasResumen Primer Parcial Calidad PDFdelfi rivasAún no hay calificaciones
- 1 Clase de ControlDocumento37 páginas1 Clase de ControlDIANA VALLEJOS RODRIGUEZAún no hay calificaciones
- Gestión de Calidad EptDocumento62 páginasGestión de Calidad EptElibert Tristan PaccoAún no hay calificaciones
- Cuestionario Gerencia de OperacionesDocumento4 páginasCuestionario Gerencia de OperacionesTracyta17Aún no hay calificaciones
- Administracion de La CalidadDocumento56 páginasAdministracion de La CalidadMiguel ReyesAún no hay calificaciones
- Diapoc Precursores de La Calidad TotalDocumento27 páginasDiapoc Precursores de La Calidad TotalStephanie SofiaAún no hay calificaciones
- L MCPC Semana 1Documento41 páginasL MCPC Semana 1Angeles MarinAún no hay calificaciones
- Debate GurúsDocumento4 páginasDebate GurúsANA BELEN VENEGAS HERNANDEZAún no hay calificaciones
- PLANIFICACIÓN GENERAL - Clase 1Documento86 páginasPLANIFICACIÓN GENERAL - Clase 1paAún no hay calificaciones
- Administracion de La Calidad TotalDocumento10 páginasAdministracion de La Calidad TotalJesus Bocanegra100% (2)
- MF0665_3 - Gestión de la calidad y medioambiental en industrias de procesoDe EverandMF0665_3 - Gestión de la calidad y medioambiental en industrias de procesoCalificación: 4.5 de 5 estrellas4.5/5 (2)
- Cuestionario Sin Respuestas para Examen de Ing de CalidadDocumento5 páginasCuestionario Sin Respuestas para Examen de Ing de CalidadJessica Andrea Nuñez GranadosAún no hay calificaciones
- Los 7 Principales Autores de La CalidadDocumento13 páginasLos 7 Principales Autores de La CalidadSandy100% (3)
- PMCTDocumento10 páginasPMCTHerika Valdez SernaAún no hay calificaciones
- El Valor de La CalidadDocumento5 páginasEl Valor de La Calidadscribd.cimdAún no hay calificaciones
- Semana 2 CalidadDocumento13 páginasSemana 2 CalidadDaniela MaradiagaAún no hay calificaciones
- Módulo 3 - CalidadDocumento86 páginasMódulo 3 - CalidadNelson HerreraAún no hay calificaciones
- Resumen Evolución de La Calidad EPODocumento6 páginasResumen Evolución de La Calidad EPOKamorra Edgardo JoseAún no hay calificaciones
- Evaluación - 01 Curso PACDocumento5 páginasEvaluación - 01 Curso PACCristina ZunigaAún no hay calificaciones
- 6 Aspectos de La CalidadDocumento4 páginas6 Aspectos de La CalidadDaniel Zednanreh ZeugnimodAún no hay calificaciones
- Procter and GambleDocumento13 páginasProcter and GambleRodrigo RiveraAún no hay calificaciones
- Cambio Organizacional. Estructuras Pos Modernas. FilminaDocumento20 páginasCambio Organizacional. Estructuras Pos Modernas. FilminaLau LilloAún no hay calificaciones
- Calidad Six - SigmaDocumento11 páginasCalidad Six - SigmaAnmig Marie Br.Aún no hay calificaciones
- Cuestionario CalidadDocumento31 páginasCuestionario Calidaddiego1205Aún no hay calificaciones
- Las Siete Etapas Del Control de CalidadDocumento17 páginasLas Siete Etapas Del Control de CalidadAlonso RodriguezAún no hay calificaciones
- Calidad MejoraDocumento4 páginasCalidad MejorarodriguezjessyAún no hay calificaciones
- Christian - 2dacontrol de CalidadDocumento6 páginasChristian - 2dacontrol de CalidadChristian RendonAún no hay calificaciones
- Resumen de CalidadDocumento11 páginasResumen de CalidadEstefani TaboadaAún no hay calificaciones
- Los Gurus de La CalidadDocumento38 páginasLos Gurus de La CalidadGary RiveroAún no hay calificaciones
- Curso EA EditableDocumento371 páginasCurso EA EditableLuis Antonio Sepúlveda Blanche100% (1)
- TP1 201801257 ControlesDocumento12 páginasTP1 201801257 ControlesAndrea JavierAún no hay calificaciones
- Ficha FeigenbaumDocumento8 páginasFicha FeigenbaumMigdalia RiveraAún no hay calificaciones
- Los Gurus de La CalidadDocumento15 páginasLos Gurus de La CalidadYessenia Marquez MartinezAún no hay calificaciones
- Trabajo Final CALIDADDocumento69 páginasTrabajo Final CALIDADTruCho SaNz GlEz100% (1)
- Tareas de Gestion de Calidad - EquipoDocumento20 páginasTareas de Gestion de Calidad - EquipoMiguel CastilloAún no hay calificaciones
- Topicos de Gestion de CalidadDocumento44 páginasTopicos de Gestion de CalidadperrobullangueroAún no hay calificaciones
- Resumen Intro A La CalidadDocumento7 páginasResumen Intro A La CalidadAntonio Coaguila GonzalesAún no hay calificaciones
- Tarea1 - Gestion de CalidadDocumento22 páginasTarea1 - Gestion de CalidadSteven Aleman50% (2)
- Aqkhjsbljcasihfklwpalxkopwa, Xgjvofbaw25 PDFDocumento5 páginasAqkhjsbljcasihfklwpalxkopwa, Xgjvofbaw25 PDFElkri KosonAún no hay calificaciones
- Los Gurus de La Calidad y Sus AportesDocumento10 páginasLos Gurus de La Calidad y Sus AportesPaul MontesAún no hay calificaciones
- Eje de Pensamiento de DemingDocumento15 páginasEje de Pensamiento de DemingAndrés Trejo67% (3)
- Preguntas de Repaso, Introduccion A Los Fundamentos de CalidadDocumento5 páginasPreguntas de Repaso, Introduccion A Los Fundamentos de CalidadHandersson CoreaAún no hay calificaciones
- Trabajo (Inicio - 1.3)Documento5 páginasTrabajo (Inicio - 1.3)Brad MogrovejoAún no hay calificaciones
- Taller Grupal N1Documento36 páginasTaller Grupal N1Alexandra Cepeda100% (1)
- Introducción A La CalidadDocumento63 páginasIntroducción A La CalidadmrmonzonmAún no hay calificaciones
- Tareas de Gestion - CorregidoDocumento24 páginasTareas de Gestion - CorregidoMiguel CastilloAún no hay calificaciones
- Semana 1Documento32 páginasSemana 1Sofia LmrAún no hay calificaciones
- Cuestionario Gurús de La Calidad y Sus AportacionesDocumento7 páginasCuestionario Gurús de La Calidad y Sus AportacionesLeydi Beatris SanchezAún no hay calificaciones
- UF0049 - Procesos de gestión de calidad en hostelería y turismoDe EverandUF0049 - Procesos de gestión de calidad en hostelería y turismoCalificación: 5 de 5 estrellas5/5 (2)
- GRI 3 - Temas Materiales 2021 - SpanishDocumento34 páginasGRI 3 - Temas Materiales 2021 - SpanishAndréAún no hay calificaciones
- Gestión y Control de Calidad - Primera Entrega - Grupo 2Documento19 páginasGestión y Control de Calidad - Primera Entrega - Grupo 2Maria Fernanda Bermudez ValeroAún no hay calificaciones
- GRI 2 - Contenidos Generales 2021Documento61 páginasGRI 2 - Contenidos Generales 2021Agustin AstudilloAún no hay calificaciones
- CuadernoDocumento10 páginasCuadernoMaria Fernanda Bermudez ValeroAún no hay calificaciones
- Taller F2 - 2021 - 02Documento2 páginasTaller F2 - 2021 - 02Maria Fernanda Bermudez ValeroAún no hay calificaciones
- Jhesus Zegarra - Trabajo de Suficiencia Profesional - Titulo Profesional - 2018Documento118 páginasJhesus Zegarra - Trabajo de Suficiencia Profesional - Titulo Profesional - 2018Maria Fernanda Bermudez ValeroAún no hay calificaciones
- T M1 Bermúdez MaríaDocumento6 páginasT M1 Bermúdez MaríaMaria Fernanda Bermudez ValeroAún no hay calificaciones
- Proyectos Cap 19Documento18 páginasProyectos Cap 19Maria Fernanda Bermudez ValeroAún no hay calificaciones
- Resolucion 081 Cornare - Formato Digital Ministerio - Ano2018Documento393 páginasResolucion 081 Cornare - Formato Digital Ministerio - Ano2018Maria Fernanda Bermudez ValeroAún no hay calificaciones
- Sistemas MultifaseDocumento18 páginasSistemas MultifaseMaria Fernanda Bermudez ValeroAún no hay calificaciones
- Autonomo Parcial Escenario 4Documento15 páginasAutonomo Parcial Escenario 4ALBERTAún no hay calificaciones
- Ing. Adolfo Casilla Optimizacion de Tiempos de IntercambioDocumento14 páginasIng. Adolfo Casilla Optimizacion de Tiempos de Intercambiomicmarley2012Aún no hay calificaciones
- ACTIVIDAD COMPLEMENTARIA No. 2 DE ADMINISTRACION FINANCIERADocumento14 páginasACTIVIDAD COMPLEMENTARIA No. 2 DE ADMINISTRACION FINANCIERAMartha Lucia Tovar100% (1)
- Cierre Anual y Papeles de Trabajo Curso 3 PDFDocumento2 páginasCierre Anual y Papeles de Trabajo Curso 3 PDFRodrigo QuixtanAún no hay calificaciones
- Geotecnia Ensayos in SituDocumento35 páginasGeotecnia Ensayos in SituSebastian Jimenez RocaAún no hay calificaciones
- Comemos Más Plástico Del Que Creemos Cada Vez Que Nos AlimentamosDocumento4 páginasComemos Más Plástico Del Que Creemos Cada Vez Que Nos Alimentamosfabiana gonzalezAún no hay calificaciones
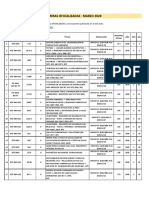
- Normas Oficializadas Marzo 2020Documento2 páginasNormas Oficializadas Marzo 2020Martha AvilaAún no hay calificaciones
- Maripa Semana#1 Ficha Pedagogica MensualDocumento1 páginaMaripa Semana#1 Ficha Pedagogica MensualJoseline CarrilloAún no hay calificaciones
- Depresión Postparto, Aspectos Clinicos PDFDocumento11 páginasDepresión Postparto, Aspectos Clinicos PDFYanin SantoyaAún no hay calificaciones
- Modulo de Numeracion Inicial 2019Documento84 páginasModulo de Numeracion Inicial 2019SoledadCastroAún no hay calificaciones
- SINCRONOSCOPIODocumento24 páginasSINCRONOSCOPIOFrank C. FloresAún no hay calificaciones
- Criptonomicon I - El Código EnigmaDocumento280 páginasCriptonomicon I - El Código EnigmaClaudio Cotar100% (2)
- Convergencia Y Armonizacion de La Normativa Contable Hacia La Contabilidad InternacionalDocumento11 páginasConvergencia Y Armonizacion de La Normativa Contable Hacia La Contabilidad InternacionalMariana HernandezAún no hay calificaciones
- Eia LacteosDocumento26 páginasEia LacteosSARITAAún no hay calificaciones
- Evaluación Del Área de Desarrollo Personal IDocumento4 páginasEvaluación Del Área de Desarrollo Personal ILi CastroAún no hay calificaciones
- Cuestionario de Auditoria - JDCDocumento14 páginasCuestionario de Auditoria - JDCJose Daniel CogolloAún no hay calificaciones
- Coro2 Taller Conrado MonierDocumento3 páginasCoro2 Taller Conrado MonierAlejandro NavarroAún no hay calificaciones
- Primer Trabajo Grupal Economia TXT FinalDocumento12 páginasPrimer Trabajo Grupal Economia TXT FinalLuis Enrique Sernaqué VenturaAún no hay calificaciones
- Semana 3 PDFDocumento15 páginasSemana 3 PDFYera Jade Espinoza HerreraAún no hay calificaciones
- Ejercicios de ConversiónDocumento3 páginasEjercicios de ConversiónjaviquirarteAún no hay calificaciones
- La Escuela Clásica: 1.1. Adam SmithDocumento10 páginasLa Escuela Clásica: 1.1. Adam SmithAna PepaAún no hay calificaciones
- PulgarcitoDocumento34 páginasPulgarcitoLuis Arturo SSAún no hay calificaciones
- Informe Tecnico Vocasional Del Sur Bill GatesDocumento8 páginasInforme Tecnico Vocasional Del Sur Bill GatesIsmary Espinal100% (1)
- 2019CV Maria Fernanda2019Documento7 páginas2019CV Maria Fernanda2019Franz Laura BerriosAún no hay calificaciones
- Preguntas de Quién Es Más Probable QueDocumento5 páginasPreguntas de Quién Es Más Probable Quecsn140043Aún no hay calificaciones
- Resumen Capítulo 9 "Elementos de Economía Política" Krause - Zanotti - RavierDocumento4 páginasResumen Capítulo 9 "Elementos de Economía Política" Krause - Zanotti - RavierNachoAún no hay calificaciones
- Nombre de La ObraDocumento7 páginasNombre de La Obrajuan reyesAún no hay calificaciones
- Ramirez Robinson - Tabla PeriodicaDocumento1 páginaRamirez Robinson - Tabla PeriodicaRobinson RamirezAún no hay calificaciones
- Nomogramas NeumáticosDocumento5 páginasNomogramas NeumáticosXavier Ramos OjedaAún no hay calificaciones
- Plan de Trabajo Del EstudianteDocumento14 páginasPlan de Trabajo Del Estudianteomar daniel gonzales ramos100% (3)